

Você já sentiu a frustração de injeções incompletas interrompendo seu fluxo de trabalho? É um problema comum na moldagem por injeção, mas felizmente, existem maneiras comprovadas de resolvê-lo.
Para corrigir falhas na moldagem por injeção, avalie a taxa de fluxo de fusão (MFR) do plástico, melhore o projeto do molde e ajuste as configurações do processo de moldagem para obter resultados eficazes.
Lembro-me da primeira vez que me deparei com injeções incompletas — foi um pesadelo de tentativas e erros. À medida que me aprofundava no assunto, percebi a importância de compreender os materiais. Por exemplo, ajustar a taxa de fluidez ou mesmo substituir materiais por outros com uma taxa de fluidez pode fazer toda a diferença. E não podemos esquecer da otimização do projeto do molde. Aumentar o diâmetro do ponto de injeção e aprimorar os sistemas de canais de alimentação foram fatores decisivos para mim. Além disso, experimentar com a pressão de injeção e a temperatura do molde me deu o controle necessário para minimizar defeitos. Essa jornada me ensinou que, às vezes, um pequeno ajuste aqui e ali pode levar a grandes melhorias na eficiência da produção.
A otimização do projeto do molde reduz a quantidade de peças incompletas.Verdadeiro
O design aprimorado do molde garante o preenchimento completo da cavidade.
Ignorar a taxa de fluxo de fusão resolve o problema de injeções incompletas.Falso
A taxa de fluidez do material fundido afeta a eficiência com que o plástico preenche o molde.

- 1. Como as propriedades do material plástico afetam os disparos curtos?
- 2. Como as alterações no projeto do molde podem prevenir falhas na injeção?
- 3. Como os parâmetros do processo de moldagem por injeção podem ser otimizados?
- 4. Por que o controle da temperatura do molde é crucial para evitar falhas na injeção?
- 5. Como os aditivos melhoram o fluxo de materiais?
- 6. Conclusão
Como as propriedades do material plástico afetam os disparos curtos?
Já se perguntou por que alguns moldes de injeção simplesmente não se preenchem corretamente? Vamos explorar como as propriedades dos materiais plásticos podem determinar o sucesso ou o fracasso do seu processo de moldagem.
As propriedades dos materiais plásticos, como a taxa de fluidez e a sensibilidade à temperatura, são cruciais para evitar falhas na moldagem por injeção. Uma alta taxa de fluidez e um controle preciso da temperatura melhoram o fluxo do plástico, minimizando defeitos.

Taxa de Fluxo de Fusão (MFR)
Pense na taxa de fluidez (MFRbaixa MFR é como xarope frio; não flui bem, causando aquelas falhas irritantes. Já passei por muitas frustrações com materiais que simplesmente não cooperavam. Imagine a cena: trabalhando até tarde da noite tentando melhorar a fluidez de um compósito teimoso, seja trocando para uma com MFR ou ajustando seu pré-tratamento, como a secagem.
O índice de fluidez (MFR, na sigla em inglês) é um fator crucial para determinar a capacidade de um material fluir durante o processo de moldagem por injeção¹.baixo MFR indica fluxo deficiente, resultando em injeções incompletas. Por exemplo, compósitos com alta carga de enchimento geralmente apresentam um MFR. Considere substituí-los por materiais com MFR ou realizar um pré-tratamento com métodos de secagem para melhorar o fluxo.
Sensibilidade à temperatura
Já reparou como alguns plásticos se comportam como divas, exigindo a temperatura exata para funcionar corretamente? O policarbonato, por exemplo, precisa ser tratado com altas temperaturas para evitar aquelas falhas indesejáveis. Lembro-me de um projeto em que tivemos que monitorar meticulosamente as temperaturas, garantindo que permanecessem dentro da faixa ideal, como se estivéssemos assando um suflê perfeito.
