
Литье под давлением — краеугольный камень современного производства, известный своей способностью производить точные, высококачественные пластиковые детали в больших объемах. Среди множества применений, изготовление пресс-форм для кнопок выделяется благодаря спросу на прочные и качественные кнопки в таких отраслях, как мода, электроника и автомобилестроение. В этой статье мы подробно рассмотрим увлекательный процесс изготовления пресс-форм для кнопок машине¹ , предлагая полезную информацию как для начинающих, так и для опытных специалистов.
Литейные машины создают формы для пуговиц путем расплавления пластика, впрыскивания его в точно спроектированную форму, охлаждения для придания формы пуговице и извлечения готового изделия, что делает их идеальными для крупносерийного производства качественных и долговечных пуговиц.
Понимание этого процесса может помочь производителям оптимизировать производство, выбрать подходящие материалы и разработать эффективные пресс-формы. Давайте шаг за шагом рассмотрим путь от сырого пластика до готовой кнопки.
Литье под давлением — наиболее экономически выгодный метод производства пресс-форм для пуговиц в больших количествах.Истинный
Данный процесс позволяет осуществлять крупномасштабное производство с минимальными потерями материалов и стабильным качеством, что снижает общие затраты.
Литье под давлением можно использовать только для изготовления простых кнопок.ЛОЖЬ
Современные конструкции пресс-форм и технологии позволяют создавать кнопки сложной формы и с различными элементами.
- 1. Что такое литье под давлением и как оно работает при изготовлении пресс-форм для пуговиц?
- 2. Каковы типичные области применения пресс-форм для изготовления кнопок методом литья под давлением?
- 3. Чем отличается литье под давлением от других методов изготовления форм для пуговиц?
- 4. Каков полный рабочий процесс литья под давлением для изготовления пресс-форм для кнопок?
- 5. Как различные материалы влияют на процесс литья под давлением при изготовлении пресс-форм для пуговиц?
- 6. Какие ключевые конструктивные особенности следует учитывать при изготовлении пресс-форм для пуговиц в литье под давлением?
- 7. Какие технологии используются в процессе литья под давлением для изготовления пресс-форм для кнопок?
- 8. Заключение
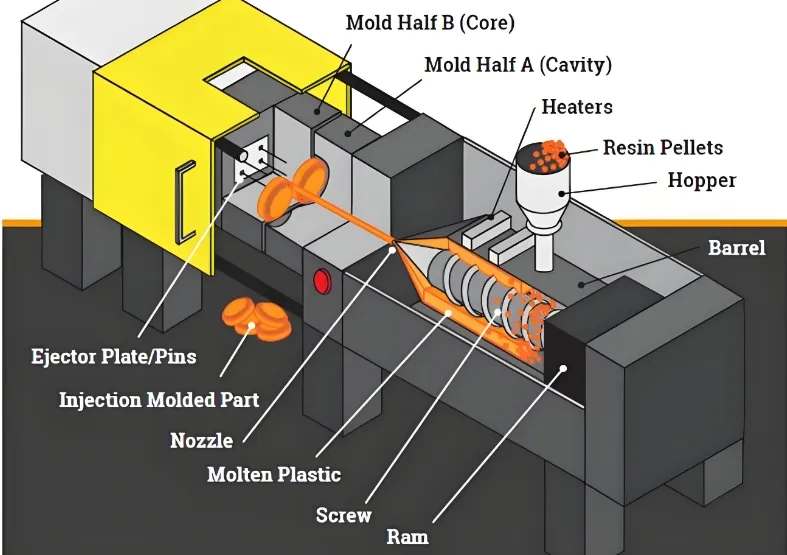
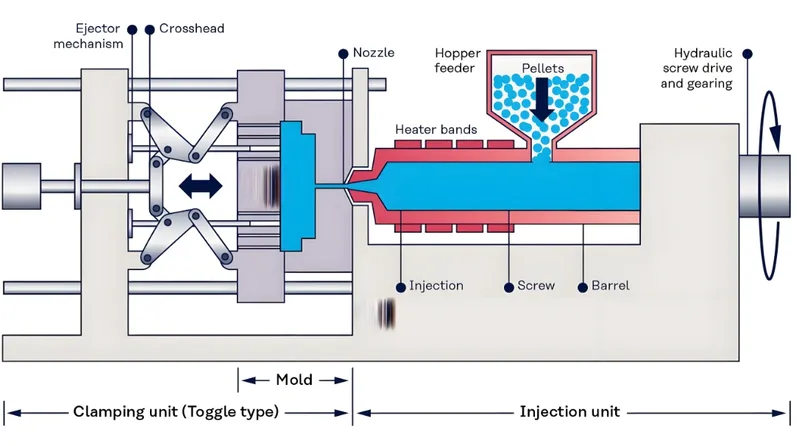
Литье под давлением — это технология производства, при которой расплавленный пластик впрыскивается в полость пресс-формы, охлаждается и затвердевает, принимая определенную форму. Для изготовления пресс-форм для пуговиц этот метод является превосходным благодаря своей точности и эффективности, позволяя получать однородные пуговицы для различных применений.
