

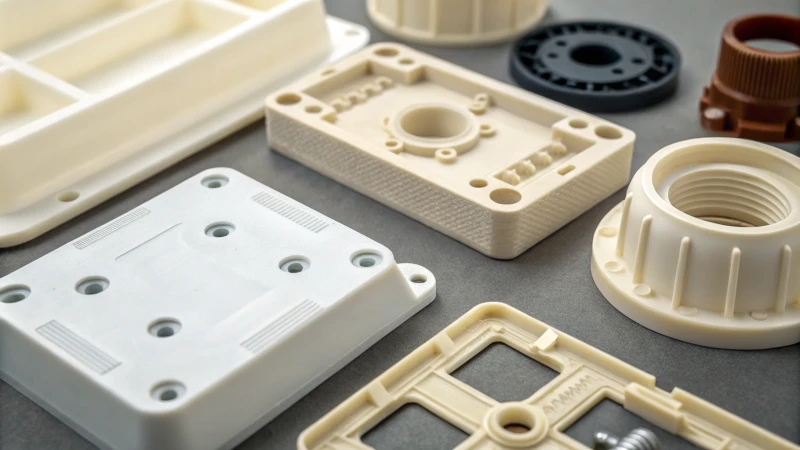
Вы когда-нибудь пытались придать форму пластику и в итоге столкнулись скорее с разочарованием, чем с успехом? Давайте рассмотрим типичные проблемы, которые могут нарушить процесс литья под давлением.
К наиболее частым проблемам при литье под давлением относятся облой, усадочные швы, следы сварки, пузырьки и неполное впрыскивание. Неправильные настройки давления часто приводят к этим дефектам. Неравномерное охлаждение или неудачная конструкция пресс-формы также вызывают проблемы. Страдает как качество продукции, так и эффективность производства.
Мой первый опыт работы с проблемами литья под давлением был похож на головоломку, в которой не хватало ключевых деталей. Понимание основных причин дефектов, таких как облой или пузырьки, стало для меня внезапным озарением. Эти дефекты необходимо исследовать по одному, чтобы найти простые решения. Таким образом, вы улучшаете производственный процесс и экономите время и деньги.
Эффект вспышки возникает из-за чрезмерного давления впрыска.Истинный
Чрезмерное давление выталкивает расплавленный пластик из полостей пресс-формы, вызывая образование облоя.
Следы усадки указывают на идеальные условия охлаждения.ЛОЖЬ
Следы усадки появляются, когда охлаждение происходит неравномерно или слишком быстро, не идеально.
- 1. Что означает «облой» для изделий, изготовленных методом литья под давлением?
- 2. Что вызывает появление усадочных следов при литье под давлением?
- 3. Что вызывает появление следов сварки на пластиковых деталях?
- 4. Как предотвратить образование пузырьков во время формования?
- 5. Что вызывает неполное заполнение формы в процессе литья?
- 6. Какие изменения в конструкции могут свести к минимуму дефекты литья под давлением?
- 7. Заключение
Что означает «облой» для изделий, изготовленных методом литья под давлением?
Облой при литье под давлением — такая же проблема, как излишки теста для пиццы, вытекающие за края формы. Облой — это не только проблема внешнего вида, но и фактор, влияющий на качество подгонки деталей.
Избыток пластика образуется, когда слишком много пластика вытекает во время литья под давлением. Обычно это происходит из-за высокого давления или небольших зазоров в пресс-форме. Этот лишний пластик создает неровные края. Эти неровности, вероятно, нарушают точность сборки.
Понимание причин вспышки
Представьте себе время, когда я только начинал заниматься проектированием пресс-форм. Я был немного моложе и пытался понять, почему на моих прекрасных проектах появлялись некрасивые облой. После множества экспериментов и бессонных ночей я обнаружил, что облой, часто называемый «переливом», возникает, когда жидкий пластик просачивается через зазоры в пресс- форме¹ во время впрыска. Представьте, что вы печете пирог, и начинка вытекает, потому что корж переполнен. Было полезно знать, что изменение давления впрыска и плотная посадка пресс-формы помогают предотвратить это.
| Причина | Описание |
|---|---|
| Чрезмерное давление впрыска | Вызывает перелив расплавленного пластика. |
| Недостаточная сила зажима | Позволяет пластику выходить через щели. |
| Неровная поверхность разъема пресс-формы | Создает пути для переполнения. |
Влияние на качество продукции
Вспышка может сильно испортить внешний вид продукта. Я сам это видел. Помню, как в начале моей карьеры мы часами исправляли острые края на прототипе. Вспышка не только приводит к появлению шероховатостей, но и затрудняет сборку. Это как пытаться соединить детали пазла, если у одной из них есть лишний выступ.
