

Я вспоминаю, как впервые узнал об азотировании. Это действительно изменило мой подход к уходу за формами.
Азотирование повышает долговечность формы. В результате этого процесса в поверхностный слой формы добавляется азот. Поверхность становится более твердой и лучше противостоит износу. Азотирование снижает трение и повышает усталостную прочность. Этот метод помогает формам прослужить дольше. Это полезно во многих промышленных областях.
Понимание азотирования изменило для меня все. Представьте себе изношенную форму, которой нужна новая жизнь. Азотирование спасает ситуацию. Начинаю с тщательной подготовки формы. Никаких неровностей и царапин не остается. Ключевые измерения помогают мне работать точно. Чистка необходима. Каждая задача важна. Точность имеет значение, и терпение действительно окупается.
Процесс азотирования начинается с постепенного нагрева формы. Это предотвращает стресс. Температура должна быть идеальной для правильной работы азота. Когда форма остывает, я вижу прочный и долговечный результат. Вдохнуть новую жизнь в старые формы – это потрясающе. Он больше не предназначен для мусора. Проверка размеров и твердости после обработки показывает силу азотирования. Этот процесс меняет как формы, так и мой способ решения проблем. Внимание к деталям является ключевым моментом.
При проверке внешнего вида пресс-форма проверяется на наличие повреждений и трещин.Истинный
Проверка внешнего вида обеспечивает целостность формы путем выявления видимых дефектов.
Газ для азотирования включает азот, аммиак и углекислый газ.Истинный
Эти газы разлагаются с образованием активных атомов азота для азотирования.
Как обработка азотированием преобразует материалы?
Вы когда-нибудь задумывались о том, почему формы и инструменты становятся такими твердыми и жесткими? Обработка азотированием придает им эти удивительные качества. Давайте вместе исследуем этот интересный процесс. Шаг за шагом.
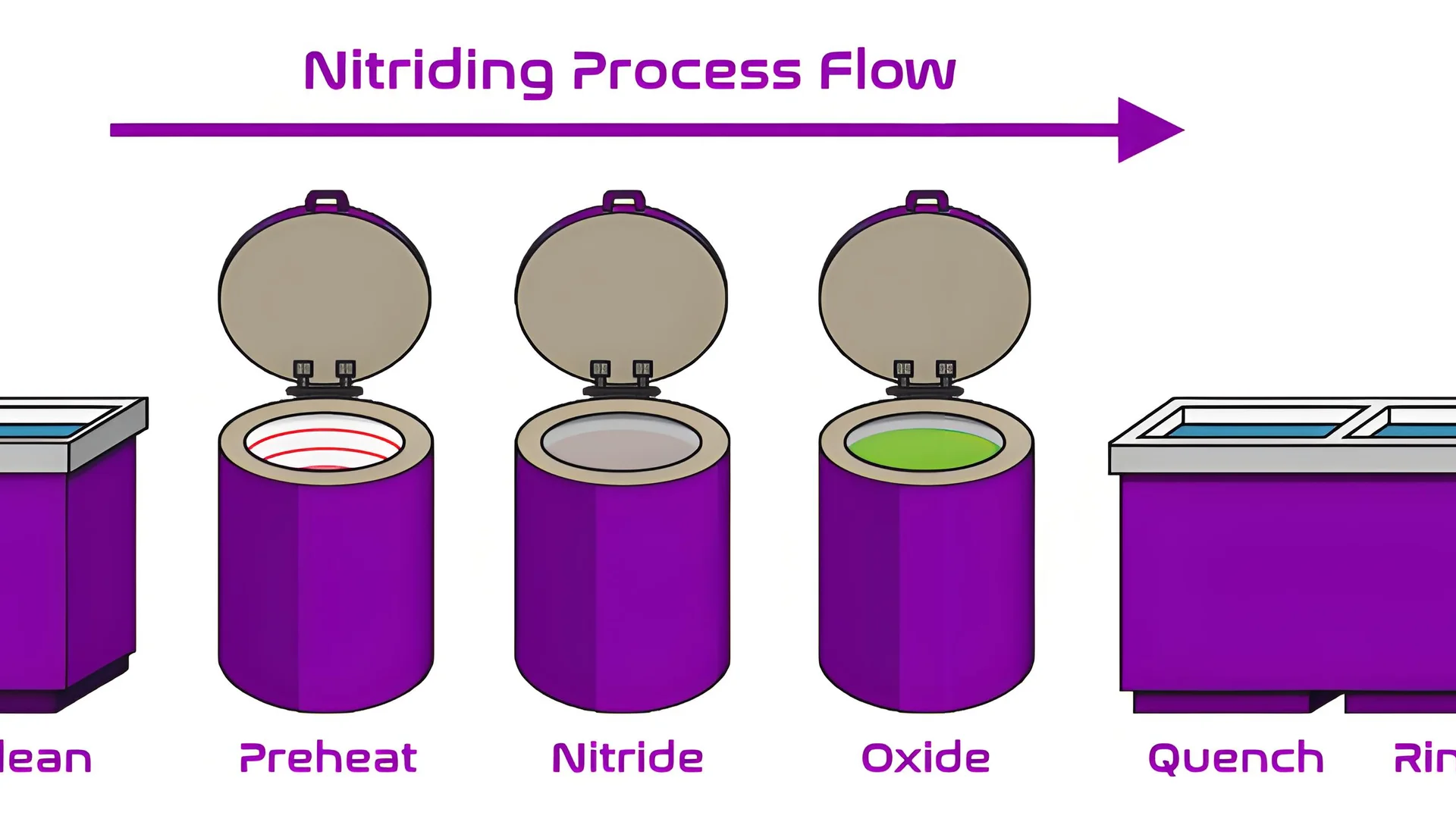
