

Вы когда -нибудь чувствовали разочарование от коротких снимков, нарушающих ваш рабочий процесс? Это обычный икота в формовании инъекций, но, к счастью, существуют проверенные способы его борьбы.
Чтобы исправить короткие снимки в литье под давлением, оцените скорость расплава пластика ( MFR ), улучшить конструкцию плесени и настраивать настройки процесса литья для эффективных результатов.
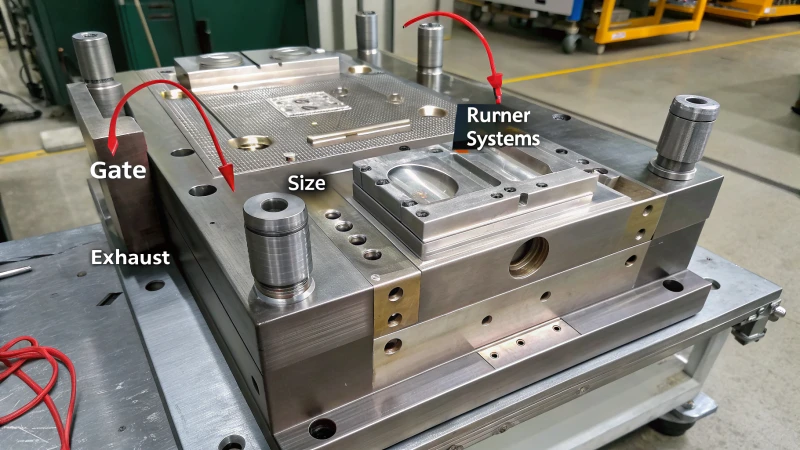
Я помню, как впервые столкнулся с короткими снимками - это был кошмар проб и ошибок. Когда я углубился глубже, я осознал важность понимания материалов. Например, регулировка скорости потока расплава или даже замена материалов более высоким MFR может изменить мир. И давайте не будем забывать об оптимизации дизайна плесени. Увеличение размера ворот и улучшение систем бегунов были для меня изменчивы. Кроме того, игра с давлением впрыска и температурой пресс -формы дала мне контроль, который мне нужен, чтобы минимизировать дефекты. Путешествие научило меня, что иногда немного настраивалась здесь и там может привести к значительным улучшениям в эффективности производства.
Оптимизация дизайна плесени уменьшает короткие снимки.Истинный
Улучшенная конструкция плесени обеспечивает полное заполнение полости.
Игнорирование расхода расплава решает короткие снимки.ЛОЖЬ
Скорость расплава влияет на то, насколько хорошо пластик заполняет плесень.

- 1. Как свойства пластикового материала влияют на короткие снимки?
- 2. Как изменения дизайна плесени могут предотвратить короткие снимки?
- 3. Как можно оптимизировать параметры процесса литья под давлением?
- 4. Почему контроль температуры плесени имеет решающее значение для предотвращения коротких снимков?
- 5. Как добавки усиливают поток материала?
- 6. Заключение
Как свойства пластикового материала влияют на короткие снимки?
Вы когда -нибудь задумывались, почему некоторые инъекционные формы просто не заполняются, верно? Давайте погрузимся в то, как свойства пластиковых материалов могут создавать или сломать процесс литья.
Свойства пластикового материала, такие как расходная скорость расплава и чувствительность температуры, имеют решающее значение для предотвращения коротких выстрелов в литье под давлением. Высокий MFR и точный контроль температуры усиливают пластиковый поток, сводя к минимуму дефекты.

Расплава расплава ( MFR )
Подумайте о скорости потока расплава ( MFR ), как сироп на блинте - он должен распространяться правильно. Низкий MFR похож на холодный сироп; Это плохо течет, вызывая эти раздражающие короткие снимки. У меня была справедливая доля разочарования материалами, которые просто не будут сотрудничать. Представьте себе это: работая поздние ночи, пытаясь лучше сделать упрямый композитный поток, либо переключившись на высокую MFR , либо настройку его предварительной обработки, например, сушка.
Скорость потока расплава ( MFR ) является ключевым фактором в определении способности материала течь во время процесса 1 -го литья 1 . Низкий MFR указывает плохой поток, что приводит к коротким снимкам. Например, высоко заполненные композиты часто имеют более низкий MFR . Подумайте о замене их материалами, предлагающими более высокую MFR или предварительную обработку методами сушки для улучшения потока.
