

A deformação em peças moldadas por injeção muitas vezes parece uma luta interminável contra a baixa qualidade.
Para solucionar problemas de empenamento em peças moldadas por injeção, os especialistas devem se concentrar no sistema de refrigeração, no projeto dos pontos de injeção e nos materiais. O sistema de refrigeração precisa funcionar bem. O posicionamento correto do ponto de injeção é crucial. A escolha do material também é fundamental. O empenamento provavelmente será reduzido dessa forma. A qualidade do produto melhora significativamente com essas medidas.
Lembro-me da minha primeira experiência com problemas de empenamento. Ver peças cuidadosamente fabricadas se deformarem era realmente frustrante. Métodos iniciais, como melhorar o resfriamento e alterar o layout dos pontos de injeção, ajudam rapidamente. Observar atentamente cada detalhe revela as pequenas diferenças que garantem um sucesso duradouro. As próximas seções explicam esses métodos com mais clareza. Elas fornecem ideias que não apenas resolvem o problema de empenamento, mas também elevam todo o seu processo de moldagem por injeção a padrões mais altos. Padrões muito altos. Elas oferecem maneiras de criar peças de alta qualidade sem empenamento.
A otimização do sistema de refrigeração reduz a deformação em peças moldadas.Verdadeiro
O resfriamento eficiente minimiza a contração diferencial, reduzindo a deformação.
A utilização de qualquer material resolve os defeitos de empenamento na moldagem por injeção.Falso
A seleção do material afeta as taxas de encolhimento, influenciando os resultados de empenamento.
- 1. Como a otimização do sistema de refrigeração ajuda a reduzir a deformação?
- 2. Como os ajustes no projeto do ponto de injeção podem ajudar a minimizar a deformação?
- 3. Por que o controle de temperatura é crucial no processo de moldagem por injeção?
- 4. Que escolhas de materiais podem prevenir defeitos de empenamento?
- 5. Conclusão
Como a otimização do sistema de refrigeração ajuda a reduzir a deformação?
Você conhece a frustração de receber uma peça moldada por injeção que chega torta? Eu entendo perfeitamente. A solução para acabar com esse problema está em aperfeiçoar o sistema de resfriamento.
Para solucionar o empenamento em peças moldadas por injeção, otimize o sistema de refrigeração, o projeto do ponto de injeção e a seleção de materiais. Refrigeração eficiente, posicionamento estratégico do ponto de injeção e a escolha de materiais adequados são etapas cruciais. Essas medidas ajudam a reduzir o empenamento e a melhorar significativamente a qualidade do produto.
Importância do projeto do canal de refrigeração
O projeto dos canais de refrigeração¹ afeta a velocidade de resfriamento de uma peça moldada. Canais bem projetados garantem um resfriamento uniforme, o que é essencial para minimizar o estresse térmico e evitar deformações. Para peças complexas, canais em camadas e compartimentados são vantajosos.
Para peças de paredes espessas, uma maior densidade de canais de refrigeração ou o uso de fluidos de refrigeração eficientes podem acelerar o processo. Por outro lado, peças de paredes finas exigem refrigeração controlada para evitar contração excessiva.
| Tipo de peça | Estratégia de resfriamento |
|---|---|
| De paredes espessas | Aumentar a densidade do canal |
| De paredes finas | Controle a velocidade de resfriamento |
Manutenção regular de sistemas de refrigeração
Verificações e manutenções regulares previnem problemas como obstrução ou vazamento nos canais de refrigeração. Um canal obstruído pode levar a uma refrigeração irregular, o que contribui para deformações. Inspeções e limpezas de rotina ajudam a manter o desempenho ideal.
Ajustes no projeto do portão
Ajustar o projeto do ponto de injeção é outra forma de complementar a otimização do sistema de refrigeração. Ao posicionar o ponto de injeção na seção mais espessa ou no centro geométrico, o plástico fundido preenche a cavidade de maneira mais uniforme, reduzindo os riscos de empenamento. Diferentes tipos de pontos de injeção, como pontos de pontuais ou laterais, oferecem benefícios variados dependendo da geometria da peça.
Integração do resfriamento com o controle de temperatura
A combinação de resfriamento otimizado com controle preciso de temperatura aprimora ainda mais a redução de deformações. Ao gerenciar com precisão as temperaturas do molde, os fabricantes podem controlar a cristalização em plásticos cristalinos, reduzindo as diferenças de contração volumétrica.
