

Вы когда-нибудь задумывались, почему в процессе литья под давлением постоянно появляются эти надоедливые «холодные сгустки»?
Образование холодных пробок при литье под давлением происходит из-за неравномерности температуры материала, неудачной конструкции сопла или неправильного охлаждения пресс-формы, что приводит к затвердению материала и влияет на качество продукции.
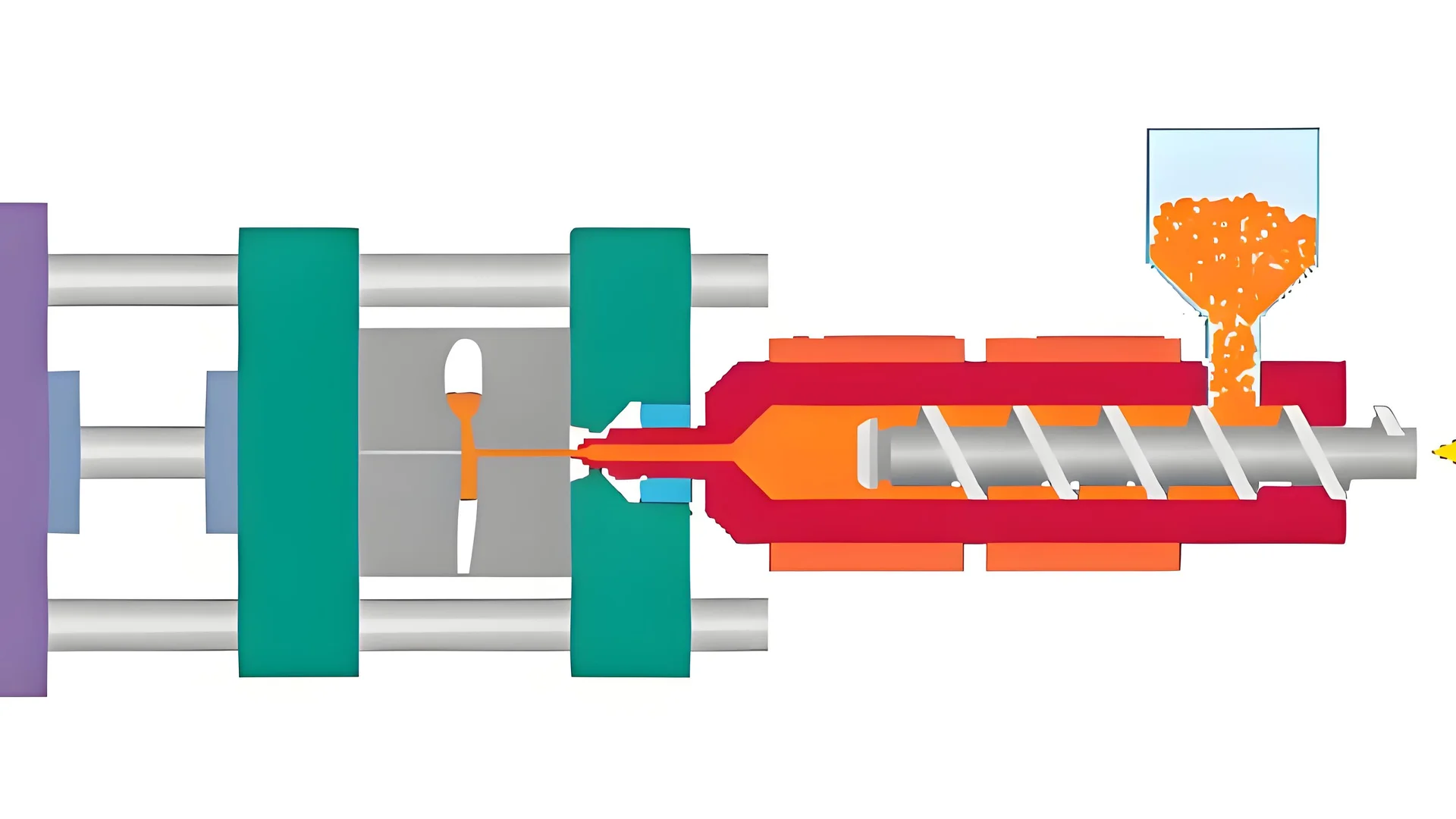
Я помню свои первые дни в индустрии литья под давлением, когда, глядя на бракованную партию, недоумевал, что же пошло не так. На бумаге устранение дефектов кажется простым делом, но на практике это сложная сеть факторов. Давайте вместе разберемся в сложных причинах, эффективных профилактических стратегиях и ценных советах по улучшению процесса литья под давлением.
