Você já teve curiosidade de saber como os produtos de polipropileno são fabricados? Eu já!
O processo de moldagem por injeção de PP envolve a alimentação de grânulos de polipropileno em um cilindro aquecido, onde são derretidos e injetados em uma cavidade de molde. O material esfria e solidifica, formando o formato desejado antes de ser ejetado. Esse processo é valorizado por sua eficiência e versatilidade na produção de peças complexas.
Este breve resumo apresenta os aspectos mais simples. Aprender a moldagem por injeção de PP envolve explorar detalhes interessantes sobre as características do material, o formato do molde e as situações de processamento. Continue a leitura, explore cada parte e descubra como aprimorar suas práticas de moldagem por injeção.
A moldagem por injeção de PP utiliza grânulos de polipropileno.Verdadeiro
Os grânulos de polipropileno geralmente passam por um processo de fusão e posterior injeção em um molde.
Quais são as etapas da moldagem por injeção de PP?
Conheça os detalhes da moldagem por injeção de polipropileno, um método importante na produção atual.
A moldagem por injeção de PP consiste em várias etapas: preparação do material, fusão, injeção, resfriamento e ejeção. Cada etapa é crucial para garantir a qualidade e a precisão do produto final, desde a seleção do material adequado até o projeto de um molde eficiente.

Preparação do material: Iniciando o processo
A primeira etapa na moldagem por injeção de PP envolve a preparação dos materiais. Primeiro, selecione a resina de polipropileno adequada às necessidades do produto. A resina escolhida deve estar limpa e livre de materiais indesejados. Também deve ser seca adequadamente para evitar problemas com umidade durante a moldagem. Normalmente, a resina de PP precisa ser seca a temperaturas entre 80 e 100 °C por 2 a 4 horas, com níveis de umidade mantidos abaixo de 0,05%.
Fusão: atingindo a espessura ideal
A resina preparada é introduzida no cilindro aquecido da máquina de moldagem por injeção. Ali, temperaturas entre 160 e 250 °C fundem a resina. A temperatura de fusão correta é essencial para manter a resina fluida e evitar que ela se decomponha, o que poderia enfraquecer o produto.
Injeção: Preenchendo a Forma
A resina fundida é injetada em uma cavidade de molde especialmente projetada sob alta pressão, tipicamente de 50 a 120 MPa² . A velocidade e a pressão precisam ser controladas cuidadosamente para garantir o preenchimento completo sem criar defeitos como marcas de fluxo ou linhas de fusão.
Resfriamento: Endurecimento do produto
Após a injeção, o material esfria e endurece dentro do molde. Esta é uma fase crucial, pois define a forma e o tamanho finais do produto. Um bom sistema de resfriamento, geralmente com canais de água dentro do molde, permite uma distribuição uniforme da temperatura e reduz a contração e a deformação.
Ejeção: Remoção do produto
Na última etapa, o produto resfriado 3 é retirado do molde. Isso deve ser feito com cuidado para evitar danos. Diferentes tipos de extratores são usados dependendo do formato do produto, como pinos ou placas extratores.
Cada etapa desempenha um papel vital na moldagem por injeção de PP. Prestar atenção aos detalhes em cada etapa resulta em produtos de alta qualidade. A escolha de materiais de molde resistentes, como o aço P20 ou 718, e o ajuste das configurações de injeção, como pressão e velocidade, são decisões importantes que afetam tanto a aparência quanto a funcionalidade.
A resina PP requer secagem a 80-100°C durante 2-4 horas.Verdadeiro
A secagem da resina impede problemas com umidade. Isso favorece a moldagem de qualidade.
A pressão de injeção na moldagem de PP é sempre inferior a 50 MPa.Falso
A força de injeção normalmente varia de 50 a 120 MPa para moldagem de PP.
Como as propriedades dos materiais afetam o processo de moldagem?
Compreender as características do material é fundamental para obter resultados de moldagem bem-sucedidos.
As propriedades do material influenciam significativamente o processo de moldagem, afetando o fluxo, a resistência à temperatura e a qualidade final do produto. As principais propriedades incluem estabilidade térmica, viscosidade e resistência mecânica, que determinam a eficiência do ciclo de moldagem e a integridade estrutural das peças moldadas.