Impacto na eficiência da moldagem por injeção
A otimização dos sistemas de refrigeração não só mitiga a deformação, como também aumenta a eficiência da produção. Tempos de resfriamento mais rápidos significam ciclos mais curtos, resultando em maior produtividade e redução de custos. Essa otimização é crucial para a produção em larga escala³ .
Canais sobrepostos reduzem a deformação em peças complexas.Verdadeiro
Os canais em camadas garantem um resfriamento uniforme, minimizando o estresse térmico.
Peças com paredes espessas precisam de resfriamento mais lento para evitar deformações.Falso
Peças com paredes espessas requerem resfriamento mais rápido para evitar deformações.
Como os ajustes no projeto do ponto de injeção podem ajudar a minimizar a deformação?
Alterar o design do ponto de injeção na moldagem por injeção realmente melhora a qualidade do produto.
O ajuste fino do projeto do ponto de injeção na moldagem por injeção reduz a deformação. Os engenheiros escolhem o local e o tipo certos para os pontos de injeção. O posicionamento correto do ponto de injeção leva a um fluxo e resfriamento uniformes. As variações de contração diminuem. Os defeitos se tornam menos prováveis. As variações de contração realmente caem.
Importância do projeto do ponto de injeção na moldagem por injeção
Lembro-me do primeiro momento em que aprendi sobre a importância do projeto do ponto de injeção na moldagem por injeção. Foi durante uma sessão de estudos noturna quando percebi como é vital controlar o caminho do plástico fundido para dentro do molde. Um posicionamento inadequado do ponto de injeção ou tipos incorretos levam a um fluxo irregular, causando contração diferencial e deformação. Um bom projeto de ponto de injeção é fundamental; ele ajuda a manter um fluxo constante e reduz esses problemas.
Posicionamento ideal do portão
Certo dia, na fábrica, observei que posicionar o ponto de injeção na parede mais espessa ou no centro de uma peça pode resultar em uma distribuição uniforme do material fundido. Com um ponto de injeção centralizado, o material fundido flui de maneira homogênea, equilibrando a contração, o que é essencial.
| Formato da peça | Posicionamento recomendado do portão |
|---|---|
| Em forma de disco | Centro |
| Formato alongado | Ao longo de todo o comprimento |