Азотирование имеет важные этапы. Эти этапы включают приемку формы, предварительную обработку, нанесение материала против просачивания, загрузку печи, азотирование, охлаждение и окончательную проверку. Каждый этап имеет решающее значение для качества пресс-формы. Этот процесс придает формам большую твердость. Это помогает противостоять износу. Это увеличивает их долговечность. И это улучшает производительность.

Приемка и подготовка пресс-формы
Представьте, что вы начинаете что-то новое без прошлых проблем. Вот как я начинаю азотирование: внимательно осматриваю всю форму. Это похоже на проверку автомобиля перед большой поездкой. Мы все проверяем. Даже небольшая царапина может ослабить форму. Правильное выполнение этой части приведет к успеху.
Следующий шаг – измерение формы. Точность имеет решающее значение, так же, как перемещение мебели через небольшой дверной проем. Мы измеряем каждую важную деталь и точно записываем ее. Затем мы очищаем плесень с помощью ультразвуковых или щелочных растворов для удаления загрязнений — это похоже на спа-день для плесени.
Для получения более подробной информации о проверке внешнего вида 1 рекомендуется дальнейшее изучение отдельных процессов.
Фаза предварительной обработки
Некоторые формы требуют особого ухода перед азотированием. Закалка подготавливает форму путем нагревания и охлаждения для улучшения ее свойств, что очень важно для форм, которым необходимо работать очень хорошо. Обработка для снятия напряжений помогает минимизировать риски деформации во время азотирования, ослабляя любое напряжение в форме и избегая неожиданных изменений во время азотирования.
Противопросачивающая обработка
Думайте об этом как о защитном креме от плесени. Детали, которые не подлежат азотированию, мы покрываем антисептическим средством, например, графитовым порошком. Крайне важно применять его тщательно, чтобы лечение получали только выбранные области.
Загрузка печи
Ставить формы в печь — все равно, что собирать пазл; все должно быть идеально подогнано с использованием соответствующих креплений, которые сохраняют стабильность и обеспечивают равномерный нагрев. Устройство должно обеспечивать оптимальный поток газа, что имеет решающее значение для последовательного азотирования.