| Влияние | Описание |
|---|---|
| Ухудшение внешнего вида | В результате получаются неровные края. |
| Увеличенная обработка | Требуется дополнительная обрезка. |
| Вопросы точности сборки | Влияет на то, как детали соединяются друг с другом. |
Устранение облоя при литье под давлением
Работа с облоем научила меня тому, что регулировка настроек станка и улучшение конструкции пресс-формы имеют ключевое значение. Снижение давления впрыска или увеличение силы смыкания значительно меняют ситуацию — например, идеально герметизируют каждый край корочки пирога, обеспечивая гладкую поверхность разъема пресс-формы , предотвращая протечки.
Регулярные проверки на наличие плесени стали моим надежным методом. Проверка на соответствие всех параметров позволила избежать многих проблем в будущем. Благодаря вниманию к деталям, качество нашей продукции улучшилось, а количество дефектов и издержек сократилось.
Таблица: Распространенные дефекты при литье под давлением
Эта таблица оказалась для меня полезным инструментом для диагностики проблем в процессе литья. Она напомнила мне, что каждое изменение настроек или конструкции может существенно повлиять на успех нашей продукции.
| Дефект | Причина | Влияние |
|---|---|---|
| Вспышка | Высокое давление, зазоры | Неровные края, проблемы со сборкой |
Эффект вспышки возникает из-за чрезмерного давления впрыска.Истинный
Чрезмерное давление приводит к переливу пластика, вызывая образование облоя.
Облой повышает точность формованных изделий.ЛОЖЬ
Из-за бликов достигается неровность краев и проблемы с подгонкой деталей.
Что вызывает появление усадочных следов при литье под давлением?
Вы когда-нибудь замечали эти досадные маленькие вмятины на пластиковых предметах? Люди называют их следами усадки. Эти вмятины часто создают проблемы при литье под давлением.
Усадочные дефекты появляются, когда пластиковые детали неравномерно охлаждаются при литье под давлением. Это приводит к образованию вмятин на поверхности. Неравномерная толщина стенок часто способствует появлению этих дефектов. Недостаточное давление при выдержке также вызывает проблемы. В действительности, эти факторы имеют большое значение.

Понимание усадочных меток
Усадочные дефекты, часто называемые вмятинами, представляют собой неровности, которые выглядят как углубления или «вмятины» на поверхности изделия, изготовленного методом литья под давлением. Они возникают из-за сжатия пластика при охлаждении.
Причины появления следов усадки
-
Неравномерное охлаждение
Важность равномерного охлаждения я обнаружил во время ночного решения проблемы. Более толстые части формы дольше остаются теплыми, чем более тонкие, что приводит к образованию нежелательных следов усадки.
Факторы Влияние на охлаждение Изменение толщины стенки Более медленное охлаждение в более толстых слоях Проектирование пресс-форм Неправильная компоновка каналов охлаждения -
Недостаточное удерживающее давление
Я усвоил урок о давлении выдержки на собственном горьком опыте. Недостаточное давление на этапе выдержки почти всегда приводит к усадке. Высокое давление помогает жидкому пластику заполнить все части формы, в то время как низкое давление позволяет ему слишком сильно расслабиться.
- Высокое давление прижима гарантирует, что расплавленный пластик заполнит все зазоры, уменьшая вероятность образования усадочных раковин.
- Низкое давление может не обеспечить достаточную плотность материала, что приведет к усадке.
-
Выбор материалов и их свойства
Разные виды пластика дают разную степень усадки. Удивительно, правда? Выбор пластика, который сильно сжимается, без корректировки технологического процесса может привести к проблемам. Например, кристаллические полимеры сжимаются сильнее, чем аморфные, из-за своей молекулярной структуры.
Борьба со следами усадки
Для решения этих проблем необходимы навыки:
- Оптимизация толщины стенок: равномерная толщина способствует равномерному охлаждению.
- Отрегулируйте давление удержания: подберите оптимальное давление для вашего материала и формы, чтобы компенсировать усадку.
- Выбор материалов: Используйте материалы, которые дают меньшую усадку, или измените технологический процесс в соответствии с ними.