Certos plásticos, como o policarbonato (PC), exigem faixas de temperatura específicas para uma fluidez ideal. O controle inadequado da temperatura pode resultar em injeções incompletas. Garantir que o material permaneça dentro da faixa de temperatura de processamento é crucial para manter suas propriedades de fluxo.
| Material | Temperatura ideal |
|---|---|
| Policarbonato | Alto |
| Poliestireno | 30°C a 50°C |
Otimização da formulação de materiais
Adicionar lubrificantes ou plastificantes é como dar ao seu material um tratamento de spa — melhorando sua fluidez. Certa vez, experimentei com poliformaldeído (POM), adicionando a quantidade exata de lubrificante para facilitar sua fusão em cada canto e recanto. Mas cuidado, o excesso de cuidado pode alterar outras características cruciais.
Aprimorar a formulação adicionando lubrificantes ou plastificantes pode melhorar a fluidez. Por exemplo, adicionar lubrificantes ao poliformaldeído (POM) reduz sua viscosidade de fusão, facilitando o preenchimento de cavidades e diminuindo a quantidade de material incompleto. No entanto, o excesso de aditivos pode afetar negativamente outras propriedades do produto.
Aplicações práticas
No mundo real, tudo se resume ao equilíbrio — como andar na corda bamba. Aumentar a velocidade de injeção ajudou em alguns casos, mas trouxe desafios como a ejeção do material fundido. Da mesma forma, pressões de injeção mais altas preencheram melhor as cavidades, mas apresentaram o risco de criar bordas soltas.
Na prática, ajustar essas propriedades exige um equilíbrio delicado. Por exemplo, aumentar a velocidade de injeçãoem 2 vezes pode ajudar, mas é crucial evitar defeitos como a ejeção do material fundido. Da mesma forma, uma pressão de injeção mais alta pode facilitar o preenchimento da cavidade, mas pode causar outros problemas, como rebarbas.
Gerenciar esses fatores de forma eficaz pode transformar sua linha de produção, reduzindo falhas na injeção e aprimorando a qualidade do produto. É como dominar uma dança complexa, onde cada passo importa. Ao entender e ajustar cada aspecto, você pode otimizar verdadeiramente seu processo de moldagem por injeção, garantindo que seus produtos saiam perfeitos sempre.
Baixa resistência à flexão (MFR) em plásticos resulta em mais disparos curtos.Verdadeiro
Um MFR baixo indica fluxo insuficiente, aumentando a probabilidade de injeções curtas.
A adição de lubrificantes ao POM aumenta sua viscosidade em estado fundido.Falso
Os lubrificantes reduzem a viscosidade da massa fundida, melhorando a fluidez e reduzindo as falhas de injeção.
Como as alterações no projeto do molde podem prevenir falhas na injeção?
Já se sentiu frustrado ao lidar com preenchimentos incompletos do molde? Eu também já passei por isso, mas não se preocupe — tenho algumas dicas práticas para compartilhar que podem ajudar a evitar esses problemas incômodos de preenchimento incompleto no seu processo de moldagem por injeção.
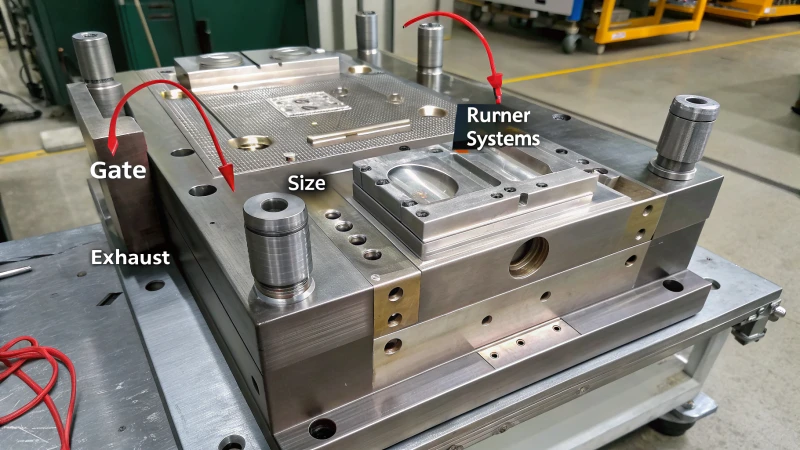
Evite injeções incompletas ajustando o tamanho e a localização do ponto de injeção, aprimorando os sistemas de canais de distribuição e refinando o projeto de exaustão do molde para melhorar o fluxo de plástico e reduzir o preenchimento incompleto.