Чувствительность к температуре
Вы когда -нибудь замечали, как некоторые пластмассы действуют как Divas, требуя только правильной температуры? Например, поликарбонат необходимо побаловать от высокой температуры, чтобы избежать этих страшных коротких снимков. Я помню проект, в котором нам пришлось тщательно следить за температурой, гарантируя, что они оставались в сладком месте, вроде как выпечка идеального суфле.
Некоторые пластмассы, такие как поликарбонат (ПК), требуют определенных температурных диапазонов для оптимальной текучести. Недостаточный контроль температуры может привести к коротким снимкам. Обеспечение того, чтобы материал остался в пределах его температурного диапазона обработки, имеет решающее значение для поддержания его свойств потока.
| Материал | Оптимальная температура |
|---|---|
| Поликарбонат | Высокий |
| Полистирол | 30 ° C до 50 ° C. |
Оптимизация материала
Добавление смазочных материалов или пластификаторов - это все равно, что придать вашему материалу обработку спа -салона - повышение его протекания. Однажды я экспериментировал с полиформальдегидом (POM), добавив только правильное количество смазки, чтобы облегчить его расплав в каждый уголок и грани. Но будьте осторожны, слишком много балова может изменить другие важные характеристики.
Улучшение составы за счет добавления смазочных материалов или пластификаторов может улучшить потоку. Например, добавление смазочных материалов в полиформальдегид (POM) уменьшает вязкость расплава, что облегчает заполнение полостей и уменьшение коротких выстрелов. Тем не менее, чрезмерные добавки могут негативно повлиять на другие свойства продукта.
Практическое применение
В реальном мире это все о балансе - например, прогулка по канату. Увеличение скорости впрыска помогло в некоторых случаях, но вызывало такие проблемы, как выброс расплава. Аналогичным образом, более высокие давления инъекций заполняют полости лучше, но рискуют создавать летающие края.
На практике корректировка этих свойств требует тонкого баланса. Например, увеличение скорости впрыска 2 может помочь, но очень важно избежать дефектов, таких как выброс расплава. Аналогичным образом, более высокое давление впрыска может облегчить заполнение полости, но может представлять другие проблемы, такие как летающие края.
Эффективное навигация по этим факторам может трансформировать вашу производственную линию, уменьшить короткие снимки и повысить качество продукции. Это немного похоже на освоение сложного танца, где каждый шаг имеет значение. Понимая и настраивая каждый аспект, вы можете действительно оптимизировать свой процесс литья под давлением, гарантируя, что ваши продукты выходят правильно каждый раз.
Низкий MFR в пластике приводит к более коротким снимкам.Истинный
Низкий MFR указывает плохой поток, увеличивая вероятность коротких снимков.
Добавление смазочных материалов к помпе увеличивает вязкость расплава.ЛОЖЬ
Смазочные материалы уменьшают вязкость расплава, улучшают потоковимость и снижая короткие снимки.
Как изменения дизайна плесени могут предотвратить короткие снимки?
Вы когда -нибудь чувствовали разочарование в работе с неполными заливками плесени? Я тоже был там, но не боюсь - у меня есть некоторые практические идеи, чтобы поделиться, которые могут помочь предотвратить эти надоедливые короткие снимки в процессе литья под давлением.
Предотвратить короткие снимки, регулируя размер и местоположение затвора, улучшая системы бегунов и уточняя конструкцию выхлопных газов плесени, чтобы улучшить пластиковый поток и уменьшить неполные заполнения.
Понимание роли дизайна ворот
Оптимизация размера затвора:
Я помню, как впервые осознал влияние размера ворот. Это было похоже на открытие шлюзы - литерально! Увеличив штифт точки с 0,5 мм до 0,8 мм, я заметил резкое улучшение потока. Это все равно, что придать пластикому таянию экспресс -переулок.
| Параметр затвора | До | После |
|---|---|---|
| Размер (мм) | 0.5 | 0.8 |
Регулировка местоположения затвора:
Вы когда -нибудь пытались налить воду в бутылку с крошечной шеей? Вот как это похоже, когда ворота плохо расположены. Я научился размещать ворота возле тонкостенных секций, чтобы обеспечить равномерный поток, особенно в сложных формах.
Улучшение систем бегуна
Увеличение диаметра бегуна:
Однажды я боролся с упрямой плесенью, только чтобы обнаружить, что простое увеличение диаметра бегуна с 4 мм до 6 мм имело все значение. Это похоже на обновление от садового шланга до огненного шланга - еще большего и более быстрого потока.
Поверхностная полировка:
Бегуны -полировки могут показаться утомительными, но поверьте мне, это окупается. Плавные поверхности уменьшают трение, делая расплавленный поток, как хорошо смазанная машина, особенно в горячих системах.