Эти советы помогли мне создавать не только функциональные, но и привлекательные продукты. Дизайнеры могут уменьшить количество дефектов и сэкономить силы в дальнейшем. В таких отраслях, как электроника и автомобилестроение, это очень важно.
Для получения дополнительной информации о проблемах, возникающих при литье, изучите другие распространенные проблемы, такие как облой или следы сварки. Знание повышает качество и экономит время.
Неравномерное охлаждение приводит к образованию усадочных полос на формованных деталях.Истинный
Различная скорость охлаждения в отдельных участках детали приводит к образованию усадочных следов.
Высокое давление при удержании увеличивает образование следов усадки.ЛОЖЬ
Высокое давление уменьшает усадку, эффективно заполняя зазоры.
Что вызывает появление следов сварки на пластиковых деталях?
Вы когда-нибудь задумывались, почему на ваших прекрасно изготовленных пластиковых деталях появляются эти надоедливые следы сварки?
Сварные швы появляются в местах соединения потоков расплавленного пластика внутри формы, образуя видимую линию или возможное слабое место. Эти следы часто формируются вблизи стержней или вставок, когда потоки пластика разделяются, а затем снова сходятся.
Понимание следов сварки при литье под давлением
Следы сварки образуются, когда два или более потока расплавленного пластика соединяются в пресс-форме во время литья под давлением. Эти линии появляются потому, что при встрече потоки могут не полностью склеиваться из-за различий в температурах и скоростях, образуя видимый шов. Это может быть особенно заметно при литье сложных форм с ребрами жесткости или вставками.
Распространенные причины
- Препятствия в пресс-форме: Представьте себе, что вы регулируете движение транспорта, и вдруг появляется препятствие. Когда расплавленный пластик сталкивается с препятствиями, такими как сердечники или вставки, он раскалывается, а затем пытается снова соединиться, потенциально образуя следы сварки.
- Множественные фронты потока: Представьте себе реку, в которую сливается множество ручьев. В пресс-формах, требующих нескольких точек впрыска, различные фронты потока могут сливаться, что приводит к появлению следов сварки, если не принять соответствующие меры.
| Причина | Описание |
|---|---|
| Препятствия | Потоки расходятся вокруг вставок, плохо рекомбинируя |
| Многопоточные | Сходимость потоков из нескольких затворов |
Влияние на качество продукции
Сварные швы не только портят внешний вид, но и могут ослабить прочность изделия. В местах сварки может снизиться прочность на растяжение и ударопрочность. Представьте себе великолепный пластиковый корпус для электроники, испорченный такими швами. Возникают и эстетические проблемы, поскольку сварные швы могут быть видны, особенно в изделиях, требующих высокого визуального качества, таких как корпуса для электроники.
Уменьшение следов от сварки
К счастью, существует несколько стратегий, позволяющих минимизировать следы от сварки:
- Регулировка параметров впрыска: изменяя скорость и давление впрыска, вы обеспечиваете оптимальные условия и температуру потока, сводя к минимуму видимые стыки.
- Переосмыслите конструкцию пресс-форм: проектирование пресс-форм с меньшим количеством препятствий или использование таких методов, как вентиляция, может уменьшить количество сварочных швов.
Внедрение этих методов в проектирование пресс-форм может значительно улучшить как качество, так и эксплуатационные характеристики продукции. Изучение новых подходов к проектированию может стать ключом к созданию более прочных и привлекательных формованных изделий.
Связанные явления
- Избыточный поток (перелив): Вас когда-нибудь неожиданно заставал врасплох перелив пластика из-за слишком большого давления или слабого зажима?
- Усадочные швы: эти досадные вмятины, возникающие из-за неравномерного охлаждения или недостаточного давления при запрессовке, портят гладкую поверхность.
Для более глубокого понимания этих вопросов полезно ознакомиться с проблемами литья под давлением ( 6) , чтобы оптимизировать производственные процессы и добиться превосходных результатов. Балансировка таких аспектов, как конструкция пресс-формы и параметры впрыска, имеет решающее значение для успешного решения этих проблем.
| Соответствующий дефект | Ключевая причина | Влияние |
|---|---|---|
| Вспышка | Высокое давление | Неровные края |
| Усадка | Проблемы с охлаждением | Поверхностные вмятины |
Следы сварки образуются в местах схождения пластических потоков.Истинный
Сварные швы образуются, когда отдельные потоки расплавленного пластика встречаются и не образуют полного соединения.
Сварные швы влияют только на внешний вид пластиковых деталей.ЛОЖЬ
Следы сварки также могут снижать прочность изделий на растяжение и ударную прочность.
