

Вы когда-нибудь задумывались, как появляется на свет, казалось бы, простая пластиковая деталь? Ответ кроется в увлекательном процессе, называемом литьем под давлением, где каждый этап имеет значение, особенно в точке переноса.
В литье под давлением точка перехода расплава пластика из литьевой головки через литниковую систему в форму определяется положением в полости пресс-формы. Она играет решающую роль при переходе от стадии заполнения к стадии упаковки, влияя на качество продукции.
Хотя это дает базовое понимание, изучение сложных деталей положения переноса позволяет получить представление об оптимизации процесса и устранении распространенных проблем. Углубитесь в изучение этого важного аспекта литья под давлением, чтобы расширить свои знания.
Положение «перенос» обозначает переход от наполнения к упаковке.Истинный
В литье под давлением это сигнализирует о переходе между этими этапами.
Какова роль положения переноса в литье под давлением?
Положение передающего элемента при литье под давлением является критически важным моментом, влияющим на весь производственный процесс.
В литье под давлением положение переноса определяет, куда перемещается расплавленный пластик от заполнения к уплотнению внутри полости пресс-формы, что имеет решающее значение для контроля качества.
Понимание важности позиции, занимаемой при переводе
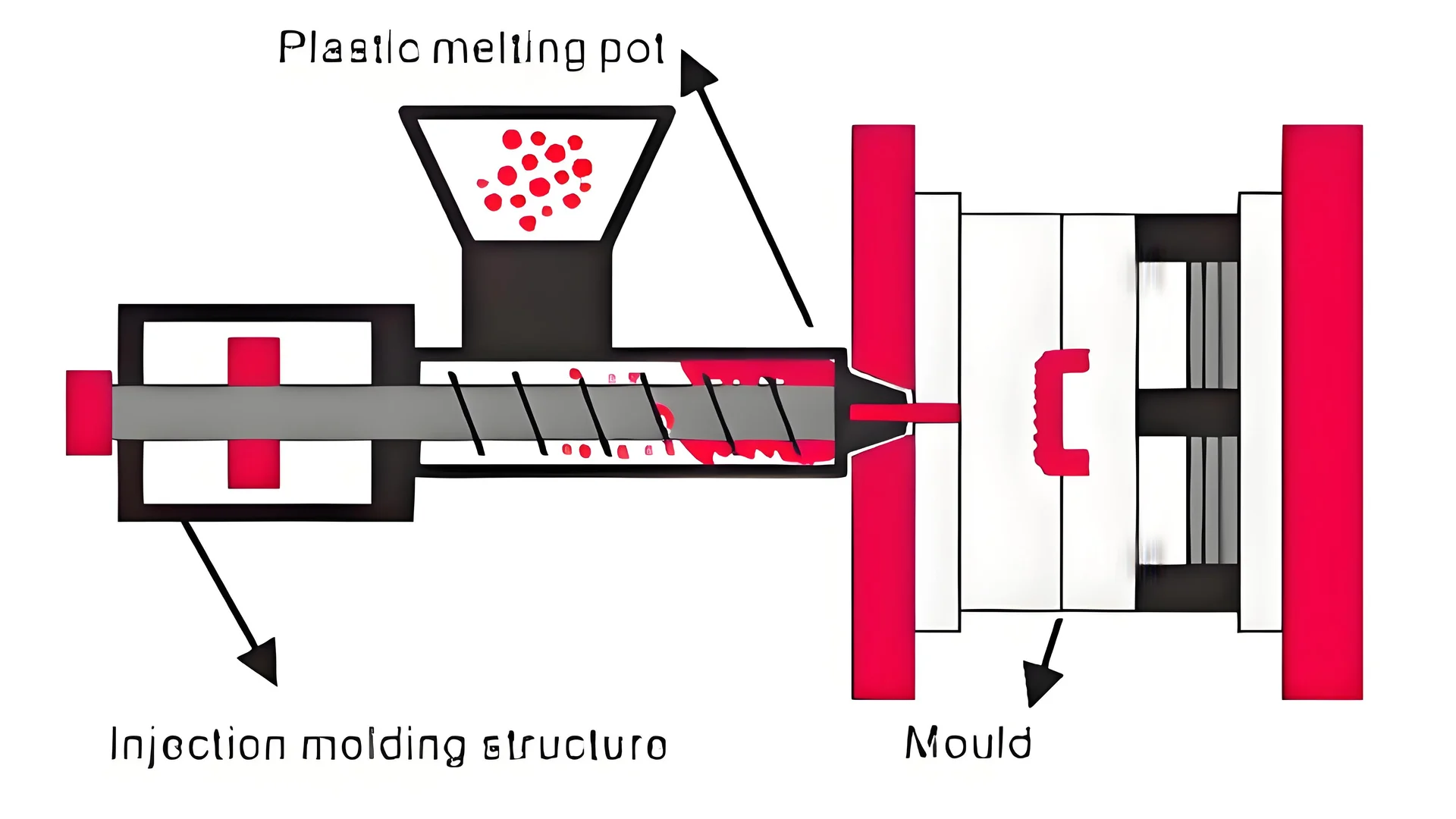
В сложной системе литья под давлением положение 1 является не просто контрольной точкой процедуры, а ключевым элементом процесса. Оно обозначает точное место в полости пресс-формы, где расплавленный пластик переходит из инжекционного сопла, проходит через литниковую систему и, наконец, попадает в полость пресс-формы. Это положение имеет решающее значение, поскольку оно указывает на момент перехода фазы впрыска в фазу уплотнения, обеспечивая заполнение пресс-формы необходимым количеством материала до охлаждения и затвердевания.
Мониторинг параметров процесса
Положение переноса играет важную роль в контроле ключевых параметров литья под давлением. Как только расплав достигает этой точки, происходит переход от высокоскоростного впрыска к более контролируемой стадии уплотнения. Этот переход необходим для регулировки таких параметров, как давление впрыска, скорость и время.
- Давление впрыска: Регулировка давления на этом этапе обеспечивает правильное уплотнение остаточного материала, что снижает количество дефектов.
- Скорость впрыска: Снижение скорости помогает регулировать поток и предотвращает превышение желаемого объема.