Образование холодных пробок происходит из-за несовершенства конструкции форсунки.Истинный
Неправильная конструкция форсунки может привести к неравномерному потоку материала, вызывая образование холодных пробок.
Холодная формовка улучшает качество формованных изделий.ЛОЖЬ
Холодная штамповка приводит к дефектам, ухудшающим качество формованных изделий.
- 1. Как температура материала влияет на образование холодных пробок?
- 2. Почему конструкция сопла имеет решающее значение для предотвращения появления холодных слизней?
- 3. Как системы охлаждения пресс-форм влияют на проблемы, связанные с образованием холодных комков?
- 4. Как параметры процесса влияют на развитие холодных сгустков?
- 5. Какие материалы могут снизить вероятность появления холодных слизней?
- 6. Как эффективно бороться с «холодными слизнями» на производстве?
- 7. Заключение
Как температура материала влияет на образование холодных пробок?
Вы когда-нибудь задумывались, как такая мелочь, как температура материала, может решить судьбу вашего проекта по литью? Это может показаться пустяком, но именно она играет незаметную роль в создании безупречных пластиковых деталей.
Температура материала имеет решающее значение в литье под давлением, влияя на вязкость и текучесть расплавленного пластика. Более низкие температуры повышают вязкость, вызывая неполное заполнение формы и образование холодных комков, в то время как оптимальные температуры улучшают текучесть и минимизируют дефекты.

Понимание процесса образования холодных слизней
Представьте себе: вы тщательно разработали изделие, потратили бесчисленные часы на совершенствование каждой детали, и вдруг — бац! — вы сталкиваетесь с затвердевшими частицами, которые портят ваш шедевр. Затвердевшие частицы — это те самые надоедливые застывшие кусочки, которые проникают в область сопла, создавая дефекты и портя вам весь день. Они не просто портят внешний вид; они могут привести к серьезным проблемам в полости пресс-формы, влияя на общее качество вашего изделия.
Роль температуры материала
Давайте разберемся подробнее. Знаете, как при готовке правильная температура может как улучшить, так и испортить блюдо? Здесь все аналогично. Температура материала играет ключевую роль в литье под давлением, определяя вязкость пластика¹ . При слишком низкой температуре вязкость резко возрастает, делая пластик густым и вялым — как попытка залить патоку в холодный день. Это приводит к неполному заполнению сложных деталей пресс-формы, неизбежно вызывая образование холодной массы. С другой стороны, если температура слишком высокая, это приводит к деградации материала.
| Диапазон температур | Эффект вязкости |
|---|---|
| Низкий | Высокий (более плотный поток) |
| Оптимальный | Сбалансированный |
| Высокий | Низкий (более жидкий поток) |
Снижение образования холодных сгустков
Итак, в чем же решение? Все дело в достижении идеального баланса. Поддержание оптимального температурного диапазона имеет решающее значение для предотвращения образования холодных пробок. Я часто использую системы контроля температуры² для обеспечения стабильности на протяжении всего процесса. Это не только снижает количество дефектов, но и укрепляет структурную целостность наших формованных изделий.
Практические рекомендации для дизайнеров
Для тех, кто, как и я, живет и дышит дизайном, такие инструменты, как программное обеспечение для моделирования, меняют правила игры. Эти инструменты позволяют нам предвидеть, как изменения температуры влияют на образование заусенцев еще до начала производства, экономя время и ценные ресурсы.
Кроме того, крайне важно понимать, как ведут себя различные материалы с разными тепловыми свойствами в определенных условиях. Выбор пластмасс, менее склонных к образованию холодных сгустков, может существенно помочь в поддержании качества.
