Muito bem, então vamos mergulhar no processo de moldagem por injeção.
OK.
É algo com que você provavelmente interage todos os dias, mas nunca para para pensar.
Certo.
Imagine usar um saco de confeitar sofisticado para fazer chocolates com formatos perfeitos.
OK.
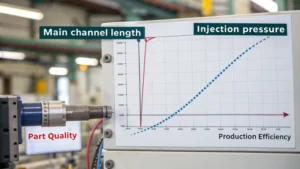
Você já tem o molde e aquele chocolate liso e fluido. Mas e o bico da embalagem? Acontece que o comprimento desse bico, ou canal principal (em termos de moldagem por injeção), tem um impacto enorme no produto final.
Sim, e é exatamente isso que vamos analisar hoje, usando sua coleção de artigos técnicos sobre esse assunto aparentemente pequeno.
Certo.
Mas trata-se de um detalhe de importância crucial.
Ok, então, para quem não é engenheiro.
Claro.
O que é exatamente a moldagem por injeção?
Sim.
E por que deveríamos nos importar com essa coisa do canal principal?
É basicamente assim que fabricamos a maioria dos produtos de plástico. Estamos falando de tudo, desde a capa do seu celular até peças de carros e aviões.
Uau.
O plástico fundido é injetado sob alta pressão em um molde.
OK.
E à medida que esfria e solidifica, assume a forma do molde.
O canal principal é o caminho crucial que o plástico fundido percorre antes de chegar à cavidade do molde.
Ah. Então, se for muito comprido ou muito estreito, isso pode causar problemas.
Um dos maiores problemas é a perda de pressão.
OK.
Assim como tentar empurrar um líquido espesso por um canudo estreito, um canal mais longo significa que o plástico encontra mais resistência, exigindo uma pressão ainda maior para preencher completamente o molde.
Então, maior pressão significa mais problemas. É tão simples assim?
Não necessariamente. É possível projetar para pressões mais altas, claro, mas isso geralmente significa precisar de máquinas de moldagem por injeção mais potentes e caras. Mas o verdadeiro desafio é que a pressão não é constante ao longo do canal.
Ou seja, o que exatamente varia?
Imagine um toboágua com várias curvas e voltas. Certo. A água vai se mover mais rápido em alguns trechos e mais devagar em outros. Da mesma forma, em um canal principal mais longo, a distribuição da pressão pode se tornar irregular.
Certo, já sei onde isso vai dar.
Sim.
Essa pressão desigual provavelmente atrapalha o produto final.
Você entendeu.
Sim.
A distribuição irregular da pressão pode levar a todo tipo de defeitos na peça moldada.
OK.
Estamos falando de deformação, onde a peça não mantém o formato pretendido, variações de tamanho entre peças do mesmo molde e inconsistências no acabamento da superfície.
Nossa!.
Sim.
Um dos artigos mencionava a lei hagenpauzul.
Certo.
Tem algo a ver com o cálculo da perda de pressão. É isso que os projetistas estão usando para descobrir como fazer isso corretamente?
Absolutamente.
OK.
Essa lei essencialmente quantifica essa perda de pressão. Ela ajuda os engenheiros a prever quanta pressão diminuirá ao longo de um determinado comprimento e diâmetro do canal.
OK.
Eles podem usar essas informações para tomar decisões embasadas sobre as dimensões do canal.
Certo.
E a pressão de injeção necessária.
Parece bem complicado. Sim. Você mencionou engenheiros usando simulações antes, certo?
Sim.
Essas simulações levam em consideração esses fatores da Hagen Poiseux? Eles usam softwares como o Moldflow, que é especificamente projetado para moldagem por injeção. A simulação leva todos esses fatores em conta.
Uau.
Os projetistas podem criar um modelo virtual do molde e do processo de injeção e, em seguida, executar simulações para ver como diferentes comprimentos de canal e outras variáveis afetarão a distribuição de pressão e a peça final. Qualidade. Qualidade.
Assim, eles podem basicamente testar diferentes designs digitalmente antes de realmente fazer um molde.
Sim.
Isso é muito legal.
Sim, é verdade. Esse tipo de simulação é extremamente valioso porque permite que os engenheiros identifiquem problemas potenciais logo no início.
OK.
Antes de investirem em ferramentas caras e em grandes lotes de produção.
Faz sentido.
Sim.
Em um dos artigos, há uma anedota sobre uma empresa que fabrica esses dispositivos de paredes finas.
Certo.
E eles se depararam com alguns problemas sérios quando aumentaram o comprimento do canal principal. O que aconteceu?
