

Вы когда-нибудь задумывались, как пластик превращается в такие повседневные предметы, как игрушки или чехлы для телефонов?
При впрыскивании пластика в пресс-форму его нагревают до расплавления, а затем под высоким давлением вдавливают в полость пресс-формы. Материал охлаждается и затвердевает, принимая форму пресс-формы, в результате чего получаются точные, прочные детали, готовые к использованию в различных областях применения.
Вначале я изучал литье пластмасс под давлением и был удивлен скрытыми деталями. Каждый этап стал важным, например, течение пластика с разной скоростью и температурой. Даже небольшие изменения в конструкции часто приводили к улучшению качества продукции. Освоение этих тонкостей действительно приносит удовлетворение.
Расплавленный пластик течет быстрее в центре основного канала.Истинный
Из-за меньшего трения расплав течет быстрее в центре.
Затворы снижают температуру плавления пластика за счет повышения вязкости.ЛОЖЬ
Затворы увеличивают сдвиговое напряжение, повышая температуру и снижая вязкость.
Как пластик попадает в форму?
Вы когда-нибудь задумывались, как пластик заливается в форму, чтобы превратиться в те гаджеты, которыми мы пользуемся? Этот процесс очень интересен!
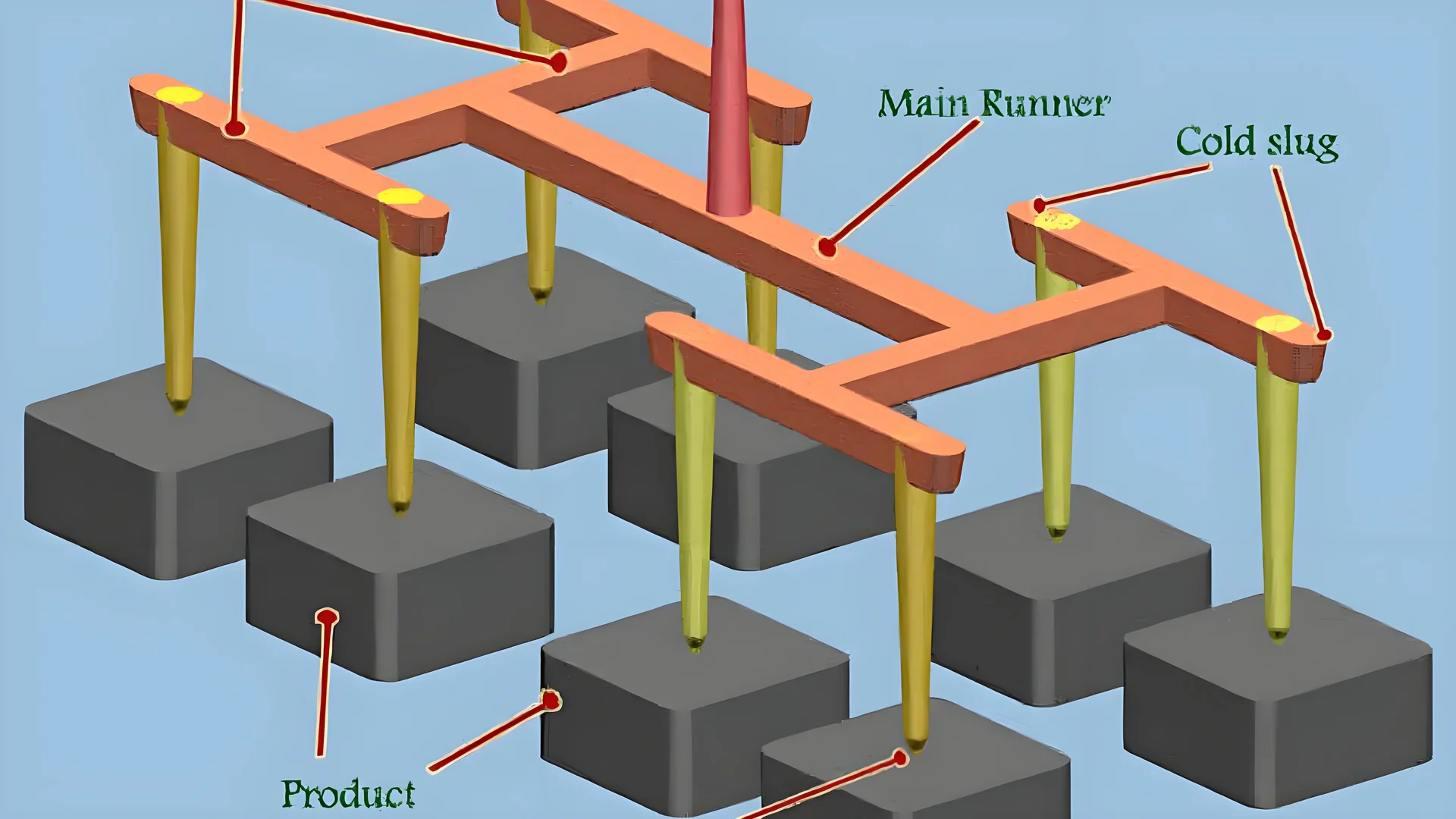
Пластик поступает в форму по множеству путей. Сначала пластик проходит через основной канал. Затем он движется по литникам и каналам. Наконец, он заполняет полость. Каждый этап важен. Каждый этап изменяет скорость потока, давление и распределение. Все это имеет решающее значение для идеального заполнения формы. Да, идеального заполнения.