Улучшение конструкции выпускного отверстия пресс-формы
Реализация выхлопных слотов:
Я не могу сосчитать, сколько раз я видел, как воздух, пойманные в ловушку в формы, вызывают хаос. Добавление прорезей выхлопных газов, таких как слот от 0,02 до 0,05 мм на размночных поверхностях, эффективно позволяет воздуху побежать. Это все равно, что придаст вашей плесени дыхание свежего воздуха.
| Выхлопная функция | Описание |
|---|---|
| Глубина слота (мм) | 0.02 – 0.05 |
| Размещение | Поверхность разъема |
| Материальное рассмотрение | Воздушная сталь |
Материальные аспекты:
Понимание свойств материала 3 является ключевым. Однажды я поменял низкий MFR на один с более высокой плавностью, и это было похоже на ночь и день для наполнения плесени.
Процесс формования впрыска:
Балансировать давление впрыска 4 и скорость сложно. Я узнал, какой способ, которым слишком большое давление может привести к дефектам, в то время как слишком мало не заполняет полость. Найти это сладкое пятно имеет решающее значение.
Контроль температуры формы:
Для таких материалов, как PS, повышение температуры формы с 30 ° C до 50 ° C творило чудеса для меня, улучшая расплавление расплава и резкое снижение коротких выстрелов.
Стратегически обращаясь к этим элементам, вы можете эффективно минимизировать короткие выстрелы в ваших процессах литья под давлением, как и в моем путешествии.
Увеличение размера ворот уменьшает короткие снимки.Истинный
Большие ворота усиливают пластиковый поток, снижая короткие риски.
Более толстые бегуны повышают сопротивление расплава.ЛОЖЬ
Более толстые бегуны снижают сопротивление, улучшая распределение расплава.
Как можно оптимизировать параметры процесса литья под давлением?
Вы когда -нибудь задумывались, как некоторые продукты выходят правильно, в то время как у других раздражающих дефектов? Я был там, настройка настройки литья инъекции может творить чудеса!
Чтобы оптимизировать литье в инъекции, отрегулировать расход расплава, размер затвора и скорость впрыска, сосредоточившись на свойствах материала и конструкции плесени, чтобы повысить качество и эффективность продукта.

Понимание свойств материала
В мои первые дни работы с литьем инъекции я узнал, как знание ваших материалов -свойств 5 Inside Out имеет решающее значение. Однажды я работал с композитным материалом и продолжал бить на контрольно -пропускных пунктах с помощью коротких снимков. Оказалось, что скорость потока расплава ( MFR ) была слишком низкой. После некоторого копания и экспериментов я обнаружил, что предварительная обработка материала-например, его сушка-может иметь все значение, особенно для чувствительных к влаге материалов, таких как нейлон.
Чувствительность температуры - еще один аспект, на который я уделяю пристальное внимание. Я заметил, что такие материалы, как поликарбонат, нуждаются в более высоких температурах, чтобы плавно течь; В противном случае вы получаете неполные заливки. Именно эти нюансы держат меня в ногах, постоянно напоминая мне, чтобы я держал в правильном диапазоне температуры.
Тонкая настройка дизайна плесени
Дизайн ворот
- Размер и местоположение: Увеличьте размер ворот, если он слишком мал, чтобы предотвратить недостаточный поток. Позиционирование ворот стратегически также является ключевым; В этом случае размещение его рядом с более тонкими секциями творило чудеса.
Система бегунков
- Качество диаметра и поверхности: оптимизация системы бегунов может показаться тонкой настройкой двигателя. Я обнаружил, что более толстые бегуны могут резко снизить сопротивление, что позволяет более плавному потоку расплава. Поливка этих бегунов дополнительно помогает путем минимизации трения и улучшения теплопередачи.
| Аспект | Стратегия оптимизации |
|---|---|
| Размер ворот | Увеличить диаметр для лучшего потока расплава |
| Диаметр бегуна | Используйте более толстые бегуны, чтобы минимизировать сопротивление |
| Качество поверхности бегуна | Отличить для уменьшения трения и улучшения теплопередачи |
Настройка параметров процесса
Давление и скорость впрыска
Балансировать давление и скорость впрыска может чувствовать себя как ходьба по канату. Слишком большое давление, и вы рискуете дефектами, такими как летающие края. Но правильное количество может помочь заполнить эти полости быстро и эффективно. Я помню, когда мы увеличивали давление с 50 млн. МПа до 70 МПа на одном проекте-это было нервно наблюдать за дефектами, но невероятно полезно, когда все щелкнуло.