формирования кнопки и извлечение готового изделия, что обеспечивает точность и эффективность при массовом производстве³ .
| Аспект | Подробности |
|---|---|
| Процесс | Плавление пластика, впрыскивание в форму, охлаждение и извлечение кнопки. |
| Материалы | К распространенным видам пластмасс относятся АБС-пластик, полипропилен (ПП) и поликарбонат (ПК). |
| Приложения | Используется в одежде, электронике, автомобилестроении и других отраслях для изготовления прочных кнопок. |
Основные принципы литья под давлением
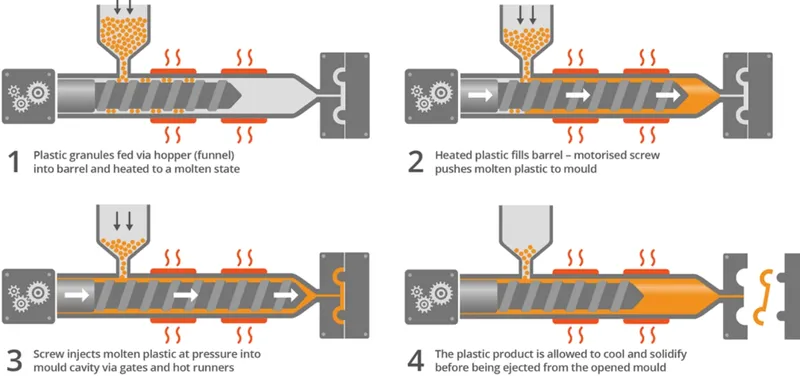
Процесс разворачивается в четыре ключевых этапа:
-
Зажим : Пресс-форма надежно закрывается зажимным устройством станка.
-
Впрыск : Пластиковые гранулы расплавляются и впрыскиваются в форму под высоким давлением.
-
Охлаждение : Пластик остывает и затвердевает, принимая форму кнопки.
-
Выталкивание : Форма открывается, и готовая пуговица выталкивается.
Этот цикл быстрый и повторяемый, что делает его идеальным для массового производства кнопок.

Классификация литья под давлением для изготовления пресс-форм для пуговиц
Технология литья под давлением различается в зависимости от типа пресс-формы, материала и области применения:
| Классификация | Подробности |
|---|---|
| По типу пресс-формы | Одногнездные для небольших партий; многогнездные для крупносерийного производства. |
| По материалу | Термопласты, такие как ABS, PP и PC 4 , часто используются для изготовления кнопок. |
| По заявлению | Пуговицы для одежды, электроники, автомобилей и декоративных изделий. |
Эти классификации помогают производителям адаптировать процесс к своим потребностям.
Многогнездные пресс-формы повышают эффективность производства при изготовлении пресс-форм для пуговиц.Истинный
Они позволяют производить несколько кнопок за один цикл, сокращая время производства.
Литье под давлением подходит только для пластмассовых материалов.ЛОЖЬ
Хотя в основном используются пластмассы, при наличии соответствующих модификаций этот процесс позволяет обрабатывать также металлы и другие материалы.
Благодаря своей точности и долговечности, пресс-формы для литьевых форм кнопок используются в самых разных отраслях промышленности.
Типичные области применения включают застежки для одежды, кнопки электронных устройств, элементы управления в автомобилях⁵ и декоративные кнопки, где ключевыми факторами являются прочность и надежность.