Начальный этап потока на входе
Я помню свой первый день на заводе по производству пресс-форм, когда меня поразило, как пластиковые гранулы превращаются в блестящую электронику. Всё начинается с того, что пластик вдавливается в основной канал шнеком или поршнем литьевой машины. Представьте, что вы выдавливаете зубную пасту в тюбик, но с гораздо большей точностью. Давление сильное, и по мере того, как пластик проносится по коническому основному каналу, образуется градиент скорости. Это похоже на то, как автомобили движутся быстрее по средней полосе и замедляются у обочины.
Поток в беге
После первоначального потока пластик поступает в литниковую систему. Представьте себе реку, разветвляющуюся на ручьи, чтобы снабжать пластиком каждую часть формы. Я понял, насколько важна конструкция литниковой системы. Круговые литники помогают снизить потери давления, обеспечивая плавный поток. Это как идеально налить кофе, без проливаний, следуя точным законам потока для поддержания баланса.
Поток у ворот
Затвор — это то, где все становится еще важнее. Это крошечный вход, контролирующий скорость и количество пластика, поступающего в полость. Представьте себе бариста, готовящего эспрессо. По мере того, как пластик продавливается, он ускоряется под давлением, нагревается и лучше течет. Различные затворы создают разные эффекты; боковые затворы обеспечивают плавный вход, в то время как точечные затворы могут вызвать резкий разрыв.
Поток в полости
Наконец, мы добираемся до полости. Здесь начинаются сложности. Такие факторы, как форма полости и толщина стенок, влияют на поведение потока. Я видел конструкции, которые испытывали трудности из-за неравномерной толщины, как будто пытаешься аккуратно заполнить форму для льда неправильной формы. Постоянная толщина обеспечивает стабильный поток. Но если стенки различаются или имеют такие особенности, как ребра, это уже совсем другая история. Потоки могут плохо сталкиваться, оставляя следы сварки — эти раздражающие линии, которые портят как внешний вид, так и функциональность.
| Этап | Описание | Ключевые факторы |
|---|---|---|
| Вход | Вход в основной канал | Давление, осевой поток |
| Бегун | Распределяет расплав | Форма (например, круглая), размер |
| Ворота | Контроль потока ввода | дросселирование, скорость сдвига |
| Полость | Окончательная заправка | Толщина стенки, сложность |
Знание этих этапов действительно помогает мне и другим дизайнерам улучшить динамику течения пластика¹для достижения высококачественных результатов производства. Это как совершенствование танца — чем плавнее движения, тем лучше конечное исполнение.
В центре основного канала поток пластика движется быстрее.Истинный
Из-за сдвиговых напряжений расплавленный пластик течет быстрее в центре.
Точечный затвор обеспечивает плавное поступление пластика в полость.ЛОЖЬ
Точечные затворы обеспечивают поступление пластика струйным, а не плавным способом.
Как литники формируют форму при литье под давлением?
Представьте себе, что вы дирижируете сложной симфонией из жидкого пластика. Каждая деталь должна точно попасть в нужное место в отверстиях формы.
В литье под давлением литниковые каналы играют важную роль. Они направляют расплавленный пластик из литьевой машины в формовочные пространства. Конструкция этих каналов влияет на скорость движения пластика, а также на распределение давления и количество используемого материала. Эффективность здесь имеет решающее значение.
Начальная динамика потока
Представьте себе расплавленный пластик, начинающий свой путь по основному каналу, продвигаемый шнеком или поршнем литьевой машины. Это похоже на наблюдение за рекой, где вода быстро течет в центре, а по бокам – медленнее. Эта начальная картина течения определяет, насколько равномерно материал распределяется по системе .литников²Этот этап очень важен для обеспечения однородности.
