

Оптимизация системы отвода воздуха из литьевой формы кардинально меняет ситуацию в обеспечении высокого качества продукции. Но что именно она включает в себя?
Для оптимизации системы отвода воздуха из литьевой формы следует сосредоточиться на проектировании эффективных вытяжных канавок, использовании зазоров между деталями формы для вентиляции, применении воздухопроницаемых материалов, таких как воздухопроницаемая сталь, и корректировке параметров процесса литья под давлением для уменьшения дефектов и повышения эффективности.
Хотя эти основополагающие шаги имеют решающее значение, освоение процесса оптимизации предполагает изучение передовых методов и практик технического обслуживания, которые могут преобразовать вашу деятельность.
Размер выхлопной канавки влияет на характеристики пресс-формы.Истинный
Правильный подбор размеров обеспечивает эффективный поток воздуха, снижает количество дефектов и повышает качество.
- 1. Какие распространенные проблемы возникают при вентиляции литьевых форм?
- 2. Как конструкция выпускного желоба влияет на производительность пресс-формы?
- 3. Почему регулярное техническое обслуживание выхлопных систем крайне важно?
- 4. Какова роль параметров процесса в оптимизации выхлопных газов?
- 5. Заключение
Какие распространенные проблемы возникают при вентиляции литьевых форм?
Вентиляция литьевых форм необходима для удаления воздуха и газов в процессе формования. Но с какими распространенными трудностями приходится сталкиваться при обеспечении эффективной вентиляции?
К распространенным проблемам в вентиляции пресс-форм для литья под давлением относятся неадекватная конструкция выпускного желоба, неправильный выбор материала и несовпадение параметров процесса. Преодоление этих проблем требует тщательного планирования, регулярного технического обслуживания и точного выполнения работ для обеспечения оптимальной производительности и качества пресс-формы.
Понимание проблем вентиляции при литье под давлением
Одна из наиболее существенных проблем в литье под давлением — это недостаточная вентиляция. Основная проблема заключается в неправильно спроектированных выпускных канавках¹ , такие как следы пригорания на готовом изделии.
Помимо конструкции канавок, решающее значение имеет выбор материалов, например, использование воздухопроницаемой стали² . Этот материал обеспечивает лучшую воздухопроницаемость, однако его применение требует тщательного учета пористости и размера пор во избежание осложнений.
Влияние параметров процесса
Еще одна проблема связана с параметрами процесса литья под давлением. Неправильная скорость впрыска может увеличить попадание воздуха. Регулировка скорости крайне важна, но должна проводиться осторожно, чтобы предотвратить такие проблемы, как недостаточное заполнение или дефекты поверхности.
Аналогичным образом, оптимизация температуры пресс-формы и давления выдержки может помочь решить проблемы с вентиляцией. Например, более высокая температура пресс-формы может улучшить текучесть, но также увеличивает риск деформации, если ее не контролировать должным образом.
Регулярное техническое обслуживание: необходимость
Наконец, поддержание вытяжной системы в исправном состоянии имеет решающее значение. Регулярные проверки и очистка предотвращают засоры, которые снижают эффективность вентиляции. Для поддержания чистоты поверхностей пресс-форм и канавок следует использовать сжатый воздух и соответствующие чистящие средства .
Всестороннее понимание этих проблем позволяет лучше планировать и реализовывать стратегии вентиляции пресс-форм, что в конечном итоге приводит к повышению качества и эффективности производства.
Недостаточное количество выхлопных канавок приводит к образованию воздушных заторов в пресс-формах.Истинный
Неправильно спроектированные канавки препятствуют надлежащему выходу воздуха, что приводит к дефектам.
Воздухопроницаемая сталь устраняет все проблемы с вентиляцией при литье.ЛОЖЬ
Несмотря на улучшение проницаемости, по-прежнему необходим тщательный выбор материалов.
Как конструкция выпускного желоба влияет на производительность пресс-формы?
Конструкция выпускных канавок является ключевым фактором в общей эффективности литьевой формы. Понимание их влияния может значительно повысить качество продукции.