Снижение температуры материала приводит к увеличению вязкости пластичной массы.Истинный
Низкие температуры приводят к загустению пластика, увеличивая его сопротивление течению.
Высокая температура материала предотвращает образование холодных пробок.ЛОЖЬ
Чрезмерный нагрев может ухудшить свойства материала, но не обязательно предотвратит образование слизней.
Почему конструкция сопла имеет решающее значение для предотвращения появления холодных слизней?
Вы когда-нибудь задумывались, как крошечный кусочек пластика может нарушить всю вашу конструкцию? Давайте разберемся, как конструкция сопла может кардинально изменить ситуацию в литье под давлением.
Конструкция сопла играет ключевую роль в предотвращении образования холодных пробок за счет поддержания постоянной температуры и потока во время литья под давлением, что снижает количество дефектов и повышает качество деталей.

Понимание холодных слизней
Я помню, как впервые столкнулся с затвердевшими частицами пластика; это было похоже на находку недостающего кусочка пазла в идеальной мозаике моего процесса проектирования. Эти затвердевшие кусочки пластика образуются, когда материал слишком рано охлаждается и затвердевает в сопле. Они не только создают дефекты, но и могут ухудшить качество конечного продукта. Вот почему конструкция сопла — это не просто техническая деталь, а критически важный элемент, регулирующий как поток, так и температуру пластика.
Основные особенности конструкции сопла
Секрет эффективной работы насадки заключается в поддержании равномерного нагрева и обеспечении плавного потока. Представьте, что вы пытаетесь полить блины сиропом, а он замерзает на полпути — именно это происходит, когда в насадке образуется холодный участок. Нагреваемый наконечник насадки или обтекаемая внутренняя структура могут предотвратить такие холодные участки, обеспечивая правильный поток пластика и минимизируя риск образования застойных зон.
Типы форсунок и их влияние
Выбор подходящего типа насадки подобен выбору идеального инструмента для проекта «сделай сам» — у каждого есть свои преимущества:
| Тип сопла | Преимущества |
|---|---|
| Открытое сопло | Простота и лёгкость в обслуживании |
| Запорное сопло | Обеспечивает точный контроль потока материалов |
| Сопло горячего канала | Поддерживает постоянную температуру |
Каждый тип изготавливается с учетом различных потребностей, будь то сложность конструкции пресс-формы или свойства используемого материала.
Факторы, влияющие на производительность сопла
По моему опыту, правильная настройка характеристик сопла подобна созданию симфонии, где каждый инструмент должен сыграть свою партию. Речь идёт не только о дизайне, но и о том, насколько хорошо он интегрирован со всей системой. Вот несколько важных моментов, которые следует учесть:
- Совместимость материалов: Подобно тому, как некоторым людям необходимы гипоаллергенные продукты, для некоторых видов пластика требуются специальные материалы для изготовления сопел, чтобы избежать их разрушения.
- Контроль температуры: Представьте, что вы пытаетесь выпекать без термометра для духовки — точный контроль температуры крайне важен для предотвращения образования холодных зон.
- Скорость потока: Скорость впрыска имеет ключевое значение; представьте это как вождение автомобиля — слишком быстро или слишком медленно, и вы можете попасть в беду.
Сбалансированное сочетание этих факторов гарантирует, что ваш процесс литья под давлением будет соответствовать всем необходимым требованиям.
Изучение реальных практических применений
В одном из проектов, над которым я работал, переход на систему горячеканальных сопел имел решающее значение. Мы производили автомобильные детали, и, обеспечив более стабильную температуру, значительно сократили количество дефектов. В этом примере №4 показано, как продуманные изменения в конструкции сопел могут привести к существенному повышению качества продукции.
Изучая различные конструкции сопел и понимая их влияние на предотвращение образования холодных пробок, я обнаружил, что можно достичь не просто хороших, а выдающихся результатов в производстве, особенно в высокоточных отраслях.
Нагреваемые наконечники форсунок эффективно предотвращают образование холодных струй.Истинный
Нагреваемые наконечники форсунок поддерживают постоянную температуру, предотвращая затвердевание.
Открытые форсунки лучше всего подходят для регулирования потока материала.ЛОЖЬ
Запорные форсунки лучше подходят для точного регулирования потока материала.