Entendendo o Papel do Projeto de Portões
Otimização do tamanho da porta:
Lembro-me da primeira vez que percebi o impacto do tamanho do ponto de injeção. Foi como abrir uma comporta — literalmente! Ao aumentar o ponto de injeção de 0,5 mm para 0,8 mm, notei uma melhora drástica no fluxo. É como dar ao plástico derretido uma via expressa.
| Parâmetro de porta | Antes | Depois |
|---|---|---|
| Tamanho (mm) | 0.5 | 0.8 |
Ajuste da localização do portão:
Já tentou encher uma garrafa com um gargalo estreito? É essa a sensação quando as comportas estão mal posicionadas. Aprendi a colocar as comportas perto de seções de paredes finas para garantir um fluxo uniforme, especialmente em formatos complexos.
Aprimorando os sistemas de corredores
Aumento do diâmetro do corredor:
Certa vez, tive dificuldades com um molde teimoso, e descobri que simplesmente aumentar o diâmetro do canal de injeção de 4 mm para 6 mm fez toda a diferença. É como trocar uma mangueira de jardim por uma mangueira de incêndio — o fluxo fica mais suave e rápido.
Polimento de superfície:
Polir os canais de alimentação pode parecer tedioso, mas acredite, vale a pena. Superfícies lisas reduzem o atrito, fazendo com que o metal fundido flua como uma máquina bem lubrificada — especialmente em sistemas de canais quentes.
Aprimorando o projeto de exaustão de moldes
Implementação de slots de exaustão:
Já perdi a conta de quantas vezes vi o ar preso nos moldes causar estragos. Adicionar ranhuras de exaustão, como uma ranhura de 0,02 a 0,05 mm nas superfícies de separação, permite que o ar escape de forma eficiente. É como dar ao seu molde uma lufada de ar fresco.
| Recurso de escapamento | Descrição |
|---|---|
| Profundidade da ranhura (mm) | 0.02 – 0.05 |
| Colocação | superfície de separação |
| Considerações sobre o material | Aço permeável ao ar |
Aspectos materiais:
Compreender as propriedades dos materiaisfundamental . Certa vez, troquei um material com baixo índice de fluidez por um com maior fluidez e a diferença no preenchimento do molde foi gritante.
Processo de Moldagem por Injeção:
Equilibrar a pressão de injeçãoexcessiva pode causar defeitos, enquanto pressão insuficiente não preenche a cavidade. Encontrar esse ponto ideal é crucial.
Controle de temperatura do molde:
Para materiais como o PS, aumentar a temperatura do molde de 30°C para 50°C fez maravilhas para mim, melhorando o fluxo do material fundido e reduzindo drasticamente as falhas de injeção.
Ao abordar esses elementos estrategicamente, você pode minimizar efetivamente as falhas de injeção em seus processos de moldagem por injeção, assim como eu fiz na minha trajetória.
Aumentar o tamanho do portão reduz os tiros curtos.Verdadeiro
Portões maiores melhoram o fluxo de plástico, diminuindo os riscos de injeção incompleta.
Canais de distribuição mais espessos aumentam a resistência ao derretimento.Falso
Canais de distribuição mais espessos reduzem a resistência, melhorando a distribuição do material fundido.
Como os parâmetros do processo de moldagem por injeção podem ser otimizados?
Já se perguntou por que alguns produtos saem perfeitos enquanto outros apresentam defeitos irritantes? Eu já passei por isso, e ajustar as configurações de moldagem por injeção pode fazer maravilhas!
Para otimizar a moldagem por injeção, ajuste a taxa de fluxo do material fundido, o tamanho do ponto de injeção e a velocidade de injeção, concentrando-se nas propriedades do material e no projeto do molde para melhorar a qualidade e a eficiência do produto.