Конструкция выпускных канавок влияет на производительность пресс-формы, оптимизируя воздушный поток, уменьшая количество дефектов и повышая качество деталей за счет точного размещения и размеров.
Важность конструкции выпускной канавки в литьевых формах
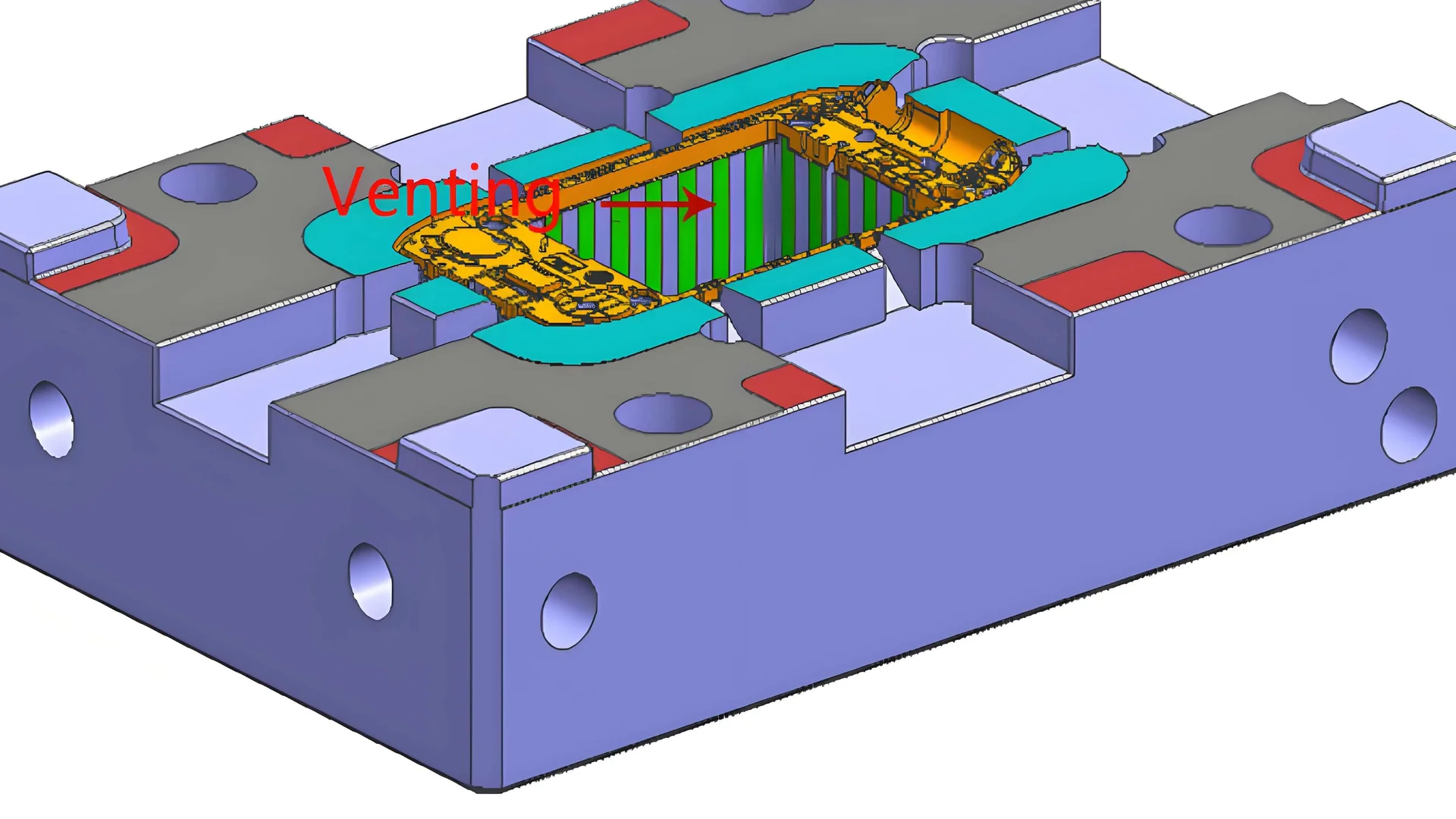
Система отвода воздуха в литьевой форме играет решающую роль в обеспечении эффективного удаления воздуха в процессе формования. Это крайне важно для предотвращения образования воздушных ловушк, которые могут вызывать дефекты, такие как неполное впрыскивание, пригорание или деформация конечного продукта. Хорошо спроектированная вытяжная канавка обеспечивает оптимальный поток воздуха, напрямую влияя на эффективность формы и качество продукции.