Как предотвратить образование пузырьков во время формования?
Вы когда-нибудь пытались придать идеальную форму пластиковому изделию и сталкивались с надоедливыми пузырьками, которые портили все ваши усилия?
Материалы должны быть очень сухими, чтобы предотвратить образование пузырьков во время формования. Тщательно контролируйте скорость впрыска. Правильная вентиляция пресс-формы важна для уменьшения кавитации. Это помогает улучшить качество продукции. Качество действительно очень важно.

Понимание причин образования пузырьков
Я помню свои первые дни в индустрии производства плесени, когда сталкивался с этими надоедливыми пузырьками, которые появлялись как раз тогда, когда все шло хорошо. Это было похоже на приготовление идеального суфле, которое вдруг опрокинулось. Но, как и при изучении рецепта, знание причин появления этих пузырьков изменило все.
Пузыри, также известные как кавитация, часто доставляют проблемы конструкторам пресс-форм. Обычно они возникают из-за влаги, летучих веществ или плохого отвода воздуха из пресс-формы. Представьте, что вы хотите отлить что-то красивое, но материалы не полностью высохли. Что тогда произойдет? Влага превращается в пар во время формования, и образуются пузырьки. Или, возможно, вы установили слишком высокую скорость впрыска, из-за чего воздух ужасно задерживается внутри.
Решения для предотвращения образования пузырьков
-
Подготовка материалов
- Я всегда сушу все пластиковые материалы перед использованием. Это как сушить волосы перед укладкой – очень важно.
- Осушители воздуха помогают удалять влагу. Это мои любимые инструменты.
-
Регулирование скорости и давления впрыска
- Плавная регулировка скорости помогает избежать попадания воздуха; это как медленно наливать газировку в стакан, чтобы предотвратить образование пузырьков.
- Правильно отрегулируйте давление, чтобы избежать образования подтеков. Слишком сильное давление приводит к неровным краям, как будто глазурь вытекает из торта. Слишком много глазури!
-
Вопросы проектирования пресс-форм
- Системы вентиляции позволяют выходить скопившемуся воздуху. Представьте, что вы открываете окно, чтобы впустить свежий воздух.
- Формы с равномерной толщиной стенок обеспечивают стабильное охлаждение и предотвращают усадку.
Пример таблицы: Влияние пузырьков на различные продукты
| Тип продукта | Воздействие пузырьков |
|---|---|
| Пластиковые контейнеры | Нарушение герметичности |
| Корпуса электронных устройств | Дефекты внешнего вида |
| Автомобильные запчасти | Сниженная прочность и долговечность |
Передовые методы предотвращения образования пузырьков
- Вакуумное формование: Вакуумные условия удаляют захваченный воздух и влагу из полости пресс-формы. Представьте, что вы используете пылесос, чтобы высосать всю грязь.
- Литье под давлением с использованием газа: газ прижимает расплавленный пластик к стенкам формы, чтобы минимизировать попадание воздуха.
Для дальнейшего обучения я рекомендую ознакомиться с передовыми технологиями формования (см. раздел 7) , направленными на уменьшение дефектов, таких как пузырьки. Эти методы могут улучшить результаты производства и повысить эффективность. Кроме того, регулярные проверки пресс-форм и контроль за деталями производства действительно помогают уменьшить количество пузырьков и улучшить качество продукции.
Влага в материалах вызывает образование пузырьков во время формования.Истинный
При нагревании влага превращается в пар, образуя пузырьки.
Увеличение скорости впрыска предотвращает образование пузырьков.ЛОЖЬ
Чрезмерная скорость может привести к задержке воздуха и образованию большего количества пузырьков.
Что вызывает неполное заполнение формы в процессе литья?
Бывало ли у вас такое, что вы стояли в своей мастерской, смотрели на недоделанную форму и недоумевали? Что же пошло не так?
Неполный впрыск возникает во время формования, когда давление впрыска слишком низкое или скорость впрыска слишком низкая. Плохой поток материала и недостаточное количество воздушных отверстий также вызывают эту проблему. Эти причины препятствуют полному заполнению формы пластиком. Решение этих проблем приводит к получению полностью сформированных изделий. Полностью сформированные изделия важны.
Давление и скорость впрыска
Помню день, когда у меня возникли проблемы с неполным заполнением формы. Сначала настройки давления казались правильными, но, присмотревшись, я понял, что давление впрыска было слишком низким для полного заполнения формы. Низкое давление впрыска тормозило весь процесс.