Контроль температуры пресс-формы
Повышение температуры плесени было для меня изменением игры, особенно с такими материалами, как полистирол, которые борются с проторенностью. Удивительно, как простая температурная настройка может преобразовать качество заполнения полости, уменьшая такие проблемы, как короткие снимки.
Важность дизайна выхлопных газов
Я узнал о важности надлежащей конструкции выхлопных газов посредством проб и ошибок. Без адекватной вентиляции захват воздуха может вызвать серьезные головные боли. Реализация выхлопных слотов или использование проницаемых воздуха в стратегических местах обеспечивает бесшовный поток воздуха во время процесса литья 6 .
С каждым проектом я обнаруживаю новые способы уточнить эти параметры, всегда стремясь к лучшей эффективности и качеству в моих усилиях литья под давлением.
Увеличение размера ворот улучшает расплавленный расплавленный в литье под давлением.Истинный
Большие ворота позволяют лучше распределять расплав, усиливая поток.
Более высокие температуры плесени снижают короткие выстрелы в полистироле.Истинный
Повышенные температуры улучшают распределение расплава, уменьшая короткие снимки.
Почему контроль температуры плесени имеет решающее значение для предотвращения коротких снимков?
Представьте, что разочарование в том, что выливаете свое время и усилия в создание продукта только для того, чтобы найти его ошибочным из -за чего -то столь же простого, как контроль температуры.
Контроль температуры плесени жизненно важен в литье под давлением для поддержания потока материала, обеспечивая однородное заполнение плесени и постоянную вязкость, что снижает риск коротких выстрелов.

Роль температуры формы в потоке материала.
Я помню первые дни моей карьеры, когда я упустил из виду важность температуры плесени. Я думал, что это была просто незначительная деталь. Мальчик, я был неправ! Я быстро узнал, что температура плесени влияет на то, насколько хорошо течет материал. Когда это просто правильно, такие материалы, как полистирол, легко скользят в каждый укромный угол и громкий плесень, сводя к минимуму короткие снимки.
Например, после того, как я увеличил температуру формы с 30 ° C до 50 ° C на проекте, улучшение потока было замечательным, почти как день и день. Эта небольшая настройка имела большое значение в предотвращении этих надоедливых проблем с коротким выстрелом 7 .
Влияние на свойства материала
Каждый материал имеет свои собственные причуды, а поликарбонат является одним из тех материалов, которым нужно немного больше тепла, чтобы вести себя правильно. Я видел, как более высокая температура может уговорить его в плавно течь в сложные формы, не вызывая короткие снимки.
Скорость потока расплава ( MFR ) является еще одним фактором, на котором следует следить. Я обнаружил, что регулировка температуры формы или даже добавление щепотки смазочных материалов может иметь значение для материалов с низким MFR .
Рекомендации по проектированию пресс-форм
Температура не единственный игрок в этой игре. Системы проектирования и бегунов в равной степени важны. Я рано узнал, что иногда вам нужно дать им немного полировки или настроить их размер, чтобы помочь с расплавлением.
Вот простая таблица, обобщающая аспекты дизайна:
| Дизайн аспект | Рекомендация |
|---|---|
| Размер ворот | Увеличить диаметр |
| Диаметр бегуна | Польские поверхности |
Эти корректировки в сочетании с контролем температуры формы помогают обеспечить эффективное распределение расплава 8 .
Практические советы по оптимизации температуры формы
Исходя из моего опыта, использование контроллеров температуры формы связано с изменением игры. Они сохраняют температуру устойчивой, следя за тем, чтобы все работает гладко. Я также следит за факторами окружающей среды, которые могут отбросить температуру.
Понимание этих элементов помогло мне уменьшить дефекты и повысить качество продукта. Я часто рекомендую исследовать различные варианты контроллера температуры формы 9 для лучшего понимания.
Повышение температуры плесени улучшает потоку материала.Истинный
Более высокая температура плесени снижает пластиковую вязкость, повышая проторимость.
Поликарбонат требует более низких температур плесени для хорошей текучести.ЛОЖЬ
Поликарбонат нуждаются в более высоких температурах для достижения надлежащей текучести.
Как добавки усиливают поток материала?
Добавки могут быть секретным соусом в производстве, превращая потенциальную головную боль в плавное плавание.
Добавки усиливают поток материала за счет снижения вязкости, повышения тепловой стабильности и облегчения высвобождения плесени, оптимизации эффективности производства и обеспечения высокого качества продукции.