Importância da estabilidade térmica
No processo de moldagem 4 , a estabilidade térmica é muito importante. Ela afeta o comportamento do material quando aquecido. O polipropileno (PP), por exemplo, começa a derreter entre 160 e 170 °C. Essa característica o torna adequado para diversas aplicações. Sua alta resistência ao calor o ajuda a manter-se íntegro em locais quentes, como interiores de automóveis ou componentes elétricos.
Materiais com baixa estabilidade térmica podem se deteriorar ou queimar durante a moldagem. Isso pode causar problemas como alterações de cor ou pontos fracos. Portanto, a escolha de materiais com resistência térmica adequada é essencial para garantir qualidade e longa vida útil.
Efeitos da espessura no fluxo
A espessura ou viscosidade afeta a facilidade com que um material desliza para dentro dos moldes. O PP flui bem e ajuda a preencher formatos complexos de moldes sem muita força. Mas se um material for muito espesso, pode não preencher corretamente as áreas pequenas do molde, resultando em peças incompletas.
Por outro lado, materiais muito finos podem causar problemas como excesso de material ou encolhimento excessivo. Portanto, ajustar a espessura com aditivos ou misturá-los com outros plásticos pode melhorar a fluidez.
Resistência e durabilidade do produto
A resistência de um material, como sua capacidade de esticar ou dobrar, é importante para o uso do produto final. Por exemplo, o PP possui uma resistência à tração de 20 a 30 MPa e uma resistência à flexão de 25 a 40 MPa. Essas resistências conferem a tenacidade necessária para a criação de itens duráveis, como bens de consumo ou peças automotivas.
Além disso, o PP resiste melhor a impactos do que outros plásticos, como o poliestireno. Isso torna o PP perfeito para aplicações que exigem alta resistência e menor fragilidade. Também é seguro para embalagens de alimentos, pois não é tóxico.
Resistência química e uso
O PP resiste a produtos químicos como ácidos, bases e solventes. Isso amplia suas aplicações em áreas como embalagens de alimentos e eletrodomésticos. Essa propriedade mantém o produto seguro e resistente quando em contato com diferentes produtos químicos durante o uso ou a limpeza.
A escolha de materiais com base na sua resistência a produtos químicos é muito importante em indústrias onde os produtos frequentemente entram em contato com substâncias agressivas.
Considerações finais sobre as características dos materiais
Cada característica do material contribui para o sucesso do processo de moldagem de uma maneira específica. Ao conhecer e ajustar essas características — estabilidade térmica, espessura, resistência e resistência química — os fabricantes provavelmente melhoram a qualidade e a utilidade em diferentes aplicações.
O polipropileno tem um ponto de fusão de 160 a 170°C.Verdadeiro
O polipropileno derrete a altas temperaturas, permitindo que ele suporte calor intenso.
Materiais de alta viscosidade fluem facilmente para as cavidades do molde.Falso
Líquidos espessos oferecem resistência ao movimento, dificultando o preenchimento dos detalhes do molde.
Qual o papel do projeto do molde na qualidade do produto?
Tem curiosidade em saber como o design do molde afeta a qualidade dos seus produtos? Vamos descobrir!