Одной из основных причин неполного заполнения формы является недостаточное давление впрыска. Расплавленному пластику необходимо достаточное усилие, чтобы заполнить всю полость пресс-формы. Если давление слишком низкое или скорость впрыска низкая , материал может не достичь всех частей пресс-формы, что приводит к получению неполных изделий. Корректировка этих параметров может значительно снизить вероятность неполного заполнения формы.
Материальная текучесть
Однажды, работая с толстым пластиком, я увидел, как его плохая текучесть препятствует заполнению сложных узоров. Регулируя температуру, мы добились улучшения текучести этого упрямого пластика. Этот этап имеет решающее значение, когда в проектах требуется точное заполнение.
текучесть расплавленного пластика . Высоковязкие материалы могут испытывать трудности с прохождением через сложные формы. При использовании таких материалов оптимизация температурных режимов может улучшить характеристики текучести.
Вентиляция плесени
Засоренные вентиляционные отверстия однажды доставили мне много проблем. Хорошая вентиляция позволяет воздуху выходить по мере заполнения формы. Если вентиляционные отверстия заблокированы или спроектированы неправильно, воздух остается внутри, препятствуя потоку пластика и вызывая неполное заполнение формы.
Надлежащая вентиляция необходима для выхода воздуха, задерживающегося в форме, по мере заполнения ею формы. Если вентиляционные отверстия заблокированы или плохо спроектированы, это может привести к образованию воздушных карманов, препятствующих потоку пластика и вызывающих неполное заполнение формы.
Подготовка материалов
Для предотвращения проблем необходимо правильно подготовить материалы. Я узнал, что недостаточно высушенные материалы впитывают влагу, ухудшая текучесть и вызывая образование пузырьков.
Правильная подготовка материалов перед использованием может помочь смягчить эти проблемы: тщательная сушка пластиковых гранул перед применением предотвратит образование пузырьков водяного пара во время инъекции.
| Причина | Описание |
|---|---|
| Низкое давление впрыска | Недостаточное усилие препятствует полному заполнению формы. |
| Низкая скорость впрыска | Задержки в заполнении приводят к незавершенному заполнению участков. |
| Плохая текучесть материала | Высоковязкие пластмассы с трудом достигают всех частей пресс-формы. |
| Недостаточная вентиляция плесени | Захваченный воздух препятствует потоку материала, вызывая неполное заполнение. |
| Неправильная подготовка материалов | Влага в материалах образует пузырьки и влияет на характеристики текучести. |
Практические решения
Использование контрольного списка для настройки пресс-формы изменило для меня ситуацию; это включает в себя проверку настроек давления и тщательную подготовку материалов, что позволяет сократить количество неполных впрысков
. Внедрение контрольного списка для настройки пресс-формы, включающего настройки давления, калибровку скорости и процессы подготовки материала, может значительно сократить количество неполных впрысков.
Регулярное обучение операторов, позволяющее всем быть готовыми к решению проблем с использованием передовых методов, повышает осведомленность и возможности устранения неполадок в процессе формования.
Предварительное планирование с помощью для моделирования сэкономило мне много часов, поскольку я смог выявить потенциальные проблемы до начала производства; это проактивный подход, который действительно улучшает мой рабочий процесс.
Низкое давление впрыска приводит к неполному впрыску.Истинный
Недостаточное давление препятствует полному заполнению формы расплавленным пластиком.
Низкая текучесть материала способствует лучшему заполнению формы.ЛОЖЬ
Материалы с высокой вязкостью препятствуют растеканию, что приводит к неполному заполнению формы.
Какие изменения в конструкции могут свести к минимуму дефекты литья под давлением?
Все дизайнеры знают, насколько неприятны проблемы, возникающие при литье под давлением. Эти дефекты действительно негативно влияют на качество и эффективность продукции. Но есть и хорошие новости: умные конструктивные решения позволяют напрямую устранить эти проблемы.
Стратегические изменения в конструкции действительно помогают снизить количество дефектов при литье под давлением. Оптимизация структуры пресс-формы — один из важнейших шагов. Корректировка толщины стенок — другой. Эти корректировки могут значительно уменьшить такие проблемы, как облой, усадочные швы и линии сварки.