Compreendendo as propriedades dos materiais
Nos meus primeiros tempos trabalhando com moldagem por injeção, aprendi da maneira mais difícil que conhecer as propriedades do materiala fundo é crucial. Certa vez, eu estava trabalhando com um material compósito e constantemente enfrentava problemas com injeções incompletas. Descobri que o índice de fluidez (MFR) estava muito baixo. Depois de pesquisar e experimentar, descobri que o pré-tratamento do material — como a secagem — podia fazer toda a diferença, especialmente para materiais sensíveis à umidade, como o náilon.
A sensibilidade à temperatura é outro aspecto ao qual presto muita atenção. Percebi que materiais como o policarbonato precisam de temperaturas mais altas para fluir suavemente; caso contrário, o preenchimento fica incompleto. São essas nuances que me mantêm alerta, lembrando-me constantemente de permanecer dentro da faixa de temperatura ideal.
Ajuste fino do design do molde
Projeto de portão
- Tamanho e localização: Aumente o tamanho da comporta se ela for muito pequena para evitar fluxo insuficiente. Posicionar a comporta estrategicamente também é fundamental; neste caso, colocá-la perto das seções mais estreitas fez toda a diferença.
Sistema de Corredor
- Diâmetro e Qualidade da Superfície: Otimizar o sistema de canais de alimentação pode ser como ajustar um motor. Descobri que canais mais espessos podem reduzir drasticamente a resistência, permitindo um fluxo de metal fundido mais suave. Polir esses canais ajuda ainda mais, minimizando o atrito e melhorando a transferência de calor.
| Aspecto | Estratégia de Otimização |
|---|---|
| Tamanho do portão | Aumente o diâmetro para um melhor fluxo de fusão |
| Diâmetro do corredor | Use corredores mais grossos para minimizar a resistência |
| Qualidade da superfície do corredor | Polir para diminuir o atrito e melhorar a transferência de calor |
Ajustando os parâmetros do processo
Pressão e velocidade de injeção
Equilibrar a pressão e a velocidade de injeção pode parecer caminhar na corda bamba. Pressão excessiva pode causar defeitos, como rebarbas. Mas a pressão ideal ajuda a preencher essas cavidades de forma rápida e eficaz. Lembro-me de quando aumentamos a pressão de 50 MPa para 70 MPa em um projeto — foi angustiante ficar atento aos defeitos, mas incrivelmente gratificante quando tudo deu certo.
Controle de temperatura do molde
Aumentar a temperatura do molde mudou completamente o jogo para mim, especialmente com materiais como o poliestireno, que têm dificuldade de fluidez. É incrível como um simples ajuste de temperatura pode transformar a qualidade do preenchimento de uma cavidade, reduzindo problemas como falhas na injeção.
Importância do projeto do sistema de exaustão
Aprendi a importância de um projeto de exaustão adequado por meio de tentativas e erros. Sem ventilação adequada, o aprisionamento de ar pode causar grandes problemas. A implementação de aberturas de exaustão ou o uso de materiais permeáveis ao ar em locais estratégicos garante um fluxo de ar contínuo durante o de moldagem.processo
A cada projeto, descubro novas maneiras de refinar esses parâmetros, sempre buscando maior eficiência e qualidade em meus trabalhos de moldagem por injeção.
Aumentar o tamanho do ponto de injeção melhora o fluxo do material fundido na moldagem por injeção.Verdadeiro
Comportas maiores permitem uma melhor distribuição do material fundido, melhorando o fluxo.
Temperaturas mais elevadas do molde reduzem a ocorrência de falhas na injeção de poliestireno.Verdadeiro
O aumento da temperatura melhora a distribuição do material fundido, reduzindo as falhas na injeção.
Por que o controle da temperatura do molde é crucial para evitar falhas na injeção?
Imagine a frustração de investir tempo e esforço na criação de um produto apenas para descobrir que ele apresenta defeitos devido a algo tão simples quanto o controle de temperatura.
O controle da temperatura do molde é vital na moldagem por injeção para manter a fluidez do material, garantindo o preenchimento uniforme do molde e a viscosidade consistente, reduzindo assim o risco de falhas na injeção.