Швейная промышленность
Пуговицы для рубашек, курток и другой одежды часто изготавливаются методом литья под давлением из гибких и прочных материалов, таких как полипропилен (ПП).
Автомобильная промышленность
В переключателях и элементах управления на приборной панели используются кнопки из поликарбоната (ПК) благодаря их термостойкости и прочности.

Электронная промышленность
Кнопки на клавиатурах и пультах дистанционного управления выигрывают от ударопрочности и гладкой поверхности ABS-пластика.
Декоративные применения
Изящные, высококачественные декоративные пуговицы для одежды и аксессуаров демонстрируют универсальность этого процесса.
Кнопки, изготовленные методом литья под давлением, используются только в недорогих изделиях.ЛОЖЬ
Благодаря своей точности, они также используются в товарах премиум-класса, таких как элитная одежда и электроника.
Литье под давлением является предпочтительным методом производства пуговиц в швейной промышленности.Истинный
Это обеспечивает высокую точность и стабильность, необходимые для застежек на одежде.
Литье под давлением — не единственный способ изготовления : 3D-печать⁶ и литье⁷ также позволяют создавать формы для кнопок. У каждого метода есть свои преимущества и недостатки.

Литье под давлением отлично подходит для крупносерийного производства с гарантированным качеством, 3D-печать — для прототипирования, а литье — для небольших партий с мелкими деталями.
| Метод | Плюсы | Минусы |
|---|---|---|
| Литье под давлением | Высокая точность, экономичность при больших объемах производства, стабильное качество. | Высокая первоначальная стоимость пресс-формы, длительное время на подготовку. |
| 3D-печать | Удобен для прототипирования, позволяет быстро вносить изменения в дизайн, подходит для небольших партий. | Для увеличения объема и видимости линий слоев требуется более медленная скорость. |
| Кастинг | Идеально подходит для мелкосерийного производства, сложных деталей и высококачественной обработки поверхности при прототипировании. | Менее точный вариант для больших объемов данных и сложных конфигураций. |
Когда следует выбирать литье под давлением
Выбирайте литье под давлением, когда:
- Вам необходимо крупномасштабное производство.
-
Точность и последовательность не подлежат обсуждению.
-
Проект завершен.
Когда следует выбирать альтернативы
-
3D-печать : отлично подходит для прототипирования или небольших партий с частыми изменениями дизайна.
-
Литье : Лучше всего подходит для небольших партий, требующих детальной обработки поверхности.
Литье под давлением обеспечивает наилучшую экономическую эффективность при крупномасштабном производстве кнопок.Истинный
Это позволяет минимизировать отходы и ускорить производство, снижая себестоимость единицы продукции.
Литье под давлением всегда является самым быстрым методом изготовления пресс-форм для пуговиц.ЛОЖЬ
Для небольших партий или прототипов 3D-печать или литье могут быть быстрее благодаря сокращению времени на подготовку.
Процесс литья под давлением 8 для изготовления пресс-форм для кнопок представляет собой точную последовательность этапов, каждый из которых регулируется критическими параметрами.
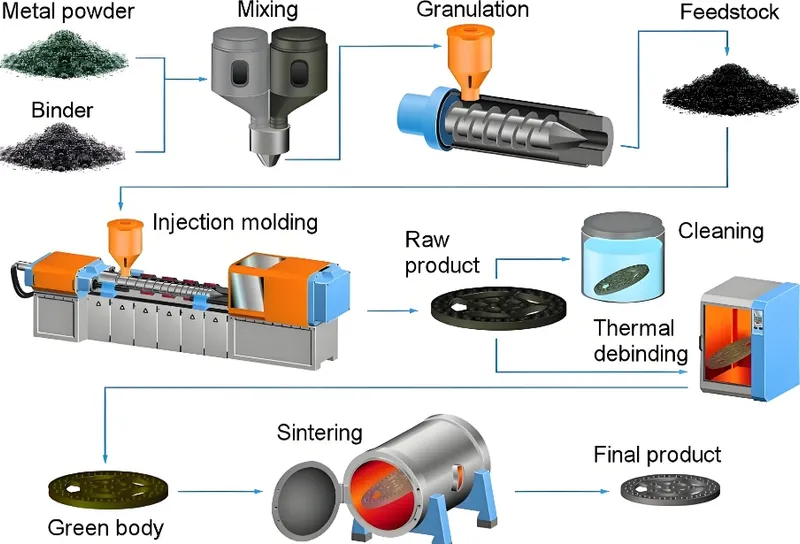
Технологический процесс включает в себя создание пресс-формы, подачу материала, плавление и впрыскивание, охлаждение и затвердевание, а также извлечение, при строгом контроле температуры, давления и времени.