Оптимизация структуры пресс-формы
Помню, как впервые с дефектами в виде облоя в
| Дефект | Причина | Проектное решение |
|---|---|---|
| Вспышка | Недостаточная сила смыкания пресс-формы | Увеличьте усилие зажима, обеспечьте ровность поверхностей |
Регулировка толщины стенки
В начале моей карьеры меня озадачивал показатель усадки 12.
Улучшение материально-технического снабжения
Следы сварки № 13 меня очень расстраивали – некрасивые места, где стыкулись потоки пластика. Перепроектирование траекторий потока в пресс-форме помогло уменьшить количество препятствий, таких как стержни, что улучшило прочность и внешний вид.
Решение проблем вентиляции и влажности
Пузырьки, образующиеся из-за плохой вентиляции или влажности, были настоящим кошмаром. Решением стали улучшенные системы вентиляции, а также использование хорошо высушенных материалов для минимизации этих дефектов¹⁴ . Регулировка скорости впрыска уменьшила кавитацию и неполное заполнение, приблизив продукцию к состоянию без дефектов.
Регулярные проверки конструкции на основе отзывов производства позволяют эффективно выявлять и устранять дефекты, повышать качество продукции и ускорять производство. Изучение стратегий проектирования с использованием передовых инструментов помогает еще больше оптимизировать процессы литья под давлением.
Использование передовых программных инструментов
Современное программное обеспечение для САПР и моделирования стало настоящим откровением; оно прогнозирует потенциальные дефекты, позволяя вносить корректировки, которые приводят к улучшению потока материала и сокращению времени цикла. Использование этих программных решений этапе проектирования дает преимущество в производстве качественной продукции.
Внедрение этих изменений в конструкцию позволяет производителям повысить качество продукции, одновременно сокращая дорогостоящие дефекты в процессах литья под давлением. Консультации со специалистами по литью под давлением (16) предоставляют ценную информацию для оптимизации конструкции с целью минимизации дефектов, что гарантирует вам преимущество в конкурентной среде.
Ровные поверхности предотвращают появление дефектов в виде облоя.Истинный
Обеспечение ровности разделительных поверхностей предотвращает перелив расплавленного пластика, уменьшая количество облоя.
Неравномерное охлаждение уменьшает следы усадки.ЛОЖЬ
Неравномерное охлаждение приводит к появлению усадочных следов; равномерная толщина стенок обеспечивает равномерное охлаждение.
Заключение
В этой статье рассматриваются распространенные дефекты литья под давлением, такие как облой, усадочные швы, следы сварки, пузырьки и неполное впрыскивание, подробно описываются их причины, влияние на качество продукции и пути улучшения.
-
Узнайте, как высокое давление впрыска и конструктивные недостатки пресс-формы способствуют образованию облоя. ↩
-
Изучите методы минимизации облоя путем улучшения настроек оборудования и конструкции пресс-форм. ↩
-
Узнайте о других типичных дефектах литья под давлением и о том, как они влияют на качество продукции. ↩
-
Узнайте, как препятствия в конструкции пресс-форм влияют на поток расплава и способствуют возникновению дефектов, таких как следы сварки. ↩
-
Ознакомьтесь с рекомендациями экспертов по стратегиям проектирования пресс-форм для минимизации образования следов сварки. ↩
-
Получите представление об управлении и решении распространенных проблем, возникающих при литье под давлением, для повышения качества продукции. ↩
-
Откройте для себя инновационные методы, которые повышают качество продукции за счет уменьшения распространенных дефектов, таких как пузырьки. ↩
-
По этой ссылке объясняется, как изменение скорости впрыска может влиять на качество и однородность формованных изделий. ↩
-
Узнайте о том, как вязкость расплава пластика влияет на текучесть внутри пресс-форм, и о методах ее улучшения. ↩
-
Узнайте, как инструменты моделирования могут заблаговременно выявлять проблемы в процессе формования. ↩
-
Узнайте, как правильное зажимание пресс-формы предотвращает перелив материала, обеспечивая точность изготовления изделия. ↩
-
Поймите, как равномерная толщина стенок уменьшает количество вмятин и улучшает внешний вид изделия. ↩
-
Откройте для себя методы проектирования, которые улучшают циркуляцию материалов для повышения прочности изделий. ↩
-
Узнайте, как усовершенствованные системы вентиляции минимизируют образование пузырьков и неполное заполнение форм. ↩
-
Узнайте о функциях программного обеспечения, повышающих точность и эффективность проектирования. ↩
-
Обратитесь к экспертам, чтобы получить более глубокое понимание стратегий снижения количества дефектов. ↩