Понимание добавок в обработке материалов
Я помню, когда я впервые наткнулся на мир производства, стоя в восторге от сборочных линий. Это было похоже на гигантскую, хорошо смазанную машину, а добавки были незамеченными героями за кулисами. Они настраивают свойства материала, чтобы сделать обработку ветра. Например, сокращая вязкость 10 , они делают материалы управляемыми, особенно когда речь идет о чем -то столь же сложной, как литья инъекции.
Типы добавок и их функции
Когда я впервые начал изучать добавки, это было похоже на то, чтобы открыть набор инструментов с бесконечными возможностями:
- Смазочные материалы : Думайте о них как о масле для вашего автомобильного двигателя. Они сводят к минимуму трение, обеспечивая более гладкий поток материала.
- Пластилизаторы : эти парни похожи на йогу для материалов - повышают гибкость, чтобы помочь вещам двигаться более плавно.
- Термические стабилизаторы : они сохраняют все стабильным, даже когда температура колеблются.
| Тип добавки | Основная функция |
|---|---|
| Смазочные материалы | Уменьшите трение |
| Пластификаторы | Повысить гибкость |
| Стабилизаторы | Поддерживать тепловую стабильность |
Влияние на аспекты пластиковых материалов
В пластмассах знание скорости потока расплава ( MFR ) является изменением игры. Я помню, как впервые понял, насколько это было жизненно важно; Это было похоже на разблокирование нового уровня в понимании материальной науки. Если MFR слишком низкий, материалы могут не течь должным образом, что приведет к таким проблемам, как короткие снимки. Смазочные материалы в полиформальдегиде 11 могут творить чудеса, уменьшая вязкость расплава.
Рекомендации по проектированию пресс-форм
Правильный дизайн плесени похож на установку сцены для производительности. Он дополняет аддитивное использование красиво, гарантируя, что материалы плавно протекают в каждый уголок и края. Создание незначительных изменений, таких как увеличение размера ворот или оптимизация его местоположения, может предотвратить дефекты.
Практическое применение в промышленности
Работая в отраслях, которые создают сложные пластиковые компоненты, ощущаются как художник с палитрой материалов. С правильной комбинацией дизайна плесени и добавок, таких как пластификаторы 12 , производство становится эффективным, и качественные взлеты.
Балансирование аддитивного использования с модификациями процесса гарантирует, что материалы сохраняют целостность, в то же время плавно протекают через производственные линии. Эти знания необходимы для таких людей, как Джеки из нашей целевой аудитории - дизайнеров и инженеров по производству. Изучение того , как различные добавки влияют на обработку 13, предлагает более глубокое понимание их различных приложений.
Смазочные материалы уменьшают трение при обработке материалов.Истинный
Смазочные материалы - это добавки, которые уменьшают трение, помогая более гладкому потоку материала.
Пластилизаторы уменьшают гибкость материалов.ЛОЖЬ
Пластилизаторы повышают гибкость, улучшая поток материалов при обработке.
Заключение
В этой статье рассматриваются эффективные решения для предотвращения коротких выстрелов в литье под давлением путем оптимизации свойств материала, конструкции плесени и параметров обработки для повышения качества и эффективности продукта.
-
Эта связь объясняет важность скорости расплава в процессах литья, предлагая представление об оптимизации потока материала. ↩
-
Узнайте, как регулировка скорости впрыска может уменьшить короткие снимки при сохранении качества продукта по этой ссылке. ↩
-
Понимание того, как MFR влияет на поток материала может направить вас при выборе или обработке материалов для лучшей производительности. ↩
-
Знание того, как регулировать давление, помогает обеспечить полное заполнение плесени, не вызывая других дефектов. ↩
-
Понимание свойств материала помогает в выборе подходящих материалов и оптимизации их производительности в процессах литья. ↩
-
Правильная конструкция выхлопных газов гарантирует, что воздух выигнут эффективно, снижает дефекты и улучшает качество продукции. ↩
-
Узнайте о взаимосвязи между температурой плесени и короткими снимками, чтобы оптимизировать процесс литья. ↩
-
Узнайте, как регулировочный размер затвора может улучшить распределение расплава и предотвратить дефекты. ↩
-
Исследуйте контроллеры с самым высоким рейтингом для поддержания оптимальной температуры плесени и улучшения качества продукции. ↩
-
Изучите, как добавки эффективно снижают вязкость, усиливая поток материала для лучшей обработки. ↩
-
Узнайте о взаимодействии полиформальдегида с смазками, чтобы уменьшить вязкость и улучшить заполнение плесени. ↩
-
Поймите, как пластификаторы повышают гибкость материала, помогая в более гладкой обработке. ↩
-
Откройте для себя влияние различных добавок на свойства материала во время производственных процессов. ↩