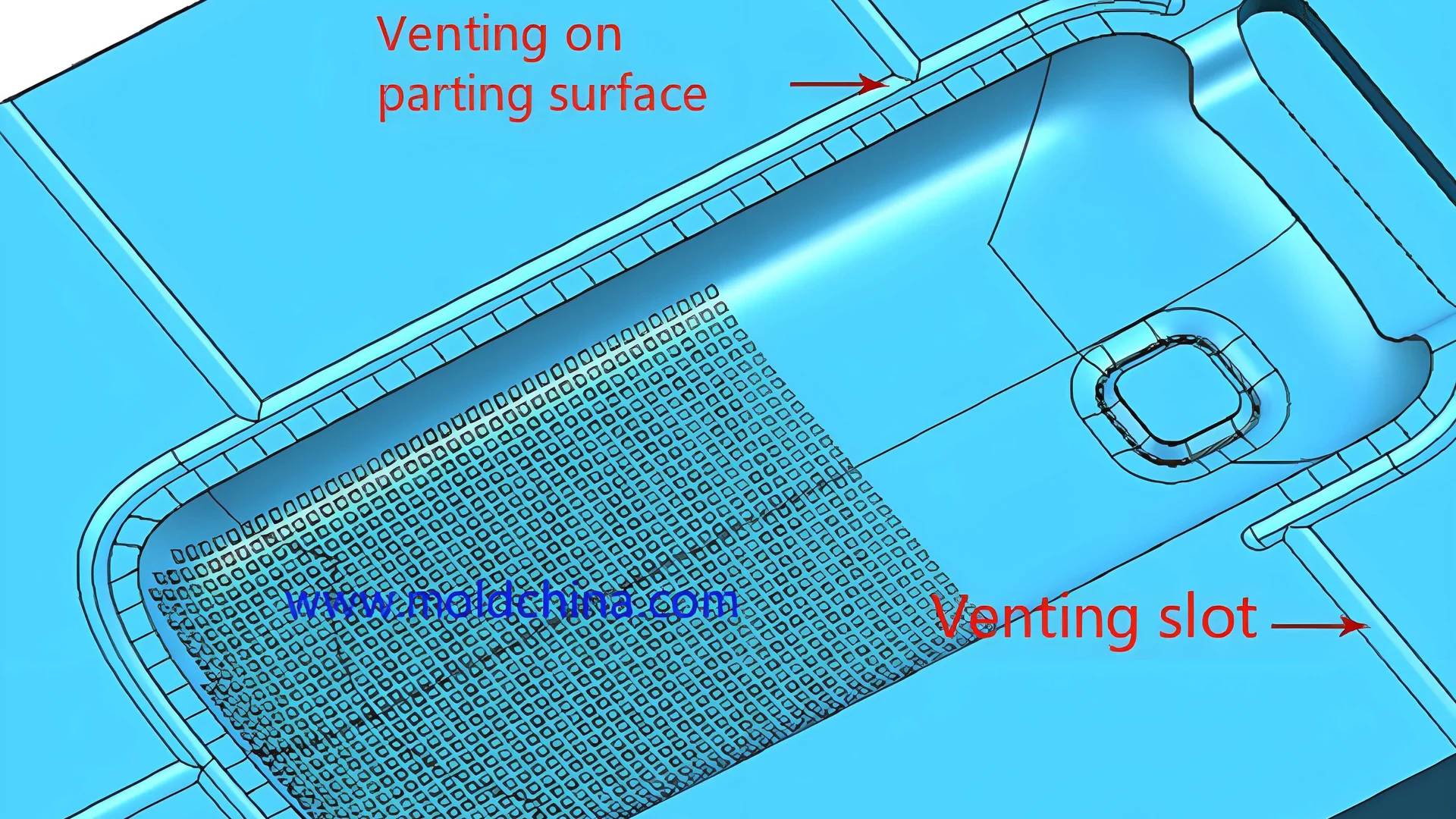
Стратегическое размещение выхлопных канавок
Одним из важнейших аспектов проектирования выпускных канавок является их расположение. Как правило, эти канавки располагаются в конце полости, на линии разъема, вокруг вставок и в конце канала. Эти области подвержены скоплению воздуха, что делает их критически важными для эффективного отвода воздуха. Для сложных пластиковых деталей можно использовать программное обеспечение для моделирования, позволяющее определить потенциальные зоны скопления воздуха и целенаправленно размещать канавки.