Процесс азотирования
Мы нагреваем форму так же, как вы разогреваете духовку перед выпечкой, постепенно повышая температуру, чтобы предотвратить термическую нагрузку от тепла. Удержание тепла позволяет атомам азота полностью проникнуть в поверхность формы, создавая прочную поверхность.
Тип и состав введенных газов, таких как азот и аммиак, являются критическими факторами, влияющими на глубину и качество азотированного слоя.
Методы охлаждения
Охлаждение имеет решающее значение после азотирования; это все равно, что дать торту остыть перед тем, как его разрезать. Формы охлаждаются внутри печи для достижения равномерных результатов и снижения напряжения. Методы быстрого охлаждения могут быть реализованы в зависимости от желаемой твердости, но могут привести к увеличению внутренних напряжений, если ими не управлять должным образом.
Заключительная проверка
Мы тщательно проверяем форму после завершения каждого этапа процесса — подобно тому, как ювелир изучает драгоценный камень, — чтобы гарантировать соответствие спецификациям посредством измерений, сравниваемых с данными до азотирования.
Испытание на твердость подтверждает достижение желаемых свойств, а дополнительный металлографический анализ может быть проведен для детальной оценки микроструктуры.
Каждый шаг требует точности и внимания — это похоже на создание чего-то нового в вашей мастерской — и более подробное изучение вклада каждого шага 2 может обеспечить более глубокое понимание.
При проверке внешнего вида пресс-форма проверяется на наличие трещин и дефектов.Истинный
Проверка внешнего вида обеспечивает структурную целостность формы путем проверки на наличие трещин и дефектов.
Температура азотирования всегда выше 600 ℃.ЛОЖЬ
Температура азотирования обычно колеблется в пределах 500-580 ℃, но не выше 600 ℃.
Почему предварительная обработка имеет решающее значение для азотирования?
Я вспоминаю свой первый опыт работы с процессом азотирования. Это показало мне, насколько важно усовершенствовать предварительную обработку.
Предварительная обработка очень важна перед азотированием. Очищает плесень от загрязнений. Это действие стабилизирует размер формы. Чистые поверхности действительно способствуют хорошему распространению азота. Это уменьшает дефекты. Вероятно, увеличивается долговечность формы.
Понимание роли предварительной обработки
Мелкие детали иногда приводят к большим различиям. Предварительная обработка при азотировании имеет решающее значение. Начнем с визуального осмотра 3 формы на наличие повреждений или дефектов. Однажды я заметил небольшую вмятину, которая могла впоследствии вызвать серьезные проблемы. Эта проверка помогает выявить проблемы на ранней стадии.
Подготовка поверхности формы
Далее очищаем форму. Моя бабушка говорила: «В грязной кастрюле нельзя готовить!» Это очень актуально для плесени. Мы удаляем масло и ржавчину, используя такие методы, как органические растворители или ультразвуковая очистка 4 . Это дает пресс-форме новый старт для хорошего азотирования.
Стабильность размеров
После очистки измеряем основные размеры. Это как быстрый снимок перед большой поездкой. Проверяем, чтобы изменения после азотирования были небольшими и приемлемыми. Это важно для получения точных результатов при высокопроизводительном использовании.
Управление стрессом посредством закаливания и снятия стресса
Закаливание и снятие стресса помогают справиться со стрессом. Это как расслабиться после тяжелой недели, чтобы избежать выгорания. Пресс-форму необходимо закалить, чтобы предотвратить появление трещин при азотировании.
Меры против утечки
Мы защищаем участки, которые не следует азотировать, нанося такие вещества, как графитовый порошок — это похоже на использование солнцезащитного крема на чувствительной коже, блокируя нежелательное воздействие.