Повышение качества продукции
Влияние положения при переносе на качество невозможно переоценить. Обеспечивая плавный переход между этапами, оно играет решающую роль в поддержании точности размеров и предотвращении распространенных дефектов, таких как неполное заполнение формы или облой.
| Параметр | Влияние на качество |
|---|---|
| Давление | Обеспечивает полное заполнение полости |
| Скорость | Предотвращает перерегулирование |
| Время | Управляет скоростью затвердевания |
Устранение неполадок, связанных с передаточным положением
Инженеры используют информацию, полученную в результате наблюдения за тем, как и когда расплав достигает этого положения, для устранения таких проблем, как пузырьки и пустоты. Если на этом этапе обнаруживаются проблемы, это может указывать на необходимость корректировки или оптимизации системы. Например, если расплав не достигает места переноса плавно, это может привести к несоответствиям, влияющим на качество конечного продукта.
Благодаря всестороннему мониторингу и корректировке на этом критическом этапе инженеры могут повысить эффективность производства и обеспечить высокое качество продукции при литье под давлением.
Положение «Перемещение» обозначает переход к фазе упаковки.Истинный
Положение при переезде указывает на переход от впрыска к упаковке.
Положение при перемещении не влияет на качество продукции.ЛОЖЬ
Это крайне важно для поддержания точности размеров и снижения количества дефектов.
Как положение при перемещении влияет на качество продукции?
Понимание положения переносимого материала имеет решающее значение для обеспечения качества в процессах литья под давлением.
Положение передающего элемента в процессе литья под давлением влияет на качество продукции, определяя переход от стадии заполнения к стадии упаковки, что влияет на такие факторы, как точность размеров и процент брака.

Понимание положения переноса при литье под давлением
Точка переноса — это критический момент в цикле литья под давлением, когда расплавленный пластик перемещается по литниковой системе и попадает в полость пресс-формы. Это не просто физическое местоположение, а ключевой этап процесса формования, определяющий, насколько хорошо материал заполняет полость и переходит в стадию уплотнения.
Влияние на качество продукции
Качество формованного изделия в значительной степени зависит от эффективности управления положением переноса. Точный контроль этого перехода может повлиять на:
- Точность размеров: Правильное управление обеспечивает полное заполнение формы расплавом, уменьшая усадку и деформацию.