Esse é um exemplo perfeito de como mudanças aparentemente pequenas podem ter grandes consequências. Sim. Nesse caso, a empresa vinha usando um conjunto específico de parâmetros para pressão e velocidade de injeção. Certo. Que funcionava bem com o comprimento original do canal, mas quando aumentaram o comprimento do canal, esses parâmetros deixaram de ser adequados.
Uau.
A perda de pressão foi tão significativa que eles não conseguiram preencher o molde corretamente. Oh, não! Eles tiveram que considerar aumentar drasticamente a pressão de injeção, o que poderia danificar o equipamento existente, ou investir em uma máquina mais potente.
Assim, essa pequena alteração no projeto acabou tendo um enorme impacto nos custos e em todo o processo de produção.
Exatamente. E isso destaca a importância de um planejamento cuidadoso e da compreensão da interconexão de todas essas variáveis na manutenção da injeção.
Muito bem, então já falamos sobre as desvantagens de canais principais mais longos.
Certo.
Mas o esboço menciona que há momentos em que um canal mais longo pode ser a melhor escolha.
Claro.
Como isso funciona?
Na verdade, tudo se resume a fazer concessões. Às vezes, um canal mais longo pode ser necessário para acomodar um projeto de molde específico ou para obter um padrão de fluxo particular que seja benéfico para o produto final.
Quais são, então, as estratégias para lidar com essas maiores exigências de pressão e com o risco de defeitos quando um canal mais longo é inevitável?
Sim. Bem, como já discutimos, uma opção é simplesmente usar máquinas de moldagem por injeção com classificações de pressão mais altas.
OK.
Dessa forma, eles conseguem lidar com o aumento da demanda proveniente desses canais mais longos sem ficarem sobrecarregados.
Certo, faz sentido.
Sim.
Mas, como você mencionou antes, isso não aumentaria os custos gerais de produção?
Certo.
Máquinas maiores, maior consumo de energia. Parece que isso anularia alguns dos benefícios de redução de custos da moldagem por injeção.
Você tem toda a razão. É uma questão de equilíbrio.
Sim.
Outra abordagem que não exige uma máquina completamente nova é ajustar a velocidade de injeção. Ao diminuir a velocidade do processo, às vezes é possível reduzir a pressão necessária para preencher completamente o molde.
Portanto, mais devagar é melhor neste caso. Isso parece contraintuitivo.
Pode parecer contraintuitivo, mas é eficaz.
OK.
E você tem razão. Existem desvantagens. Uma velocidade de injeção mais lenta significa um tempo de ciclo mais longo. Esse é o tempo total necessário para fabricar cada peça individualmente.
Certo.
E na indústria, tempo é dinheiro. Certo.
Certo. É como tentar encontrar o ponto ideal.
Exatamente.
Nem muito rápido, nem muito devagar.
Certo.
Mas simplesmente perfeito. Para equilibrar esses fatores conflitantes, parece que os designers precisam pensar estrategicamente sobre cada aspecto do processo.
Sim, fazem. E é aí que a experiência e o conhecimento especializado se tornam cruciais.
Sim.
O artigo sobre otimização do comprimento do canal menciona algumas outras estratégias interessantes, como usar um diâmetro de canal maior para compensar a perda de pressão ou posicionar estrategicamente as comportas, que são os pontos de entrada do plástico fundido, para garantir um fluxo mais uniforme.
Ah, essa coisa de posicionamento do portão me faz lembrar daqueles vídeos em que eles despejam metal fundido em moldes complexos para criar esculturas.
Sim.
Você pode ver como a posição do bico de vazamento afeta significativamente o fluxo e o preenchimento do molde com o metal.
É um conceito muito semelhante.
Sim.
Tudo se resume àquela ideia de distribuição de pressão.
Certo.
É preciso garantir que o plástico fundido flua de forma suave e uniforme por todas as áreas do molde, e o posicionamento do ponto de injeção desempenha um papel fundamental para alcançar esse objetivo.
Certo. Então, já falamos sobre ajustar as máquinas durante o processo.
Sim.
Mas e quanto ao material em si?
Certo.
O tipo de plástico utilizado influencia tudo isso?
Absolutamente.
OK.
Plásticos diferentes possuem viscosidades diferentes.
OK.
Essencialmente, eles são resistentes ao fluxo em seu ponto de fusão.
Certo.
Então, um plástico altamente viscoso, tipo algo espesso e pegajoso.
Sim.
Será necessária uma pressão maior para atravessar o canal.
OK.
Especialmente um plástico longo, comparado a um plástico de baixa viscosidade que flui com mais facilidade.
Estou começando a perceber que o comprimento do canal principal é apenas uma peça do quebra-cabeça.
Sim.
E tudo está interligado.
É um sistema complexo, sem dúvida.
Sim.