| Formas complexas | Vários portões em pontos estratégicos |
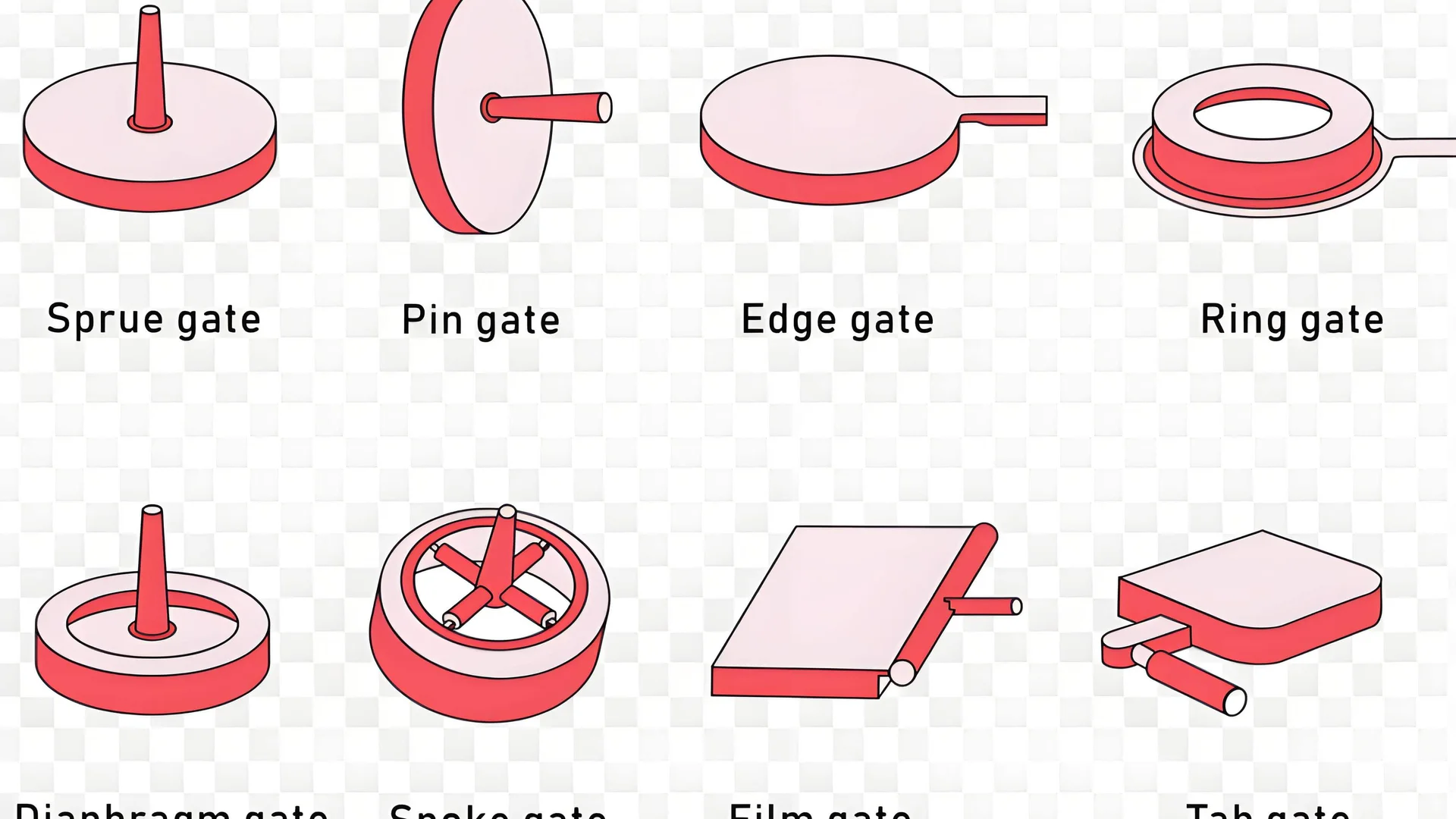
Como escolher o tipo de portão certo
Escolher o tipo certo de bico de injeção foi uma lição de aprendizado com os erros. Diferentes tipos afetam o fluxo de maneiras distintas. Um bico de injeção pontual, por exemplo, possui um enchimento em forma de fonte que minimiza marcas de solda e deformações. Já os bicos de injeção laterais são ideais para peças longas, ajudando o material fundido a fluir uniformemente ao longo de seu comprimento.
Saiba mais sobre cancelas de ponto4
Impacto do projeto da porta no resfriamento
O resfriamento uniforme é muito importante, pois evita deformações. Um projeto de injeção bem pensado garante que o material fundido preencha o canal de maneira uniforme, reduzindo a tensão e a distorção.
Integração com sistemas de refrigeração
As configurações de projeto de portas funcionam bem com sistemas de refrigeração otimizados. Meu objetivo é projetar caminhos de refrigeração que garantam uniformidade, especialmente para formatos complexos.
Descubra estratégias para canais de refrigeração5
Estabilidade do material e projeto do portão
Por fim, a seleção de materiais com baixa contração e com sistemas de injeção eficientes reduz a deformação. Costumo usar materiais como o poliestireno (PS) com cargas para obter maior estabilidade dimensional.
Por meio desses métodos, reduzi significativamente a deformação. O projeto do ponto de injeção agora é uma parte vital do meu conjunto de ferramentas de melhoria de processos na moldagem por injeção.
O posicionamento central do ponto de injeção reduz a deformação em peças em formato de disco.Verdadeiro
Um ponto de alimentação central garante um fluxo uniforme do material fundido, reduzindo as diferenças de contração.
Os pontos de injeção aumentam a deformação devido à distribuição irregular do material fundido.Falso
Os pontos de injeção criam um preenchimento semelhante a uma fonte, reduzindo marcas de solda e deformações.
Por que o controle de temperatura é crucial no processo de moldagem por injeção?
Você já se perguntou por que o controle de temperatura na moldagem por injeção é tão importante? Não se trata apenas de prevenir problemas, mas também de encontrar o equilíbrio ideal entre qualidade e eficiência.