Как системы охлаждения пресс-форм влияют на проблемы, связанные с образованием холодных комков?
Вы когда-нибудь задумывались, может ли система охлаждения вашей формы быть тем самым незаметным виновником или виновником проблем с образованием «холодных сгустков»?
Да, системы охлаждения пресс-форм могут существенно повлиять на проблемы, связанные с образованием холодных застываний, поддерживая оптимальный температурный контроль. Правильное охлаждение помогает предотвратить образование холодных застываний, которые возникают, когда расплавленный пластик преждевременно затвердевает.
Изучение холодных слизней и процесса их образования
Помню, как впервые столкнулся с проблемой образования «холодных сгустков» в своей конструкции пресс-формы. Это было очень неприятно. Такие дефекты образуются, когда расплавленный пластик затвердевает слишком рано в процессе литья под давлением, часто из-за неравномерного или быстрого охлаждения. Я узнал об этом на собственном горьком опыте, когда устранял неполадки в партии неисправных компонентов.
Как работают системы охлаждения пресс-форм
Системы охлаждения пресс-форм похожи на термостат в вашем доме, циркулирующий хладагент по каналам для регулирования температуры. Это помогает поддерживать оптимальное распределение температуры⁵ что крайне важно для уменьшения образования холодных сгустков. Я осознал важность этого, когда мы модернизировали нашу систему и увидел заметное улучшение.
Факторы, влияющие на эффективность охлаждения
- Конструкция каналов охлаждения: Представьте, что вы пытаетесь охладить пирог, только что вынутый из духовки — эффективная конструкция каналов работает аналогично, обеспечивая равномерное охлаждение.
- Тип охлаждающей жидкости: выбор воды или масла в качестве охлаждающей жидкости влияет на скорость передачи тепла. Это как выбирать между вентилятором и кондиционером в жаркий день.
- Расход воды: Подобно увеличению напора воды в душе для более быстрого ополаскивания, более высокий расход воды повышает эффективность охлаждения, предотвращая неравномерное охлаждение⁶ .
| Аспект системы охлаждения | Влияние на холодных слизней |
|---|---|
| Схема расположения каналов | Равномерность охлаждения |
| Температура охлаждающей жидкости | Скорость отвода тепла |
| Проводимость материала | Эффективность распределения тепла |
Влияние охлаждения на холодных слизней
Хорошо спроектированная система охлаждения — это шеф-повар, следящий за тем, чтобы каждый ингредиент вашего блюда был приготовлен идеально. Она минимизирует образование холодных сгустков, поддерживая постоянную температуру формы, предотвращая преждевременное затвердевание и обеспечивая более гладкие поверхности и более прочные конструкции.
Сосредоточившись на этих факторах, такие дизайнеры, как я, могут оптимизировать конструкцию пресс-форм и значительно сократить количество дефектов, таких как заусенцы при холодной прокатке, тем самым повышая качество продукции.
Инновационные методы охлаждения
Меня поразили новые технологии, такие как конформное охлаждение, позволяющее создавать каналы, адаптирующиеся к сложным формам пресс-форм. Это нововведение повышает теплоотвод 7 и эффективность охлаждения, предлагая перспективные решения для постоянных проблем, связанных с образованием холодных сгустков.
Постоянное отслеживание этих достижений имеет решающее значение для улучшения производственных процессов и результатов. Регулярный анализ технических ресурсов и эксперименты могут привести к оптимальным решениям 8 для поддержания качества продукции при литье под давлением.
Неравномерное охлаждение приводит к образованию холодных сгустков.Истинный
Неравномерное охлаждение приводит к преждевременному затвердению пластика и образованию холодных комков.
Более высокая скорость потока охлаждающей жидкости снижает риск образования холодных заторов.Истинный
Более высокие скорости потока повышают эффективность охлаждения, уменьшая неравномерное распределение температуры.
Как параметры процесса влияют на развитие холодных сгустков?
Вы когда-нибудь задумывались, почему некоторые формованные детали получаются неудачными? Зачастую дело в этих надоедливых холодных заготовках и в магии параметров процесса.