O papel da temperatura do molde na fluidez do material
Lembro-me dos primeiros tempos da minha carreira, quando negligenciei a importância da temperatura do molde. Pensava que era apenas um detalhe insignificante. Como eu estava enganado! Rapidamente aprendi que a temperatura do molde afeta a fluidez do material. Quando está ideal, materiais como o poliestireno deslizam sem esforço por todos os cantos e recantos do molde, minimizando falhas na injeção.
Por exemplo, quando aumentei a temperatura do molde de 30°C para 50°C em um projeto, a melhoria na fluidez foi notável, quase como da água para o vinho. Esse pequeno ajuste fez uma grande diferença na prevenção daqueles incômodos problemas de injeçãoincompleta.
Impacto nas propriedades do material
Cada material tem suas peculiaridades, e o policarbonato é um desses materiais que precisa de um pouco mais de calor para se comportar adequadamente. Já vi como uma temperatura mais alta pode induzi-lo a fluir suavemente em formas complexas sem causar falhas na projeção.
O índice de fluidez (MFR) é outro fator a ser observado. Descobri que ajustar a temperatura do molde ou mesmo adicionar uma pequena quantidade de lubrificante pode fazer toda a diferença para materiais com baixo MFR.
Considerações sobre o projeto do molde
A temperatura não é o único fator importante. O design do ponto de injeção e os sistemas de canais de alimentação são igualmente cruciais. Aprendi desde cedo que, às vezes, é preciso dar um polimento neles ou ajustar suas dimensões para melhorar o fluxo do metal fundido.
Segue uma tabela simples que resume os aspectos do projeto:
| Aspecto de design | Recomendação |
|---|---|
| Tamanho do portão | Aumentar o diâmetro |
| Diâmetro do corredor | Superfícies polonesas |
Esses ajustes, combinados com o controle da temperatura do molde, ajudam a garantir uma distribuição eficiente da massa fundida8.
Dicas práticas para otimizar a temperatura do molde
Pela minha experiência, usar controladores de temperatura para moldes faz toda a diferença. Eles mantêm as temperaturas estáveis, garantindo que tudo funcione perfeitamente. Também fico de olho em fatores ambientais que possam afetar as temperaturas.
Compreender esses elementos me ajudou a reduzir defeitos e aprimorar a qualidade do produto. Costumo recomendar explorar diferentes opções de controladores de temperatura de moldespara obter melhores resultados.
O aumento da temperatura do molde melhora a fluidez do material.Verdadeiro
Temperaturas mais elevadas do molde diminuem a viscosidade do plástico, melhorando a fluidez.
O policarbonato requer temperaturas de molde mais baixas para uma boa fluidez.Falso
O policarbonato precisa de temperaturas mais elevadas para atingir a fluidez adequada.
Como os aditivos melhoram o fluxo de materiais?
Os aditivos podem ser o ingrediente secreto na fabricação, transformando um potencial problema em algo tranquilo.
Os aditivos melhoram o fluxo do material, reduzindo a viscosidade, aumentando a estabilidade térmica e facilitando a desmoldagem, otimizando a eficiência da fabricação e garantindo alta qualidade do produto.

Entendendo os aditivos no processamento de materiais
Lembro-me de quando me deparei pela primeira vez com o mundo da manufatura, maravilhado com as linhas de montagem. Era como uma máquina gigante e bem lubrificada, e os aditivos eram os heróis anônimos nos bastidores. Eles ajustam as propriedades dos materiais para facilitar o processamento. Por exemplo, ao reduzir a viscosidade,tornam os materiais mais fáceis de manusear, especialmente em processos tão complexos quanto a moldagem por injeção.
Tipos de aditivos e suas funções
Quando comecei a aprender sobre aditivos, tive a sensação de ter descoberto uma caixa de ferramentas com infinitas possibilidades:
- Lubrificantes: Pense neles como o óleo do motor do seu carro. Eles minimizam o atrito, garantindo um fluxo de material mais suave.
- Plastificantes: Esses agentes são como ioga para materiais — aumentam a flexibilidade para ajudar as coisas a se moverem com mais fluidez.