O controle da temperatura é fundamental na moldagem por injeção. Ele auxilia no bom fluxo do material e evita defeitos. A qualidade do produto melhora com um bom controle de temperatura. A cristalização, a contração e as taxas de resfriamento dependem da temperatura. Para que os produtos sejam consistentes e precisos, é essencial que esses fatores estejam corretos.

O papel da temperatura no fluxo de materiais
No início do meu trabalho com moldagem por injeção, a temperatura mostrou seu poder. A temperatura realmente podia fazer a diferença em um projeto. Pense em despejar xarope em um dia frio. Não flui bem, certo? O plástico derretido se comporta da mesma maneira na moldagem. Cada material flui melhor em determinadas temperaturas. ABS precisa estar entre 180 e 250 °C para fluir bem. É como encontrar a massa de panqueca certa – muito grossa ou muito fina e não funciona.
O controle adequado da temperatura 7 garante que o plástico fundido atinja a fluidez ideal, reduzindo as tensões internas que levam a defeitos como deformação.
Efeitos na cristalização e na contração
Minha primeira experiência com plásticos cristalinos foi surpreendente. Ajustar a temperatura do molde para materiais como o polipropileno ( PP ) altera significativamente a velocidade de cristalização e a contração. É como assar um bolo: a temperatura errada faz com que ele murche. As temperaturas corretas evitam deformações e mantêm as peças consistentes.
| Material | Faixa de temperatura do barril (°C) | Efeito |
|---|---|---|
| ABS | 180-250 | Garante fluidez e controle de encolhimento |
| Polipropileno ( PP ) | Varia | Controla a cristalização e a contração |
Otimização do sistema de refrigeração
Aprimorar um sistema de resfriamento foi como resolver um quebra-cabeça. O resfriamento uniforme em todo o molde é crucial. Aprendi a verificar se há bloqueios ou vazamentos – imagine uma mangueira de jardim dobrada, onde a água para de fluir. Essa verificação cuidadosa evita o resfriamento irregular e a deformação, especialmente em peças complexas.
A utilização de canais de refrigeração em camadas e compartimentados 8 garante uma distribuição uniforme do calor, especialmente em peças com formatos complexos ou paredes espessas.
Impacto da pressão e da velocidade
Equilibrar pressão e velocidade é como dirigir um carro bem: muito rápido ou muito devagar causa problemas. Muita pressão leva a problemas de preenchimento e deformação. Uma pressão suave garante o preenchimento completo, o que realmente melhora a qualidade das peças.
- Configurações de pressão ideais:
- Pressão de injeção: Ajustar para reduzir a tensão interna.
- Pressão de retenção: Geralmente entre 50% e 80% da pressão de injeção.
Seleção de materiais e pré-tratamento
Escolher os materiais foi como escolher ingredientes sem margem para erros. Materiais como o poliestireno (PS) são ótimos quando o encolhimento é um problema. Remover a umidade dos materiais foi outra etapa fundamental – como secar as mãos antes de sovar a massa; a umidade muda tudo.
Além disso, o pré-tratamento dos materiais 9 para remover a umidade é vital, pois o teor de umidade afeta as características térmicas e o comportamento de fluxo de plásticos como o náilon (PA).
Em resumo, controlar a temperatura na moldagem por injeção não se resume a números; trata-se de criar algo especial com cuidado. Ao aprimorar o projeto do molde, as configurações de pressão e a seleção de materiais, é possível obter uma consistência de produto realmente melhor — como afinar um instrumento musical, que exige prática, concentração e talvez um pouco de paixão pelo trabalho.
O ABS requer temperaturas do cilindro entre 180-250°C.Verdadeiro
O plástico ABS precisa de temperaturas específicas para atingir a viscosidade e o fluxo adequados.
Aumentar a temperatura do molde para PP reduz a deformação.Verdadeiro
Temperaturas mais elevadas no molde melhoram a cristalização, minimizando a deformação no PP.
Que escolhas de materiais podem prevenir defeitos de empenamento?
Algum projeto já saiu dos trilhos porque peças de plástico entortaram de maneiras inesperadas? Escolher o material certo é fundamental para que tudo continue avançando.
É importante escolher materiais que encolham pouco e se mantenham estáveis ao calor. O poliestireno funciona muito bem. O polipropileno reforçado com fibra de vidro é outra ótima opção. Esses materiais ajudam a reduzir a deformação em peças moldadas por injeção.