Регулировка температуры расплава, скорости впрыска и времени охлаждения при литье под давлением может уменьшить дефекты, связанные с образованием холодных пробок, и повысить качество продукции.

Знаете, когда я только начинал работать с литьевыми формами, всё казалось мне головоломкой. Помню, как с холодными заготовками возникали проблемы, похожие на попытку собрать кубик Рубика с завязанными глазами. Но со временем я понял, что ключ к успеху заключается в понимании и контроле параметров процесса. Дело не только в установке цифр; дело в ощущении ритма процесса.
Роль температуры плавления
Представьте, что вы печете торт, и температура в духовке постоянно колеблется. Торт будет испорчен, не так ли? То же самое относится и к температуре плавления при формовании. Если она слишком низкая, материал просто застывает, отказываясь течь должным образом, что приводит к незаполненным полостям и нежелательным холодным сгусткам. С другой стороны, если температура слишком высокая, есть риск, что материал сгорит. Оптимальная температура — это то, где происходит волшебство: поддержание полимера на идеальной вязкости.
Для достижения оптимальных результатов необходимо тщательно контролировать температуру плавления 9. Поддержание ее в пределах рекомендуемых диапазонов гарантирует сохранение полимером идеальной вязкости для надлежащего наполнения.
Учет скорости впрыска
Представьте скорость впрыска как управление автомобилем. Слишком медленная езда может привести к тому, что вы не доберетесь до места назначения вовремя (в данном случае, к правильному заполнению формы). Но слишком резкое нажатие на педаль газа может привести к заносу и дефектам, таким как облой или следы пригорания.
Балансировка скорости впрыска имеет решающее значение. Обратитесь к рекомендациям по оптимальной скорости 10 для конкретных материалов, чтобы найти оптимальный режим, при котором скорость потока соответствует требованиям к качеству.
Регулировка времени охлаждения
Это немного похоже на ожидание, пока кофе остынет, прежде чем сделать глоток. Если поторопиться, можно обжечься или почувствовать себя замороженным, потому что напиток еще недостаточно застыл. Но если подождать слишком долго, то просто потратишь время впустую.
Используйте калькулятор времени охлаждения 11 , чтобы определить точную продолжительность процесса в зависимости от свойств формы и материала.
Простая таблица параметров
| Параметр | Влияние на холодных слизней |
|---|---|
| Температура плавления | Низкие температуры: повышение |
| Высокие температуры: деградация | |
| Скорость впрыска | Слишком быстро: дефекты |
| Сбалансированный: уменьшает | |
| Время охлаждения | Слишком короткий срок: увеличивается |
| Оптимальный: баланс |
Понимание этих нюансов стало для меня поворотным моментом в карьере. Тщательный учет этих нюансов может превратить процесс литья под давлением из сложного в безупречный. Это как найти недостающий кусочек пазла, который идеально дополняет общую картину. Эти знания не только улучшают результаты производства, но и значительно сокращают количество отходов материалов.
Высокая скорость впрыска снижает образование холодных пробок.Истинный
Высокие скорости обеспечивают быстрое заполнение формы, снижая риск образования «холодных сгустков».
Чрезмерное время охлаждения увеличивает количество дефектов, возникающих из-за образования холодных пробок.ЛОЖЬ
Чрезмерное охлаждение продлевает циклы, но не увеличивает количество холодных вспышек.
Какие материалы могут снизить вероятность появления холодных слизней?
Вы когда-нибудь испытывали разочарование, когда идеальный дизайн портили холодные заготовки при литье под давлением? Я точно испытывал. Давайте разберемся, как правильный выбор материалов может кардинально изменить качество и эффективность.
Использование высокотекучих материалов, таких как поликарбонат, и добавок для снижения вязкости минимизирует образование холодных пробок при литье под давлением, улучшая качество продукции и эффективность.

Понимание холодных слизней
Я до сих пор помню, как впервые столкнулся с «холодными застываниями» в своих проектах — этими надоедливыми затвердевшими остатками пластика, портящими в остальном безупречную форму. «Холодные застывания» образуются в литниковой системе во время литья под давлением, когда пластик слишком быстро остывает. Характеристики текучести материала имеют решающее значение для определения того, проявятся ли эти дефекты.