- Качество поверхности: Правильно выполненная трансферная печать позволяет свести к минимуму такие дефекты, как облой или поверхностные дефекты.
- Структурная целостность: Обеспечивает затвердевание деталей без внутренних напряжений или пустот.
Факторы, влияющие на позицию при переводе
Для оптимизации положения при перемещении необходимо точно настроить несколько параметров:
- Давление и скорость впрыска: их необходимо отрегулировать, чтобы обеспечить плавную подачу расплава в точку переноса без возникновения дефектов, таких как неполное впрыскивание или переупаковка.
- Соблюдение сроков: Правильное соблюдение сроков при переходе от розлива к упаковке имеет решающее значение. Задержки могут привести к неправильному охлаждению и потенциальным дефектам.
| Параметр | Влияние на качество |
|---|---|
| Давление впрыска | Регулирует текучесть и скорость заполнения, влияя на прочность и качество отделки. |
| Скорость | Влияет на распределение материала и время охлаждения. |
| Время | Влияет на скорость усадки и стабильность размеров. |
Устранение неполадок, связанных с положением при перемещении
На этом этапе часто возникают распространенные проблемы, такие как неполное заполнение формы расплавом, вспышки или образование пузырьков. Инженеры используют системы мониторинга, чтобы наблюдать за тем, как расплав достигает точки переноса и ведет себя в ней. Анализируя эти закономерности, можно внести корректировки для оптимизации производительности.
Например, если в детали наблюдаются проблемы с усадкой² , инженеры могут скорректировать параметры давления для обеспечения равномерного распределения материала. Наблюдения на этом этапе имеют решающее значение для диагностики и решения производственных проблем, что гарантирует более высокое качество конечного продукта.
Положение переноса влияет на качество продукции, полученной методом литья под давлением.Истинный
Это определяет переход от наполнения к упаковке, влияя на качество.
Время нахождения на позиции при передаче товара не влияет на показатели убытков.ЛОЖЬ
Правильно выбранный срок влияет на скорость усадки и стабильность размеров.
Какие типичные проблемы возникают при переводе на другую позицию?
Понимание проблем, возникающих в точке переноса, является ключом к оптимизации процесса литья под давлением и обеспечению высокого качества продукции.
К распространенным проблемам в точке переноса относятся неполное впрыскивание, облой и пузырьки, часто вызванные неправильными настройками параметров или ошибками в конструкции пресс-формы.

Короткие снимки
Неполный впрыск происходит, когда полость пресс-формы не заполнена полностью. Это может быть вызвано недостаточным давлением или скоростью впрыска. Контроль времени прибытия расплава в позицию переноса 3 имеет решающее значение. Если оно достигается слишком поздно, это указывает на необходимость корректировки скорости впрыска или температуры сопла.
Вспышка
Облой — это избыточное количество материала, вытекающее из полости пресс-формы и образующее нежелательный тонкий слой на детали. Он часто возникает при слишком высоком давлении впрыска или из-за плохого зажима пресс-формы. Анализируя данные в точке переноса, инженеры могут корректировать параметры для предотвращения образования облоя.
Пузыри
Внутри пластиковой детали могут образовываться пузырьки из-за захваченного воздуха или газа во время формования. Часто это происходит из-за резких изменений давления или температуры в месте переноса. Корректировка этих параметров может помочь уменьшить образование пузырьков и обеспечить более гладкую поверхность.
Несоответствующие размеры
Различия в размерах могут быть вызваны колебаниями температуры или давления по мере продвижения расплава мимо точки переноса. Внедрение систем мониторинга в реальном времени может помочь выявить и устранить эти несоответствия, что приведет к более точному и стабильному производству деталей.
Понимание этих распространенных проблем и способов их решения в точке переноса не только повышает качество продукции, но и оптимизирует общую эффективность процесса литья под давлением. Благодаря тщательному мониторингу и корректировке параметров эти проблемы могут быть эффективно решены.
Короткие выстрелы происходят из-за недостаточного давления впрыска.Истинный
Неполный залив происходит, когда полость пресс-формы не заполнена полностью.
Вспышка пламени возникает из-за низкого давления впрыска.ЛОЖЬ
Вспышка возникает из-за высокого давления впрыска или плохого зажима.
Как инженеры могут оптимизировать положение при перемещении?