| Этап | Описание | Ключевые параметры/соображения |
|---|---|---|
| Создание пресс-формы9 | Разработать и изготовить на станке пресс-форму (обычно из стали), соответствующую форме кнопки. | Сталь для долговечности; алюминий для меньших объемов производства. |
| Подача материала | В бункер следует подавать пластиковые гранулы (например, АБС-пластик, полипропилен). | Выбор материала влияет на текучесть и усадку. |
| Плавление и впрыск | Расплавьте пластик и впрысните его в форму под высоким давлением. | Температура 10° (например, ABS ~200–240°C); давление обеспечивает детализацию. |
| Охлаждение и затвердевание11 | Охладите пластик внутри формы, чтобы он затвердел. | Время охлаждения (20–60 секунд) влияет на качество и время цикла. |
| Выброс | Откройте форму и извлеките кнопку вместе со штифтами. | Углы наклона (1–2°) облегчают катапультирование. |
Ключевые параметры
-
Температура : варьируется в зависимости от материала (например, ПП ~160–180°C, ПК ~280–320°C).
-
Давление : Обеспечивает полное заполнение формы, что крайне важно для сложных конструкций.
-
Время охлаждения : баланс между скоростью и качеством — слишком короткое время приводит к дефектам.
Этап изготовления пресс-формы — самая трудоемкая часть процесса.Истинный
Разработка и изготовление прецизионной пресс-формы занимает значительное время, особенно для сложных кнопок.
Время охлаждения не влияет на качество кнопок.ЛОЖЬ
Правильное охлаждение предотвращает деформацию и обеспечивает сохранение формы.
Выбор материала определяет процесс и свойства готовой кнопки.

Для изготовления изделий обычно выбирают такие материалы, как ABS, PP и PC, из-за их прочности, гибкости и термостойкости, при этом каждый из них требует специфических условий обработки.
| Материал | Характеристики | Вопросы обработки |
|---|---|---|
| АБС12 | Высокая ударопрочность, долговечность. | Плавится при температуре ~200–240 °C, склонен к усадке, если не охлаждается должным образом. |
| ПП13 | Гибкий, идеально подходит для пуговиц на одежде. | Плавится при температуре ~160–180 °C, более высокая усадка требует корректировки формы. |
| ПК14 | Термостойкий, прочный, подходит для электроники. | Плавится при температуре ~280–320 °C, энергоемкий процесс обработки. |
Материальное воздействие
-
ABS : Идеально подходит для прочных кнопок, но требует точного охлаждения.
-
ПП : Гибкий и экономически эффективный, хотя необходимо контролировать потери.
-
Поликарбонат (ПК) : Прочный и термостойкий, но требует больше энергии.
Выбор материала влияет на стоимость и эффективность процесса.Истинный
Материалы с более высокими температурами плавления или особыми требованиями увеличивают энергопотребление и требования к оборудованию.
В литье под давлением все виды пластмасс взаимозаменяемы.ЛОЖЬ
Для каждого вида пластика требуются уникальные технологические процессы, поэтому выбор имеет решающее значение.
Эффективная конструкция пресс-формы обеспечивает качество и эффективность.
Ключевые моменты, которые необходимо учитывать, включают равномерную толщину стенок, углы тяги и расположение затвора/вентиляционного отверстия для плавного выброса и получения кнопок без дефектов.
Контрольный список проектирования
| Элемент дизайна | Рекомендация | Примечания |
|---|---|---|
| Толщина стенки | Обеспечьте равномерное распределение (1–2 мм). | Предотвращает деформацию и неравномерное охлаждение. |
| Углы тяги | Используйте угол 1–2° для облегчения выброса. | Уменьшает повреждения при демонтаже. |
| Размещение ворот | Расположение для равномерного заполнения. | Предотвращает образование воздушных ловушек и неполное заполнение. |
| Размещение вентиляционных отверстий | Обеспечьте вентиляцию, чтобы избежать образования воздушных пробок. | Незаменим для детального проектирования. |
| Допуск на усадку | Отрегулируйте форму с учетом усадки материала (например, полипропилена ~1–2%). | Обеспечивает точность окончательных размеров. |
Руководство по выбору процесса
-
Нужны большие объемы производства? Используйте литье под давлением.