- Estabilizadores térmicos: Mantêm tudo estável, mesmo com flutuações de temperatura.
| Tipo aditivo | Função principal |
|---|---|
| Lubrificantes | Reduzir o atrito |
| Plastificantes | Aumentar a flexibilidade |
| Estabilizadores | Manter a estabilidade térmica |
Influência nos aspectos do material plástico
Em plásticos, conhecer o índice de fluidez (MFR) é fundamental. Lembro-me da primeira vez que percebi sua importância; foi como desbloquear um novo nível de compreensão da ciência dos materiais. Se o MFR for muito baixo, os materiais podem não fluir adequadamente, causando problemas como falhas na injeção. Lubrificantes em poliformaldeído11 podem fazer maravilhas, reduzindo a viscosidade da massa fundida.
Considerações sobre o projeto do molde
Um projeto de molde adequado é como preparar o palco para uma apresentação. Ele complementa perfeitamente o uso da manufatura aditiva, garantindo que os materiais fluam sem problemas para cada canto e recanto. Pequenos ajustes, como aumentar o tamanho do ponto de injeção ou otimizar sua localização, podem evitar defeitos.
Aplicações práticas na indústria
Trabalhar em indústrias que fabricam componentes plásticos complexos é como ser um artista com uma paleta de materiais. Com a combinação certa de design de molde e aditivos como plastificantes12, a produção torna-se eficiente e a qualidade atinge níveis altíssimos.
O equilíbrio entre o uso de aditivos e as modificações de processo garante que os materiais mantenham sua integridade enquanto fluem suavemente pelas linhas de produção. Esse conhecimento é indispensável para profissionais como Jacky, do nosso público-alvo: designers de produto e engenheiros na área de manufatura. Explorar como diferentes aditivos impactam o processamento¹³oferece uma compreensão mais profunda de suas diversas aplicações.
Os lubrificantes reduzem o atrito no processamento de materiais.Verdadeiro
Os lubrificantes são aditivos que reduzem o atrito, auxiliando em um fluxo de material mais suave.
Os plastificantes diminuem a flexibilidade dos materiais.Falso
Os plastificantes aumentam a flexibilidade, melhorando o fluxo de materiais no processamento.
Conclusão
Este artigo explora soluções eficazes para prevenir falhas na moldagem por injeção, otimizando as propriedades do material, o projeto do molde e os parâmetros de processamento para melhorar a qualidade e a eficiência do produto.
-
Este link explica a importância da taxa de fluxo de fusão nos processos de moldagem, oferecendo informações sobre como otimizar o fluxo de material. ↩
-
Descubra como ajustar a velocidade de injeção pode reduzir falhas na injeção, mantendo a qualidade do produto, através deste link. ↩
-
Compreender como o MFR afeta o fluxo de materiais pode orientá-lo na seleção ou no tratamento de materiais para um melhor desempenho. ↩
-
Saber como ajustar a pressão ajuda a garantir o preenchimento completo do molde sem causar outros defeitos. ↩
-
Compreender as propriedades dos materiais ajuda na escolha de materiais adequados e na otimização do seu desempenho nos processos de moldagem. ↩
-
Um projeto de exaustão adequado garante a expulsão eficiente do ar, reduzindo defeitos e melhorando a qualidade do produto. ↩
-
Aprenda sobre a relação entre a temperatura do molde e as falhas de injeção para otimizar seu processo de moldagem. ↩
-
Descubra como o ajuste do tamanho do ponto de injeção pode melhorar a distribuição do material fundido e prevenir defeitos. ↩
-
Descubra os melhores controladores para manter as temperaturas ideais do molde e melhorar a qualidade do produto. ↩
-
Descubra como os aditivos reduzem efetivamente a viscosidade, melhorando o fluxo do material para um processamento mais eficiente. ↩
-
Saiba mais sobre a interação do poliformaldeído com lubrificantes para reduzir a viscosidade e melhorar o preenchimento do molde. ↩
-
Entenda como os plastificantes melhoram a flexibilidade do material, auxiliando em um processamento mais suave. ↩
-
Descubra os efeitos de diferentes aditivos nas propriedades dos materiais durante os processos de fabricação. ↩