Оптимизация положения переносимого элемента при литье под давлением имеет решающее значение для повышения качества продукции и эффективности процесса.
Инженеры могут оптимизировать положение переноса, регулируя такие параметры, как давление и скорость впрыска, используя инструменты мониторинга и моделирования в реальном времени для обеспечения точного контроля над процессом формования.

Понимание влияния позиции, занятой при переходе в другую команду
Положение точки переноса имеет решающее значение, поскольку оно отмечает переход между стадиями заполнения и уплотнения при литье под давлением. Этот переход напрямую влияет на качество конечного продукта⁵ . Оптимизируя эту точку, инженеры могут уменьшить количество дефектов, таких как неполное заполнение и облой.
Настройка параметров процесса
Инженерам следует сосредоточиться на точной настройке таких параметров, как скорость впрыска, давление и время выдержки. Эти корректировки помогают добиться сбалансированного потока расплава, обеспечивая его беспрепятственную доставку к месту переноса. Использование датчиков для мониторинга этих параметров в режиме реального времени позволяет оперативно вносить корректировки, повышая стабильность процесса.
Использование передовых инструментов моделирования
Использование программных инструментов, таких как анализ потока внутри пресс-формы, позволяет получить представление о динамике потока внутри пресс-формы. Подобные симуляции помогают прогнозировать, как изменения положения переносимого элемента могут повлиять на общую целостность изделия. Инженеры могут моделировать различные сценарии, чтобы определить оптимальные настройки до начала фактического производства.
Внедрение мониторинга в режиме реального времени
Системы мониторинга в реальном времени позволяют инженерам внимательно наблюдать за процессом по мере его развития. Отслеживая такие переменные, как температура и давление в критических точках, можно оперативно вносить корректировки для оптимизации производительности. Такой проактивный подход минимизирует время простоя и сокращает потери.
Решение общих проблем
К распространенным проблемам в месте переноса относятся пузырьки, сварочные швы и неравномерная плотность детали. Используя профилактические меры , такие как корректировка расположения литниковых каналов или изменение скорости охлаждения, инженеры могут преодолеть эти проблемы.
В конечном итоге, благодаря сочетанию аналитических инструментов с возможностями мониторинга и корректировки в режиме реального времени, инженеры могут обеспечить оптимизацию положения переносимого элемента для достижения максимальной эффективности и качества при литье под давлением.
Регулировка скорости впрыска улучшает положение перекачки.Истинный
Точная настройка скорости впрыска обеспечивает сбалансированный поток расплава, оптимизируя перенос.
Мониторинг в режиме реального времени не влияет на стабильность процесса.ЛОЖЬ
Мониторинг позволяет оперативно вносить корректировки, повышая стабильность процесса.
Заключение
Понимание и оптимизация положения перемещаемого элемента могут значительно повысить ваши производственные возможности и обеспечить высокое качество продукции.
-
Поймите, как положение шнекового механизма влияет на качество и эффективность литья: это расстояние, которое, согласно данным контроллера литьевой машины, проходит шнек, чтобы достичь желаемого положения детали… ↩
-
Изучите стратегии уменьшения усадки и повышения точности размеров: контроль температуры пресс-формы позволяет контролировать усадку. Использование холодной пресс-формы позволяет внешним краям детали высохнуть до того, как она сможет заполнить и сжать всю форму… ↩
-
Получите подробное представление о значении передаточных положений в литье: это расстояние, которое, согласно данным контроллера литьевой машины, проходит шнек, чтобы достичь желаемого передаточного положения детали. … ↩
-
Узнайте, как системы реального времени повышают точность литья под давлением: Mold-Masters SmartMOLD — это облачная программная платформа, разработанная специально для пластмассовой промышленности, предоставляющая данные в режиме реального времени для оптимизации процесса литья под давлением… ↩
-
Узнайте, как положение пресс-формы влияет на целостность изделия и предотвращение дефектов: оптимальное положение для переноса пресс-формы — это возможность плавного извлечения изделий. Если расстояние между отверстиями пресс-формы слишком велико, процесс формования… ↩
-
Изучите решения распространенных дефектов, возникающих в точке перегрузки: Положение перегрузки отмечает переход от наполнения к упаковке. Вот почему это так важно: Во время наполнения пластик затекает в форму в… ↩