Материалы с высокой текучестью
По моему опыту, выбор материалов с высокой текучестью, таких как поликарбонат или определенные марки полипропилена, может оказаться настоящим спасением. Эти материалы позволяют пластику плавно заполнять все уголки формы до затвердевания. Вот таблица, в которой представлены некоторые эффективные варианты материалов с высокой текучестью, которые я обнаружил:
| Материал | Скорость потока | Приложение |
|---|---|---|
| Поликарбонат | Высокий | Электроника |
| Полипропилен | Умеренный | Упаковка |
Выбор материала с высокой текучестью — это как иметь верного помощника, который гарантирует, что расплавленный пластик заполнит даже самые сложные формы, не оставляя заторов.
Использование добавок
За эти годы я обнаружил, что добавки, особенно пластификаторы, могут стать настоящими героями в борьбе с проблемой «застывания при низких температурах». Они снижают вязкость пластмасс, делая их текучесть более плавной. Это особенно полезно для форм со сложной конструкцией или длинными путями потока. Например, добавление пластификаторов к ПВХ повышает его текучесть, уменьшая эти досадные проблемы с «застыванием при низких температурах».
Методы оптимизации материалов
Но дело не только в материалах; не менее важна и правильная настройка условий формования . Регулируя параметры температуры и давления в соответствии с конкретными материалами, мне удалось еще больше уменьшить образование холодных комков. Например, повышение температуры формы для некоторых полимеров помогло мне добиться лучшей текучести и снизить скорость затвердевания.
Изучение инновационных материальных решений
Меня особенно воодушевляет потенциал новых материалов, таких как биоразлагаемые пластмассы. Они не только соответствуют целям устойчивого развития, но и могут обладать уникальными свойствами текучести, которые предотвращают образование сгустков. Хотя исследования продолжаются, предварительные результаты многообещающи как с точки зрения эксплуатационных характеристик, так и с точки зрения воздействия на окружающую среду.
Если вы хотите узнать, как выбор материалов может повысить эффективность вашего производства¹⁵ , беседа с материаловедом может дать вам ценные рекомендации. Он поможет согласовать ваши проектные требования с производственными целями, открывая путь к более эффективным производственным процессам.
Материалы с высокой текучестью снижают образование холодных пробок.Истинный
Материалы с высокой скоростью потока достигают всех частей пресс-формы до затвердевания.
Добавки повышают вязкость пластмасс.ЛОЖЬ
Добавки, такие как пластификаторы, снижают вязкость, способствуя более плавному течению.
Как эффективно бороться с «холодными слизнями» на производстве?
Холодные слизни в процессе литья под давлением могут быть такими же надоедливыми, как тот самый комар, который никак не перестает жужжать у вас над ухом летней ночью.
Для решения проблемы образования холодных заторов в процессе производства необходимо оптимизировать контроль температуры, регулировать скорость впрыска, обеспечивать точность конструкции пресс-форм и проводить регулярное техническое обслуживание.
Понимание холодных слизней
Позвольте мне описать ситуацию: вы находитесь в разгаре производственного процесса, и всё, кажется, идёт гладко. И вдруг, откуда ни возьмись, появляются эти ужасные «холодные застывания», оставляя за собой дефекты. Это как планировать идеальное путешествие на машине, а на каждом шагу попадаешь в пробки. Холодные застывания возникают, когда остывший пластик проникает в полость пресс-формы, вызывая эти досадные пустоты и дефекты, которые портят как эстетические , так и функциональные аспекты вашего продукта.
Регулировка температуры
Контроль температуры пресс-форм и бочек
Тут меня осенило: поддержание постоянной температуры — это не обсуждается. Раньше я думал, что смогу справиться наобум, но на собственном горьком опыте убедился, что даже незначительные колебания могут привести к ухудшению качества. Теперь я использую передовые системы мониторинга температуры для поддержания стабильного состояния.
Таблица: Руководство по настройке температуры
| Компонент | Оптимальный температурный диапазон |
|---|---|
| Форма | 20°C – 60°C |
| Бочка | 180°C – 240°C |
Регулировка скорости впрыска
Я обнаружил, что увеличение скорости впрыскивания может кардинально изменить ситуацию. Представьте, как сложно сохранить горячий кофе теплым, стоя на улице в холод — более быстрое впрыскивание помогает поддерживать нужную температуру.