Роль дизайна беговой дорожки
На мой взгляд, направляющие — это важные пути, которые помогают каждой секции формы получать одинаковое количество расплавленного пластика. Представьте их как разные маршруты на туристической тропе — круговые, трапециевидные или U-образные. Каждая форма направляет поток по-своему. Круговые направляющие напоминают ровные, легкие тропы с низким перепадом давления и плавным движением на всем протяжении.
| Форма бегуна | Характеристики |
|---|---|
| Круговой | Равномерный поток, низкие потери давления |
| Трапецеидальный | Зависит от конструкции пресс-формы |
| U-образная форма | Специальные области применения уникальных пресс-форм |
Влияние на материальные потоки
Вот малоизвестный факт: понимание закона Пуазейля — это как обладание особым доступом к секретам гидродинамики. Подобно жидкости в трубе, расплавленный пластик ускоряется в центре литника и замедляется у стенок. Именно на эту закономерность полагаются конструкторы при планировании тех скоростей потока³, которые действительно выделяют производство на рынке.
Соединение с полостью плесени
Литники соединяются с затворами – небольшими элементами, контролирующими заполнение каждой полости расплавленным пластиком. Боковые затворы обеспечивают медленный подход, в то время как точечные затворы действуют как быстрые входы. Знание этих различий имеет ключевое значение, особенно при проектировании сложных компонентов с плавными переходами⁴.более
Практические соображения
Выбор подходящей конструкции литниковой системы подобен сборке пазла. Он требует баланса между скоростью и эффективностью, при этом необходимо учитывать ограничения конструкции. Умение сделать правильный выбор не только улучшает пресс-формы, но и повышает их производительность и экономит средства при массовом производстве. Эти знания помогают конструкторам оптимизировать пресс-формыкак по стоимости, так и по производительности.
Основной канал обычно имеет коническую форму.Истинный
Большинство основных каналов имеют коническую форму, что способствует осевому потоку расплавленного пластика.
Точечный литник обеспечивает плавное поступление расплава в полость.ЛОЖЬ
Точечные литники обеспечивают струйное проникновение расплава, а не плавный поток.
Как затвор влияет на течение пластика?
Иногда именно небольшой затвор решает, удастся ли пластиковой детали или нет.
Литниковый канал контролирует скорость и количество расплавленного пластика, поступающего в полость формы. Это влияет на скорость сдвига, температуру и качество формованного изделия. Для обеспечения хорошего потока пластика конструкторам необходимо усовершенствовать конструкцию литникового канала.

Начало потока у ворот
Когда я изучал литье под давлением, это было похоже на большой оркестр. Пластик поступает через основной канал, проталкиваемый шнеком или поршнем. Он задает тон. сдвигаСилы действуют как настройка инструмента и определяют, как движется расплав.
Поток в беге
В литниковом канале расплав ведет себя подобно реке, разветвляющейся на потоки. Каждая форма — круглая, трапециевидная или U-образная — по-своему изменяет поток. Однажды я работал над проектом по изменению формы литникового канала с U-образной на круглую. Это действительно снизило потери давления, как переход с гравийной дороги на ровную во время велосипедной поездки.
| Форма бегуна | Характеристики потока | Потеря давления |
|---|---|---|
| Круговой | Равномерный поток | Минимальный |
| Трапецеидальный | Умеренный поток | Умеренный |
| U-образная форма | Неравномерный поток | Высокий |
Поток у ворот
Затвор волшебный. Его задача — контролировать скорость поступления расплавленного материала, подобно дирижеру, управляющему музыкой. Разные затворы по-разному влияют на поток; точечные затворы7 обеспечивают быстрый и впечатляющий вход, в то время как боковые затворы обеспечивают более спокойный поток.
Поток в полости
Полость напоминает лабиринт. Равномерная толщина стенок обеспечивает плавный поток и хорошее заполнение всех частей. Но ребра или подрезы создают неровный путь.
| Полость | Влияние на поток |
|---|---|
| Однородные стены | Стабильный ламинарный |
| Ребрышки/Подрезка | Измененные пути |
Понимание этого было ключевым моментом при работе со следами сварки — этими некрасивыми линиями, где струи металла неловко сходятся.
Размышляя об этом, я вижу, что каждый этап производственного процесса улучшает качество продукции. Речь идет о создании решений и совершенствовании методов производства для повышения эффективности и улучшения внешнего вида.