Оптимизация размера выхлопных канавок
Размер выпускной канавки должен быть тщательно подобран в соответствии с конкретным материалом и конструкцией пресс-формы. Как правило, ширина канавки составляет от 0,025 мм до 0,15 мм, а глубина — от 0,05 мм до 0,15 мм. Для материалов с более высокой текучестью могут потребоваться более узкие канавки, тогда как для материалов с более низкой текучестью лучше подойдут более широкие и глубокие канавки. Регулировка этих размеров обеспечивает выход воздуха без нарушения целостности пресс-формы.
| Размеры канавки | Диапазон |
|---|---|
| Ширина | 0,025 – 0,15 мм |
| Глубина | 0,05 – 0,15 мм |
Избегание чрезмерно длинных канавок
Хотя достаточная вентиляция имеет решающее значение, чрезмерная длина вытяжных канавок может осложнить процесс формования и привести к неэффективному отводу воздуха. В идеале длина канавок не должна превышать 50 мм. Для больших площадей, требующих вентиляции, рекомендуется сегментировать конструкцию канавок.
Использование зазоров для отвода воздуха в деталях пресс-форм
Еще один инновационный подход заключается в использовании естественных зазоров между компонентами пресс-формы в качестве каналов для отвода воздуха. Например, увеличение зазора между разъемными поверхностями (обычно от 0,02 до 0,05 мм) может способствовать вентиляции без возникновения проблем с переливом. Аналогичные стратегии применяются к зазорам между выталкивающими штифтами и отверстиями или между ползунками.
Использование воздухопроницаемых материалов
Использование таких материалов, как паропроницаемая сталь, также может значительно повысить эффективность отвода воздуха. Этот пористый материал позволяет воздуху выходить наружу, сохраняя при этом структурную целостность. Его применение особенно полезно в местах, где проблема задержек воздуха актуальна, например, в глубоких полостях или тонкостенных участках пресс-форм.
Сочетая стратегический дизайн с инновационными материалами, производители могут добиться превосходных характеристик пресс-форм, сократить количество дефектов и повысить качество продукции за счет эффективных систем отвода воздуха.
Выпускные канавки уменьшают количество дефектов пресс-форм за счет оптимизации воздушного потока.Истинный
Правильная конструкция выпускного желоба обеспечивает эффективный отвод воздуха, сводя к минимуму дефекты.
Для эффективного отвода выхлопных газов длина канавки не должна превышать 100 мм.ЛОЖЬ
Оптимальная длина канавки составляет менее 50 мм во избежание проблем, связанных с обработкой.
Почему регулярное техническое обслуживание выхлопных систем крайне важно?
Пренебрежение техническим обслуживанием выхлопной системы может привести к дорогостоящим простоям и проблемам с качеством. Узнайте, почему регулярное техническое обслуживание так важно.
Регулярное техническое обслуживание вытяжных систем обеспечивает оптимальную производительность, предотвращая засоры, поддерживая воздухопроницаемость и повышая качество продукции при литье под давлением.