Compreendendo as propriedades dos materiais
Os problemas de empenamento me surpreenderam na primeira vez. Resolver um problema era como jogar "Acerte a Toupeira"; um resolvido, outro surgia. A contração irregular durante o resfriamento era a causa do problema. Selecionar materiais com baixas taxas de contração e alta estabilidade térmica é crucial. O poliestireno é uma escolha preferencial devido à sua menor contração, enquanto a adição de fibra de vidro 10 ao polipropileno aumenta a estabilidade dimensional.
Impacto dos materiais de enchimento e das modificações
Os materiais de enchimento me surpreenderam, tanto como aliados quanto como inimigos. Quando misturei talco ao polipropileno, o produto melhorou muito. A incorporação de materiais de enchimento como talco ou minerais pode alterar as características de contração do material. Por exemplo, o uso de polipropileno com talco pode reduzir a deformação, estabilizando a contração em diferentes áreas da peça.
| Tabela: Efeito dos materiais de enchimento nas propriedades do material | Material | Enchimento | Taxa de encolhimento | Redução de empenamento |
|---|---|---|---|---|
| Polipropileno | Fibra de vidro | Baixo | Alto | |
| Polipropileno | Talco | Moderado | Moderado |
Pré-tratamento de materiais
A secagem de materiais como o náilon é realmente importante. Ignorar essa etapa uma vez causou deformações devido à umidade. Garantir que as matérias-primas estejam devidamente secas antes do processamento é vital. O náilon o encolhimento irregular induzido pela umidade, que leva à deformação.
Sensibilidade dos materiais à temperatura
O controle de temperatura faz maravilhas contra a deformação. Diferentes plásticos têm faixas de temperatura de processamento específicas. No caso ABS , o controle preciso da temperatura mantém a fluidez e a contração sob controle. Um controle adequado da temperatura pode mitigar problemas de deformação de forma eficaz.
Compreender esses detalhes me faz valorizar a combinação de arte e ciência na escolha dos materiais certos. Assim como Jacky 12 , a talentosa designer de eletrônicos de consumo, selecionar os materiais perfeitos faz com que tudo se harmonize de forma primorosa.
O poliestireno tem uma alta taxa de encolhimento.Falso
O poliestireno é escolhido por sua menor taxa de encolhimento, reduzindo a deformação.
A fibra de vidro reduz a deformação do polipropileno.Verdadeiro
A adição de fibra de vidro ao polipropileno aumenta a estabilidade dimensional e reduz a deformação.
Conclusão
Este artigo discute estratégias eficazes para reduzir a deformação em peças moldadas por injeção, com foco na otimização do sistema de refrigeração, ajustes no projeto do ponto de injeção, controle de temperatura e seleção de materiais.
-
Explorar as melhores práticas no projeto de canais pode reduzir significativamente a deformação em peças moldadas. ↩
-
Compreender os benefícios do ponto de injeção pode aprimorar sua estratégia de projeto de injeção, resultando em melhor qualidade das peças. ↩
-
Aprender sobre os ganhos de eficiência obtidos com sistemas de refrigeração otimizados pode levar a melhores resultados de produção. ↩
-
Compreender os pontos de entrada pode ajudar os projetistas a otimizar os padrões de fluxo, reduzindo defeitos como marcas de solda e deformações. ↩
-
Estratégias adequadas de canais de refrigeração promovem um resfriamento uniforme, prevenindo deformações e melhorando a qualidade das peças. ↩
-
A escolha dos materiais adequados reduz o risco de empenamento, melhorando a estabilidade e a qualidade geral da peça. ↩
-
Descubra as faixas de temperatura específicas necessárias para o ABS, garantindo fluxo ideal e qualidade do produto. ↩
-
Descubra como os canais de resfriamento em camadas melhoram o resfriamento uniforme e previnem defeitos como deformações. ↩
-
Saiba mais sobre as etapas de pré-tratamento necessárias para que o náilon mantenha suas propriedades desejadas durante a moldagem. ↩
-
Saiba como o reforço com fibra de vidro melhora as propriedades do polipropileno, reduzindo a contração e aumentando a estabilidade. ↩
-
Entenda por que a secagem do náilon é fundamental para evitar defeitos relacionados à umidade na moldagem por injeção. ↩
-
Descubra como designers de produto como Jacky garantem a escolha ideal de materiais para funcionalidade e eficiência de produção. ↩