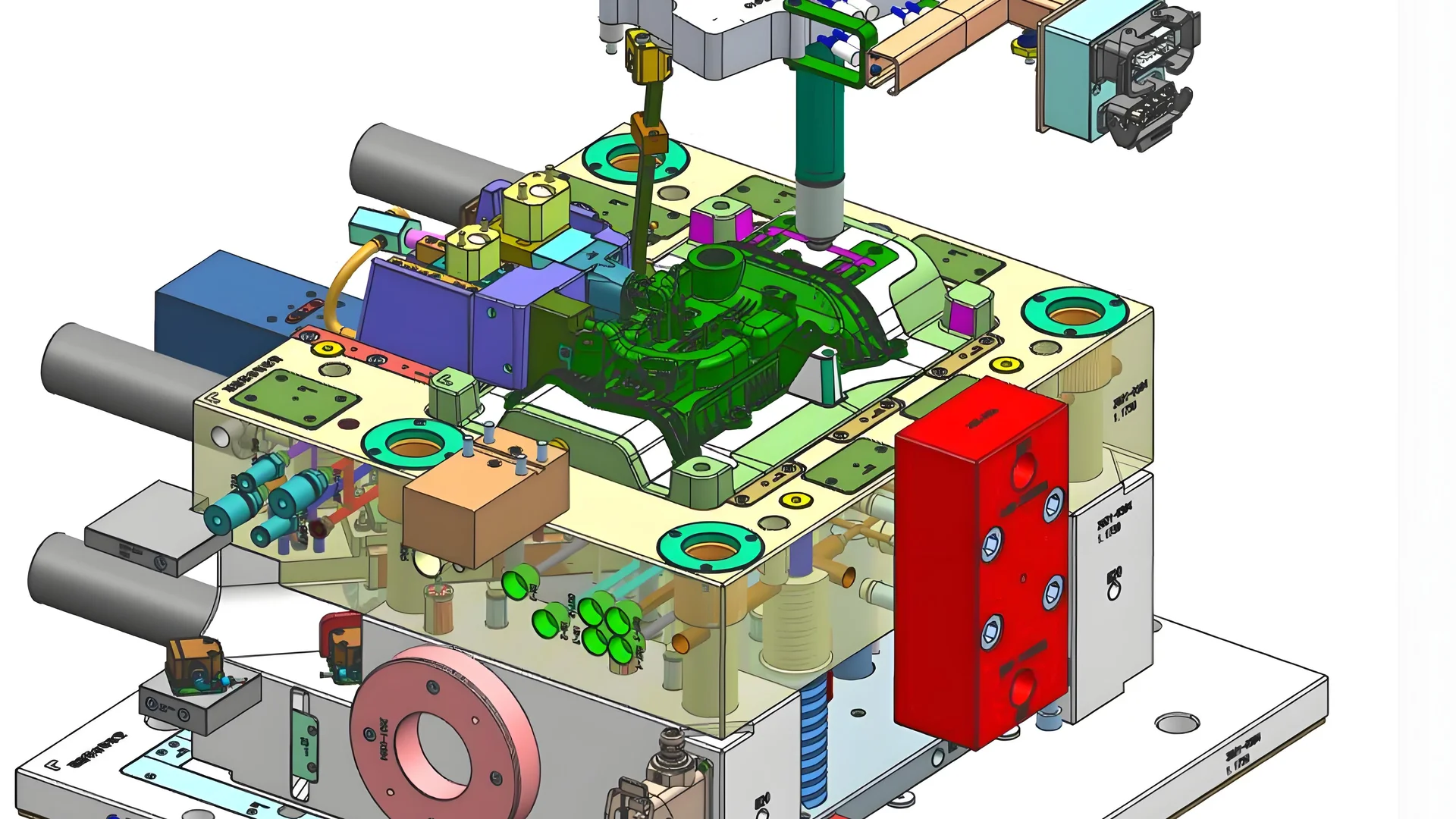
O projeto do molde é crucial para determinar a qualidade dos produtos moldados por injeção. Ele influencia aspectos como precisão dimensional, acabamento superficial e integridade estrutural. Um projeto de molde adequado garante resfriamento eficiente, ejeção suave e defeitos mínimos, afetando diretamente a confiabilidade e a estética do produto final.
Importância da seleção do material do molde
A escolha do material correto para o molde é crucial para suportar a alta pressão e temperatura no processo de moldagem por injeção. Materiais como o aço P20 e o aço 718 são populares devido à sua dureza, resistência e durabilidade. Por exemplo, aço P20 oferece excelente desempenho de processamento a um custo menor, o que o torna ideal para moldagem por injeção de PP em geral.
Projeto do sistema de refrigeração
Um bom sistema de refrigeração é necessário para manter a temperatura do molde uniforme, o que é essencial para a consistência da qualidade do produto. Geralmente, utiliza-se refrigeração a água com canais dispostos dentro do molde. A largura desses canais varia de 8 a 12 mm, com espaçamento entre eles dependendo da espessura e do formato da parede do produto, tipicamente entre 20 e 50 mm.