Важность предотвращения закупорок
Одна из главных причин, почему регулярное техническое обслуживание вытяжных систем имеет решающее значение, — предотвращение засоров. Со временем в вытяжных канавках и воздухопроницаемой стали могут накапливаться отложения, такие как пыль и масло, которые препятствуют потоку воздуха. Это накопление может привести к дефектам формованных изделий из-за неправильной вентиляции. Регулярно проверяя эти компоненты, операторы пресс-форм могут обеспечить чистоту воздушных каналов, что способствует эффективному удалению газов в процессе формования.
Инструменты для уборки
Для поддержания чистоты вытяжных каналов можно использовать такие инструменты, как сжатый воздух и медные проволочные щетки. Эти инструменты эффективно удаляют любые отложения, не повреждая поверхность пресс-формы.
Поддержание воздухопроницаемости в паропроницаемой стали
Воздухопроницаемая сталь, известная своей пористой структурой, играет важную роль в повышении эффективности выхлопной системы. Однако ее эффективность может снизиться, если регулярно не проверять ее воздухопроницаемость. Во время плановых проверок крайне важно следить за тем, чтобы воздухопроницаемая сталь сохраняла свою пористость.
Индикаторы замены
Если воздухопроницаемость паропроницаемой стали снижается, может потребоваться ее замена. Несвоевременная замена может привести к ухудшению качества продукции из-за недостаточного удаления воздуха.
Повышение качества продукции за счет регулярного технического обслуживания
Регулярное техническое обслуживание напрямую связано с улучшением качества продукции. Хорошо обслуживаемые вытяжные системы минимизируют дефекты, такие как воздушные ловушки и пятна на формованных деталях. Поддерживая поверхность пресс-формы в чистоте и без загрязнений, производители могут обеспечить эстетическую и структурную целостность своей продукции.
Рекомендации по техническому обслуживанию выхлопной системы
- Плановые проверки: Внедрить график регулярных проверок всех компонентов выхлопной системы.
- Используйте подходящие чистящие средства: выбирайте средства, которые не повреждают поверхности, покрытые плесенью.
- Контроль параметров процесса: Убедитесь, что такие параметры, как скорость впрыска и температура пресс-формы, оптимизированы для текущих условий.
Эти методы не только повышают эффективность, но и продлевают срок службы самой плесени, снижая долгосрочные затраты, связанные с ремонтом и заменой.
Для получения более подробной информации о поддержании чистоты поверхностей, покрытых плесенью, обратитесь к нашему руководству по эффективной очистке таких поверхностей 5 .
Регулярное техническое обслуживание предотвращает засорение выхлопной системы.Истинный
Регулярные проверки обеспечивают чистоту воздушных каналов, гарантируя эффективное удаление газа.
Дышащая сталь не требует регулярных проверок.ЛОЖЬ
Воздухопроницаемость дышащей стали требует регулярных проверок.
Какова роль параметров процесса в оптимизации выхлопных газов?
Узнайте, как параметры процесса литья под давлением влияют на эффективность отвода воздуха и качество продукции.
Параметры процесса, такие как скорость впрыска, температура пресс-формы и давление выдержки, играют жизненно важную роль в оптимизации отвода расплава, влияя на поток расплава, удаление газов и снижение количества дефектов при литье под давлением.

Понимание влияния скорости впрыска
Скорость впрыска напрямую влияет на скорость заполнения расплавленным материалом полости пресс-формы. низкая скорость впрыска позволяет минимизировать попадание воздуха, обеспечивая более эффективный отвод газов через вытяжную систему. Однако, если скорость слишком низкая, это может привести к неполному заполнению, что повлияет на качество конечного продукта.
И наоборот, более высокая скорость впрыска 7 увеличивает риск образования воздушных пузырьков внутри пресс-формы, что может привести к дефектам поверхности и снижению качества продукции. Для достижения баланса этого параметра необходимо тщательно учитывать свойства материала и сложность конструкции пресс-формы.