E o artigo sobre seleção de materiais para moldagem por injeção aprofunda-se em alguns dos desafios enfrentados pelos projetistas. Por exemplo, eles precisam considerar não apenas a fluidez do material, mas também sua resistência, flexibilidade, resistência ao calor e diversas outras propriedades, dependendo do uso pretendido para o produto final.
Certo. Porque um garfo de plástico precisa de propriedades diferentes de, digamos, uma capa de celular ou uma peça de carro.
Exatamente. E aí você leva em conta coisas como o próprio material do molde, a temperatura do plástico derretido, o tempo de resfriamento. Todas essas variáveis entram em jogo e afetam o resultado final.
É impressionante pensar em quanta engenharia foi envolvida.
Sim.
Está presente em todos os produtos de plástico que utilizamos.
Isso é.
Sinto que estou começando a enxergar esses objetos do dia a dia sob uma nova perspectiva.
É uma prova da engenhosidade e da capacidade de resolução de problemas das pessoas que trabalham nesta área.
Sim.
Eles estão pegando esse material incrível e moldando-o nos objetos que compõem o nosso mundo moderno.
Certo, então, recapitulando o que aprendemos até agora.
OK.
O comprimento do canal principal é um fator enganosamente importante na moldagem por injeção, afetando tudo, desde as máquinas utilizadas até a qualidade do produto final.
Certo.
Canais mais longos podem criar desafios relacionados à perda de pressão e ao fluxo irregular.
Yeah, yeah.
Possíveis defeitos.
Certo.
Mas esses desafios podem ser superados por meio de diversos ajustes de projeto e processo.
Absolutamente.
Trata-se de compreender essas vantagens e desvantagens e tomar decisões informadas.
Esse é um ótimo resumo.
Ir.
E acho que isso destaca um ponto fundamental: não existe uma solução única que sirva para todos os casos na moldagem por injeção.
Sim.
Trata-se de encontrar o equilíbrio perfeito entre design, funcionalidade e eficiência.
E imagino que esse ponto ideal será diferente para cada produto.
Sim.
Dependendo dos materiais, das propriedades desejadas e assim por diante.
Exatamente. E é por isso que essa área é tão fascinante. É essa interação constante entre ciência, engenharia e criatividade.
Certo. Bom, essa análise aprofundada definitivamente me fez ter um respeito totalmente novo pela complexidade de se fazer algo aparentemente tão simples quanto uma garrafa de plástico ou um brinquedo.
Sim.
E você? Algo nesses artigos chamou sua atenção ou te surpreendeu?
Sabe, o que realmente me impressionou foi aquela anedota sobre a empresa tentando moldar aqueles aparelhos de paredes finas.
Sim.
Isso apenas demonstra como uma alteração de projeto aparentemente pequena, como ajustar o comprimento do canal principal, pode se transformar em uma série de desafios com custos inesperados.
Com certeza. É um bom lembrete de que não existe decisão isolada na engenharia.
Certo.
Tudo está interligado.
Exatamente. E isso nos faz valorizar a expertise dos engenheiros que estão constantemente lidando com todas essas variáveis e encontrando soluções criativas para problemas complexos.
Com certeza. Ok, então, antes de encerrarmos essa análise aprofundada, sei que você tem uma pergunta instigante para o nosso ouvinte. Algo que realmente faça você pensar.
Bem, levando em consideração tudo o que discutimos, imagine que você é quem está projetando um molde de injeção.
OK.
Além do comprimento do canal principal, que outros fatores você precisaria considerar para garantir a criação do melhor produto possível?.
Ah, boa!.
Sim.
Isso realmente enfatiza que estávamos totalmente focados nessa variável específica, mas ela é apenas uma peça de um quebra-cabeça muito maior.
Certo. Pense em coisas como o tipo de plástico, o material do molde, a temperatura, o tempo de resfriamento. Todas essas decisões contribuem para a qualidade, a funcionalidade e até mesmo a sustentabilidade do produto final.
Portanto, não se trata apenas de criar um produto que funcione. Trata-se de criá-lo bem, de forma eficiente e responsável.
Com certeza. E espero que essa análise detalhada tenha proporcionado ao nosso ouvinte uma nova apreciação pelo complexo mundo da moldagem por injeção e pelas pessoas que a tornam possível.
Sei que aprendi muito.
OK.
É incrível pensar que todos os produtos de plástico que tocamos passaram por esse processo incrivelmente complexo.
Sim.
Desde uma minúscula gota de plástico derretido viajando por aquele canal principal até o objeto final em nossas mãos, é realmente assim.
E da próxima vez que você pegar um produto de plástico, poderá vê-lo sob uma perspectiva totalmente nova.
Eu sei que vou. Obrigado por me acompanharem nesta análise profunda. Até a próxima!