Стратегическая загрузка печи
Наконец, аккуратно загружаем печь, чтобы обеспечить равномерный нагрев — как аккуратно расставляем чемодан; все должно быть на своих местах. Каждая деталь имеет значение, что приводит к успешному азотированию и повышению долговечности пресс-формы.
Каждый шаг может показаться небольшим, но он закладывает прочную основу для азотирования.
Изменения размеров после азотирования находятся в пределах допустимого диапазона.Истинный
Измерения размеров до и после азотирования подтверждают допустимые изменения.
Быстрое охлаждение всегда снижает напряжение в форме.ЛОЖЬ
Быстрое охлаждение может увеличить напряжение, а не уменьшить его, в зависимости от условий.
Чем азотирование отличается от других методов закалки?
Выбор наилучшего метода закалки поверхности напоминает выбор идеальной одежды для большого мероприятия.
Азотирование значительно повышает износостойкость и усталостную прочность. Он сохраняет основные свойства такими, какие они есть. Науглероживание может изменить сердечник. Индукционная закалка воздействует точно на определенные области. Он очень хорошо сочетается со сложными формами.
Азотирование против науглероживания
Я помню, как впервые для своего проекта выбрал между азотированием и цементацией. Это было похоже на выбор между двумя восхитительными десертами! Оба могут предложить что-то особенное.
Азотирование добавляет азот к металлу, образуя нитридный слой. Этот слой увеличивает износостойкость и усталостную прочность, но оставляет сердечник неизменным. Это идеальный вариант, если вам нужна твердая поверхность с мягкой сердцевиной, например, крем-брюле со сливочной внутри.
И наоборот, цементация 5 предполагает диффузию углерода на поверхность стали. Это увеличивает твердость и глубину, но может привести к изменению сердцевины, если не делать это осторожно. Он отлично подходит для поверхностей, подвергающихся сильным нагрузкам, но не в тех случаях, когда ключевым моментом является сохранение прочности сердцевины. Думайте об этом как о сытном пироге, полном вкуса, но требующем тщательного ухода.
Азотирование против индукционной закалки
Индукционная закалка напоминает мне моего друга-художника, который пользуется паяльной лампой. Все дело в точном контроле.
При индукционной закалке используется электромагнитная индукция для нагрева определенных участков с последующим быстрым охлаждением, обычно путем закалки. Этот метод превосходно подходит для обработки локализованных участков, что делает его предпочтительным для деталей сложной геометрии или деталей, требующих выборочной закалки — подобно художнику, рисующему блики, он затвердевает только там, где это необходимо.
Индукционная закалка 6 , как и азотирование, повышает твердость поверхности, но не изменяет химический состав поверхностного слоя. Это ограничивает его износостойкость по сравнению с азотированием.
Соображения стоимости и эффективности
Сбалансировать затраты и эффективность сложно, как планировать семейную поездку.
-
Азотирование часто оказывается успешным, поскольку при нем используются более низкие температуры и более короткие циклы. Это означает меньшее потребление энергии и меньшие тепловые искажения; однако затраты на установку могут быть высокими из-за специального оборудования — это все равно, что выбирать между дешевой поездкой или дорогим отпуском.
-
Индукционная закалка , с другой стороны, потребляет больше энергии из-за необходимости быстрого нагрева, но обеспечивает точность и скорость на производственных линиях — как быстрая экскурсия по городу, где каждая остановка тщательно спланирована.
Если вам интересно, как эти процессы вписываются в общую картину, изучите сравнение обработки поверхности 7, чтобы получить более подробную информацию об их использовании в разных отраслях.
Проверка внешнего вида пресс-формы проверяет наличие трещин и деформаций.Истинный
Проверка внешнего вида обеспечивает структурную целостность формы путем проверки на наличие дефектов.
Температура азотирования всегда выше 600°С.ЛОЖЬ
Обычные температуры азотирования колеблются в пределах 500-580°С, не превышая 600°С.
Каковы общие проблемы при азотировании?