Влияние температуры пресс-формы на эффективность отвода воздуха
Температура пресс-формы имеет решающее значение для определения вязкости расплавленного пластика. Более высокая температура пресс-формы снижает вязкость расплава, улучшая его текучесть и способствуя лучшему отводу газов через выпускные каналы.
Однако чрезмерно высокие температуры могут привести к деградации материала или даже деформации конечного изделия. Поэтому установление оптимальной температуры пресс-формы имеет важное значение для сохранения структурной целостности при одновременной оптимизации эффективности отвода воздуха.
Регулировка времени удержания и давления
Увеличение времени выдержки и давления обеспечивает более длительное сохранение расплава в сжатом состоянии, вытесняя оставшиеся газы из полости. Хотя более высокое давление улучшает удаление газов, оно также может создавать внутренние напряжения в формованной детали.
найти баланс между давлением и временем выдержки . Этот баланс варьируется в зависимости от используемого материала и сложности конструкции пресс-формы.
Примеры из практики: Применение в реальном мире
Рассмотрим случай, когда корректировка этих параметров кардинально изменила результаты производства. Производитель, часто сталкивавшийся с дефектами поверхности и пустотами, обнаружил, что снижение скорости впрыска и незначительное повышение температуры пресс-формы значительно улучшили эффективность отвода воздуха. Эта корректировка привела к уменьшению количества дефектов и увеличению производительности.
Подобные примеры из реальной жизни наглядно демонстрируют, как точная настройка параметров процесса может оптимизировать выхлопные системы и улучшить общие процессы литья под давлением.
Более низкая скорость впрыска снижает попадание воздуха в цилиндр.Истинный
Более низкие скорости позволяют газам выходить наружу, сводя к минимуму образование воздушных пробок.
Более высокая температура формы увеличивает вязкость расплава.ЛОЖЬ
Повышение температуры снижает вязкость, улучшая текучесть расплава.
Заключение
Внедрение этих стратегий оптимизации позволит вам улучшить процесс литья под давлением, обеспечив превосходное качество продукции и эффективность. Давайте начнём!
-
Узнайте, как спроектировать эффективные выпускные канавки для предотвращения дефектов литья: правильное открытие вентиляционной канавки может значительно снизить давление впрыска, время впрыска, время выдержки и давление смыкания. ↩
-
Узнайте, как воздухопроницаемая сталь улучшает воздухопроницаемость и качество продукции: по сравнению с обычной цельной сталью, воздухопроницаемая сталь для пресс-форм может также предложить дополнительные преимущества, включая снижение давления впрыска… ↩
-
Изучите влияние скорости впрыска на захват воздуха и эффективность его удаления: на самом деле, вы, вероятно, не сможете обеспечить достаточный уровень удаления воздуха, и вам потребуется снизить скорость впрыска, чтобы воздух успел выйти вовремя. ↩
-
Узнайте, какие инструменты эффективно очищают и поддерживают поверхности пресс-форм: 5 методов очистки литьевых форм: · Химическая очистка · Ультразвуковая погружная очистка · Очистка сухим льдом · Очистка мягкими пластиковыми абразивами · Лазерная очистка. ↩
-
Узнайте об эффективных методах очистки поверхностей пресс-форм для предотвращения засоров: поддержание чистоты пресс-форм для литья под давлением важно для сохранения качества деталей и увеличения срока их службы… ↩
-
Узнайте, как более низкие скорости помогают минимизировать проблемы, связанные с попаданием воздуха: Скорость впрыска: Слишком высокая или слишком низкая скорость впрыска может привести к различным дефектам, таким как плохое качество поверхности или попадание воздуха. ↩
-
Узнайте о потенциальных дефектах, возникающих из-за чрезмерной скорости впрыска: Высокая скорость потока снижает потери тепла и, из-за высокого тепловыделения от трения, вызывает повышение температуры расплава, замедляя процесс загустения… ↩
-
Поймите, как регулировка давления способствует удалению газа: После заполнения формы вступает в действие удерживающее давление. Это более низкое давление, прикладываемое к расплавленному пластику для уплотнения материала в… ↩