Вопросы проектирования пресс-форм
Включение холодных скважин
Представьте себе: холодильные камеры похожи на маленьких вышибал в клубе, ловящих нежелательных посетителей, прежде чем они сорвутся с вечеринки. Продуманная конструкция может предотвратить порчу вашей продукции этими незваными гостями.
Таблица: Эффективность холодных скважин
| Особенности формы | Влияние на качество |
|---|---|
| Холодные колодцы | Значительный |
| Нет холодных колодцев | Минимальный |
Регулярное техническое обслуживание и осмотр
Помните, как я думал, что пропускать плановое техническое обслуживание — это пустяк? Да, я поплатился за эту ошибку. Регулярные проверки — это как поход к стоматологу: больно, если откладывать их слишком долго. Регулярные осмотры позволяют выявить износ до того, как он перерастет в более серьезные проблемы.
Заключение (не добавляйте сюда)
Методом проб и ошибок я понял, что для освоения этих стратегий недостаточно простого понимания оборудования — необходимо досконально знать материалы и процессы. Уделяя особое внимание контролю температуры, проектированию пресс-форм и техническому обслуживанию, я воочию убедился, как можно значительно повысить качество продукции.
Холодные сгустки могут вызывать дефекты поверхности пластиковых деталей.Истинный
Образование «холодных сгустков» происходит, когда охлажденный пластик попадает в форму, вызывая дефекты.
Регулировка скорости впрыска не влияет на работу холодных поршней.ЛОЖЬ
Более высокая скорость впрыска помогает поддерживать температуру пластика, уменьшая образование холодных комков.
Заключение
При литье под давлением образуются холодные пробки из-за неравномерности температуры, неудачной конструкции сопла и проблем с охлаждением пресс-формы. Эффективные стратегии включают оптимизацию температуры, регулировку скорости и техническое обслуживание оборудования.
-
Понимание того, как вязкость влияет на дефекты, может помочь оптимизировать конструкцию пресс-формы и выбор материала. ↩
-
Системы контроля температуры повышают качество продукции за счет поддержания постоянной температуры. ↩
-
Программное обеспечение для моделирования помогает предвидеть потенциальные проблемы и позволяет вносить корректировки на этапе подготовки к производству. ↩
-
Ознакомьтесь с реальными примерами, когда системы горячего литья повысили эффективность производства и сократили количество дефектов. ↩
-
Узнайте, как распределение температуры влияет на эффективность охлаждения и качество формованных изделий. ↩
-
Узнайте о последствиях неравномерного охлаждения формованных деталей и о том, как их устранить. ↩
-
Изучите последние инновации, улучшающие теплоотвод в конструкциях пресс-форм. ↩
-
Узнайте об эффективных стратегиях и решениях для предотвращения проблем, связанных с образованием холодных пробок при литье под давлением. ↩
-
Ознакомьтесь с рекомендуемыми диапазонами температур плавления для различных полимеров, чтобы обеспечить надлежащую текучесть материала. ↩
-
Найдите рекомендации по настройке оптимальной скорости впрыска для снижения количества дефектов и повышения эффективности заполнения пресс-формы. ↩
-
Узнайте, как точно рассчитать время охлаждения, чтобы обеспечить оптимальное затвердевание без увеличения продолжительности циклов. ↩
-
Изучите методы оптимизации процессов литья под давлением для повышения эффективности и качества продукции. ↩
-
Изучите процесс литья под давлением, который имеет решающее значение для понимания образования холодных пробок и стратегий их предотвращения. ↩
-
Узнайте, как корректировка условий формования может уменьшить количество дефектов и улучшить качество продукции. ↩
-
Изучите, как правильный выбор материалов может повысить эффективность производства и снизить количество дефектов. ↩
-
Узнайте, как эстетические соображения влияют на дизайн продукции и удовлетворенность пользователей в литье под давлением. ↩
-
Узнайте, почему регулярные проверки жизненно важны для поддержания эффективности оборудования и предотвращения дефектов в производстве. ↩