O projeto do sistema de refrigeração 6 deve garantir que a entrada e a saída estejam posicionadas simetricamente para garantir um fluxo de água uniforme, otimizando o efeito de resfriamento e reduzindo os tempos de ciclo.
Superfície de separação e mecanismo de liberação
A linha de separação deve ser posicionada de forma a não prejudicar a aparência ou a funcionalidade do produto. O mecanismo de liberação deve ser projetado de acordo com o formato e a estrutura do produto, permitindo sua remoção fácil sem danos ou deformações.
Diferentes designs de extratores são selecionados com base nas necessidades, como pinos extratores para usos gerais ou extratores de placa de pressão para produtos maiores que necessitam de distribuição uniforme da força.
Sistema de alimentação de cola
A escolha do método de aplicação da cola impacta a qualidade do produto. As opções incluem a colagem direta para um preenchimento mais rápido, porém com marcas mais visíveis, ou a colagem lateral para produtos maiores com marcas menos visíveis. A colagem por pontos é a melhor opção para itens que necessitam de um acabamento superficial de alta qualidade.
Impacto no design do produto
A espessura uniforme das paredes é crucial para evitar problemas como encolhimento desigual e tensões internas, que podem causar deformações. Para produtos com formatos complexos, uma variação gradual na espessura da parede ajuda a reduzir a concentração de tensões. Normalmente, recomenda-se uma espessura de 1 a 3 mm, dependendo da aplicação.
Melhorando a aparência e a funcionalidade do produto
Um bom projeto de molde não só melhora a aparência, como também a funcionalidade do produto final. Ao otimizar os sistemas de resfriamento e injeção, os fabricantes obtêm melhores acabamentos superficiais e maior resistência estrutural, garantindo que os produtos atendam consistentemente aos mais altos padrões de qualidade.
De modo geral, um projeto cuidadoso do molde é fundamental para melhorar tanto o apelo visual quanto o funcionamento dos produtos moldados por injeção, garantindo assim a satisfação do cliente e a competitividade.
O design do molde afeta o acabamento da superfície do produto.Verdadeiro
A criação cuidadosa de moldes resulta em superfícies lisas, reduzindo as imperfeições.
A espessura uniforme das paredes evita deformações nos produtos.Verdadeiro
A espessura uniforme da parede reduz os problemas de tensão e contração.
Como otimizar os parâmetros de moldagem por injeção?
Quer aprimorar sua técnica de moldagem por injeção para obter melhores resultados? Veja como!
Para otimizar os parâmetros de moldagem por injeção, concentre-se no ajuste da pressão de injeção, da velocidade e da rotação da rosca. Cada parâmetro deve ser ajustado com precisão com base no tamanho, formato e propriedades do material do produto para minimizar defeitos e melhorar a qualidade.

Compreendendo os parâmetros-chave
Os parâmetros de moldagem por injeção são cruciais para definir a qualidade e a produtividade da produção de itens. Parâmetros importantes incluem pressão de injeção, velocidade e rotação da rosca.
-
Pressão de injeção: Normalmente, situa-se entre 50 e 120 MPa. Produtos mais finos geralmente exigem maior pressão para um enchimento adequado, enquanto itens mais espessos podem utilizar menor pressão para evitar tensões internas.
-
Velocidade de injeção: Geralmente varia de 50 a 150 mm/s. Ajuste-a de acordo com a complexidade da peça e a aparência desejada. Velocidades mais altas preenchem melhor moldes complexos, enquanto velocidades mais baixas proporcionam superfícies de alta qualidade.
-
Velocidade da rosca: Normalmente entre 30 e 100 rpm. Velocidades mais altas aumentam as taxas de produção, mas podem causar superaquecimento e danificar o material.