В центре основного канала поток пластика движется быстрее.Истинный
В центре основного русла наблюдается меньшее сдвиговое напряжение, что обеспечивает более быстрый поток.
Точечные затворы обеспечивают плавное проникновение в полость.ЛОЖЬ
Точечные литники обеспечивают поступление расплава в полость струйным, а не плавным потоком.
Что происходит внутри полости во время формования?
Интересуетесь, что происходит внутри формовочной полости? Это небольшое путешествие для пластика. Сырье меняет форму, чтобы превратиться в обычные изделия.
В процессе формования горячий пластик заполняет пустое пространство. Форма полости, толщина стенок и скорость охлаждения — все это влияет на этот поток. Эти факторы определяют форму и качество готового изделия. Могут возникнуть проблемы, такие как швы на поверхности или участки, заполняющиеся с разной скоростью. Эти проблемы требуют пристального внимания. Очень пристального.

Начальная динамика потока
Изучая литье под давлением, меня поразило начало процесса. Представьте себе, что пластик поступает по основному пути, движимый шнеком литьевой машины. На этом этапе расплав быстро движется под высоким давлением. Канал, имеющий форму конуса, создает разную скорость – у краев поток замедляется, а в центре ускоряется. Это похоже на реку, стремительно текущую по узкому ущелью! Понимание этого потокаимеет решающее значение, поскольку он задает тон последующим этапам.
Поток в беге
Путешествие переходит в движение лопастей, напоминая мне сложную систему дорог. Круглые или U-образные, эти пути важны для равномерного распределения расплава по каждой полости. Законы гидродинамики управляют этим плавным потоком, при этом центр движется быстрее, чем края. Представьте себе пробки в час пик в оживленном городе; это очень похоже.
-
Эффекты формы бегунка:
Форма Характеристики потока Круговой Равномерное распределение, низкие потери давления Трапецеидальный Варьируется в зависимости от размера и шероховатости
Динамика потока через затвор
Далее следует затвор – небольшой проход с большими задачами. Он контролирует скорость поступления расплава в полость. Разные затворы вызывают разные типы потока; боковые затворы обеспечивают плавный вход, в то время как точечные затворы могут создавать резкую струю. Этот этап имеет решающее значение; это как регулировка насадки садового шланга для идеального распыления – очень тщательная регулировка.
Внутри полости
Наконец, пластик достигает полости, где происходят захватывающие процессы. По мере движения расплава он обменивается теплом со стенками полости, охлаждаясь и загустевая. Если вы когда-либо пекли торт, вы знаете, насколько важен равномерный нагрев, чтобы избежать трещин — здесь то же самое.
- Форма и толщина полостей: равномерная толщина стенок способствует плавному потоку; различия могут вызывать нарушения.
-
Теплообмен: происходит по мере охлаждения и увеличения вязкости.
Фактор Влияние Толщина стенки Влияет на стабильность потока и скорость охлаждения Усиление и подрезы Вызывает перенаправление и слияние потоков
Эти мелкие детали могут привести к проблемам, таким как следы сварки, если струи металла сливаются неправильно — подобно тому, как швы на одежде не идеально совпадают. Понимание этих закономерностей значительно улучшило мои навыки проектирования и качество продукции. Каждая новая форма — это как решение новой головоломки! Изучение решений проблемы следов сварки (пункт9) еще больше улучшает качество отделки и прочность изделия.
Расплавленный пластик течет быстрее в центре основного канала.Истинный
Центральная часть основного канала имеет меньшее сопротивление сдвигу, что обеспечивает более быстрый поток.
Все типы литниковых каналов обеспечивают плавное поступление расплава в полость.ЛОЖЬ
Точечные затворы вызывают струйное течение, тогда как боковые затворы обеспечивают более плавный поток в полости.
Как дизайнеры могут оптимизировать процесс литья под давлением?
Вы когда-нибудь испытывали стресс, стремясь к созданию безупречной пластиковой детали? Дизайнеры, вероятно, знают, что каждое решение меняет процесс литья под давлением. Вот моя история о том, как я отточил это умение.
Я специализируюсь на проектировании эффективных пресс-форм для оптимизации процесса литья под давлением. Выбор правильных материалов имеет огромное значение. Корректировка параметров процесса, таких как температура и давление, действительно помогает. Это снижает количество отходов и улучшает качество продукции.