-
Создание прототипов? Попробуйте 3D-печать.
-
Сложные, мелкие участки? Попробуйте заброс.
Правильное размещение ворот и вентиляционных отверстий снижает количество дефектов.Истинный
Это обеспечивает бесперебойный поток и предотвращает образование воздушных пробок, улучшая качество.
Равномерная толщина стенок не имеет значения.ЛОЖЬ
Это предотвращает такие дефекты, как усадочные раковины и деформация.
Литье под давлением связано с сетью технологий, расположенных выше и ниже по технологической цепочке.

К смежным технологиям относятся проектирование пресс-форм и механическая обработка (начальный этап), а также сборка или отделка (последующий этап), что обеспечивает бесперебойный рабочий процесс.
| Технологии | Роль | Влияние |
|---|---|---|
| Проектирование пресс-форм | Точная конструкция полости. | Обеспечивает корректное отображение функций кнопок. |
| Обработка на станках с ЧПУ | Изготовление пресс-форм из стали. | Обеспечивает долговечность при больших объемах производства. |
| Сборка | Прикрепление кнопок к товарам. | Завершает производство. |
| Завершение | Покраска или покрытие пуговиц. | Улучшает внешний вид и функциональность. |
Добыча и переработка
-
На начальном этапе : проектирование пресс-форм (с помощью САПР) и обработка на станках с ЧПУ создают необходимые условия.
-
Последующий этап : сборка и окончательная обработка, полировка изделия.
Проектирование пресс-форм является важнейшей технологией на начальном этапе производства.Истинный
Это напрямую влияет на точность и согласованность нажатия кнопок.
Процессы финишной обработки не требуются.ЛОЖЬ
Они улучшают эстетику и функциональность, особенно для продукции премиум-класса.
Заключение
Литье под давлением превращает сырой пластик в точные и прочные формы для изготовления кнопок с непревзойденной эффективностью. От выбора материала до проектирования пресс-формы и контроля процесса — каждый этап имеет значение для обеспечения высокого качества кнопок для самых разных применений.
-
Изучите тонкости создания пресс-форм для пуговиц методом литья под давлением, расширив свои знания об этом важнейшем производственном процессе. ↩
-
Перейдите по этой ссылке, чтобы глубже понять технологию литья под давлением, ее процессы и значение в производстве. ↩
-
Узнайте о преимуществах массового производства, включая эффективность и экономичность, которые имеют решающее значение для современного производства. ↩
-
Изучение областей применения этих термопластов может дать представление об их важности в современном производстве и дизайне продукции. ↩
-
Изучение автомобильных систем управления может расширить ваши знания об их роли в функциональности и безопасности транспортного средства. ↩
-
Узнайте, как 3D-печать обеспечивает гибкость и быстрое прототипирование, делая ее ценной альтернативой традиционным методам. ↩
-
Узнайте о преимуществах литья для мелкосерийного производства и сложных конструкций, идеально подходящих для создания детализированных прототипов. ↩
-
Понимание процесса литья под давлением имеет решающее значение для оптимизации эффективности производства и качества продукции. ↩
-
Понимание процесса создания пресс-форм имеет решающее значение для оптимизации проектирования и повышения эффективности производства в пластмассовой промышленности. ↩
-
Контроль температуры имеет решающее значение для достижения желаемых свойств формованных изделий; узнайте больше, чтобы улучшить свой производственный процесс. ↩
-
Изучение этой темы может помочь улучшить качество продукции и уменьшить количество дефектов в деталях, изготовленных методом литья под давлением. ↩
-
Перейдите по этой ссылке, чтобы узнать об уникальных свойствах ABS-пластика и особенностях его обработки, которые имеют решающее значение для изготовления прочных кнопок. ↩
-
Узнайте о гибкости и экономичности полипропилена, что крайне важно для разработки функциональных пуговиц для одежды. ↩
-
Узнайте, почему поликарбонат предпочтительнее для электроники, и какие энергетические аспекты следует учитывать при его обработке. ↩