Corrigindo defeitos comuns
A moldagem por injeção pode resultar em defeitos como preenchimento incompleto, marcas de contração e marcas de fluxo. As soluções para esses problemas são:
| Defeito | Causa | Solução |
|---|---|---|
| Preenchimento incompleto | Baixa pressão ou baixa velocidade | Aumente a pressão e a velocidade, altere a temperatura do molde |
| Marcas de Encolhimento | Encolhimento excessivo | Prolongar o tempo de espera, prolongar o tempo de resfriamento |
| Marcas de fluxo | Velocidade excessiva | Diminua a velocidade, aumente a temperatura do molde |
Ajustando parâmetros para diversos produtos
O design dos produtos também afeta as configurações dos parâmetros. Por exemplo, um produto com paredes uniformes requer parâmetros diferentes de um com paredes irregulares.
A exploração das vantagens do polipropileno (PP), como a sua forte resistência a produtos químicos e o baixo preço, provavelmente resulta em soluções acessíveis 9 .
Equilibrando Eficiência e Qualidade
A definição correta desses parâmetros não só melhora a qualidade, como também aumenta a eficiência da produção. Verificações e ajustes regulares resultam em menos desperdício e custos mais baixos.
Compreender os detalhes dos parâmetros de moldagem por injeção ajuda os criadores a equilibrar velocidade e precisão, resultando em produtos de excelente qualidade.
Uma pressão de injeção mais alta evita tensões internas em paredes espessas.Falso
O aumento da pressão provavelmente leva à tensão interna em itens de paredes espessas.
A alta velocidade da rosca pode degradar a qualidade da resina na moldagem por injeção.Verdadeiro
Rotações rápidas do parafuso podem resultar em altas temperaturas, danificando a resina.
Conclusão
Compreenda os detalhes da moldagem por injeção de PP para melhorar a eficiência e a qualidade. Essas ideias aprimoram o projeto e o ajuste do processo.
-
Obtenha informações sobre como otimizar a preparação da resina PP para uma produção de qualidade: 1) Certifique-se de ter o equipamento de moldagem adequado; 2) Considere a pré-secagem SOMENTE se estiver usando determinadas resinas de polipropileno; 3) Use um fundidor… ↩
-
Explore técnicas avançadas para aprimorar seu processo de moldagem por injeção: Este blog apresenta os tipos, propriedades e processo de moldagem por injeção de plásticos de engenharia PP, a seleção de equipamentos, modelagem de produtos e moldes… ↩
-
Descubra designs inovadores de extratores para remoção perfeita do produto: Para reduzir a força necessária para a ejeção, o design para moldagem por injeção incorpora ângulos de saída maiores e pode introduzir um polimento mais suave no núcleo… ↩
-
Aprenda como as propriedades dos materiais determinam os resultados e a eficiência da moldagem: Valores mais baixos de taxa de fluxo de fusão estão associados a materiais com maior peso molecular médio. Um peso molecular mais alto, por sua vez, proporciona propriedades aprimoradas… ↩
-
Explore as propriedades do aço P20 adequadas para moldes de injeção de PP: O aço para moldes P20 é um aço ferramenta versátil de baixa liga, caracterizado por boa tenacidade em níveis moderados de resistência. O aço é comumente usado para plásticos… ↩
-
Aprenda sobre como projetar sistemas de resfriamento ideais para moldes: Certifique-se de que o diâmetro da linha de resfriamento seja grande o suficiente para superar a convecção da temperatura do material plástico para o aço circundante ↩
-
Descubra vários mecanismos de ejeção para uma desmoldagem suave: Tipos de Sistema de Ejeção na Moldagem por Injeção · Ejeção por Pinos e Lâminas · Mangas Ejetoras · Ejetores de Válvula · Ejeção por Anel Extrator · Ejeção a Ar · Coisas a… ↩
-
Descubra por que a espessura uniforme da parede é crucial para a redução de tensões: A espessura adequada da parede reduz o risco de defeitos estéticos em peças plásticas. As paredes de qualquer peça moldada em plástico devem ter uma espessura de pelo menos 40 a 60% da espessura da parede ↩
-
Descubra por que o PP é o material preferido em diversos setores: Vantagens da moldagem por injeção de PP · O polipropileno é facilmente encontrado e tem um preço acessível. · É resistente à umidade, à fadiga e ao impacto. · O PP possui… ↩