Понимание динамики потоков
Я помню, как впервые увидел, как пластик плавится в форме – это напоминало крошечную речку, формирующуюся в процессе плавления. Начало имеет решающее значение: пластик движется по основному каналу, направляемый шнеком литьевой машины. Удивительно, как расплав движется быстрее в центре и замедляется у краев. Для уменьшения отходов и более плавных переходов действительно необходима хорошая текучесть. Оптимизация этого этапа обеспечивает более плавные переходы с распределением скорости10 за счет сдвига.
Разработка эффективных беговых дорожек
Разработка конструкции направляющей была для меня сродни решению головоломки. Я всегда выбирал круглую форму направляющей, потому что она обеспечивает стабильный поток и уменьшает потери давления, поддерживая ламинарный поток и гарантируя равномерное распределение. Это напоминало мне плавные повороты на шоссе, позволяющие скользить, не теряя скорости. динамике потока в направляющих11) Для более глубокого понимания
Конструкция затвора для оптимального потока
Выбор подходящего затвора был сродни поиску оптимального маршрута на извилистой дороге. Разные затворы регулируют скорость и плавность поступления расплава в полость.
| Тип ворот | Характеристики потока |
|---|---|
| Сторона | Мягкое, постепенное проникновение |
| Точка | Быстрый, реактивный вход |
Например, при промежуточный пункт12-й ощущается как нажатие на педаль газа, в то время как проезд через боковой пункт обеспечивает более спокойную езду.
Управление сложностью кариеса
В полости все становится очень интересным и сложным. Я видел, что даже небольшие изменения толщины стенки могут изменить поток, подобно тому, как погода влияет на скорость движения. Равномерная толщина имеет решающее значение, поскольку она позволяет избежать этих досадных сварочных швов, которые портят даже отличный продукт. Устранение потенциальных швовсварочных на этапе проектирования может повысить качество конечного продукта.
Выбор материалов и параметры процесса
Выбор материалов подобен выбору правильных ингредиентов для блюда – каждый из них влияет на конечный результат. Регулировка температуры и давления похожа на настройку параметров духовки для идеального запекания. Я всегда возвращаюсь к критерию выбора материалов (пункт 14) , чтобы оставаться сосредоточенным.
Улучшение процесса литья под давлением предполагает рассмотрение каждого этапа – от выбора материалов до изменения параметров процесса¹⁵.Понимание этой сложности, вероятно, не только повысило мою эффективность, но и улучшило как производительность, так и качество продукции.
Расплавленный пластик течет быстрее в центре основного канала.Истинный
В центре расплав течет быстрее из-за более высокого давления и сдвиговых напряжений.
Круглые направляющие приводят к большим потерям давления, чем направляющие других форм.ЛОЖЬ
Круглые литники имеют меньшие потери давления и равномерно распределяют расплав.
Заключение
Процесс литья пластмасс под давлением включает в себя впрыскивание расплавленного пластика в пресс-форму на различных этапах, включая основной канал, литник, затвор и полость, обеспечивая точность и качество производства.
-
Предоставляет исчерпывающую информацию о динамике потоков, способствуя улучшению проектирования и производственных стратегий. ↩
-
Понимание динамики начального течения жидкости может помочь повысить эффективность формования за счет уменьшения количества дефектов. ↩
-
Изучение различных форм направляющих помогает оптимизировать скорость потока и сократить потери. ↩
-
Сравнение типов затворов может помочь в выборе подходящего затвора для требуемого расхода. ↩
-
Оптимизация конструкции пресс-формы может значительно сократить производственные затраты и время. ↩
-
Узнайте, как силы сдвига влияют на поведение расплава в процессе литья под давлением, воздействуя на динамику потока и качество продукции. ↩
-
Узнайте, как точечные литниковые каналы способствуют струйному потоку в полостях и как они влияют на эстетику формованных деталей. ↩
-
Узнайте, как распределение скорости влияет на динамику потока при литье, закладывая основу для получения высококачественной конечной продукции. ↩
-
Найдите стратегии для уменьшения следов сварки, улучшения эстетики изделия и повышения его структурной целостности. ↩
-
Перейдите по этой ссылке, чтобы понять, как распределение скорости влияет на заполнение пресс-формы и качество деталей. ↩
-
Узнайте о конструкциях рабочих органов, повышающих эффективность потока и снижающих энергопотребление. ↩
-
Узнайте, как конструкция точечного литника влияет на скорость потока расплава и пригодность для применения. ↩
-
Найдите стратегии для уменьшения следов сварки с целью улучшения качества поверхности и структурной целостности. ↩
-
Понимание ключевых факторов при выборе материалов для повышения производительности и долговечности. ↩
-
Получите представление о том, как регулировать температуру и давление для снижения количества дефектов и отходов. ↩