Вы когда-нибудь пробовали идеальное суфле и видели, как оно разваливалось? Азотирование металла происходит аналогично.
Обработка азотированием сталкивается с несколькими общими проблемами. Добиться равномерной твердости сложно. Загрязнение поверхности является еще одной проблемой. Управление переменными процесса, такими как температура и расход газа, является ключевым моментом. Эти задания похожи на кулинарные приключения.
Достижение равномерной твердости
Я вспоминаю свою первую попытку азотирования и сравнивал ее с выпеканием торта. Место муки и яиц заняли металлы и газы. Достижение равномерной твердости было похоже на достижение идеального подъема суфле. Единообразие является ключевым моментом; это помогает сохранить прочность и работоспособность обработанных компонентов. Неравномерное распределение газа или непостоянный нагрев часто вызывают отклонения. Я узнал, что оптимизация схемы загрузки печи и поддержание стабильной циркуляции газа действительно полезны.
Управление загрязнением поверхностей
Представьте себе: вы убираете кухню, а тут попадает грязь. Примерно так ощущается загрязнение поверхности при азотировании. Перед азотированием важно очистить формы от масла, ржавчины и пыли. Такие методы, как пескоструйная очистка 8 или ультразвуковая очистка, действуют как чистка супергероев. Они создают поверхность, свободную от загрязнений, для более равномерного эффекта азотирования.
Управление переменными процесса
Чтобы приготовить идеальный воскресный ужин, необходимо контролировать время и температуру. Азотирование также требует точности. Время, температура и состав газа являются важнейшими переменными. Отклонения могут привести к плохим результатам, например, к пережаренному жаркому. Поддержание температуры в пределах 500–580°C жизненно важно для успешного газового азотирования.
Совместимость материалов
Различные материалы по-разному реагируют на азотирование — точно так же, как некоторые ингредиенты подходят только для определенных рецептов. Некоторые сплавы требуют особых технологических корректировок. Понимание характеристик материала 9 жизненно важно для достижения желаемой твердости и глубины без ущерба для структуры материала.
Как справиться со стрессом и деформацией
Внутренние напряжения во время обработки могут вызвать трещины или деформацию, аналогичные перемесу теста. Обработки для снятия напряжений, такие как отжиг или отпуск, помогают уменьшить эти проблемы за счет снижения внутренних напряжений и минимизации потенциальных деформаций во время или после азотирования.
Понимание проблем и применение эффективных стратегий могут повысить надежность и эффективность азотирования — это похоже на приготовление сложного блюда; практика и внимание облегчают задачу.
Перед азотированием пресс-форму необходимо очистить.Истинный
Очистка удаляет загрязнения, такие как масло и ржавчина, обеспечивая эффективное азотирование.
Быстрое охлаждение всегда снижает напряжение в форме.ЛОЖЬ
Быстрое охлаждение может увеличить напряжение, что может привести к деформации или растрескиванию.
Заключение
Азотирование повышает долговечность формы за счет упрочнения поверхности, снижения износа и трения, а также повышения усталостной прочности за счет точного многоэтапного процесса, включающего нагрев, воздействие газа и охлаждение.
-
Понять, как проверка пресс-формы предотвращает появление дефектов после азотирования. ↩
-
Исследует, как каждый шаг влияет на производительность материала. ↩
-
Узнайте, как проверка внешнего вида предотвращает дефекты азотирования. ↩
-
Узнайте, почему ультразвуковая очистка имеет решающее значение для подготовки пресс-формы. ↩
-
Узнайте, как цементация меняет свойства поверхности и сердцевины. ↩
-
Узнайте, почему индукционная закалка подходит для изделий сложной геометрии. ↩
-
Изучите подробное сравнение различных видов обработки поверхности. ↩
-
Узнайте, как пескоструйная очистка улучшает подготовку поверхности к азотированию. ↩
-
Узнайте, какие материалы лучше всего подходят для азотирования для достижения оптимальных результатов. ↩




