

Você já pensou nos heróis ocultos da moldagem de plástico? Vamos explorar o mundo realmente interessante dos corredores!
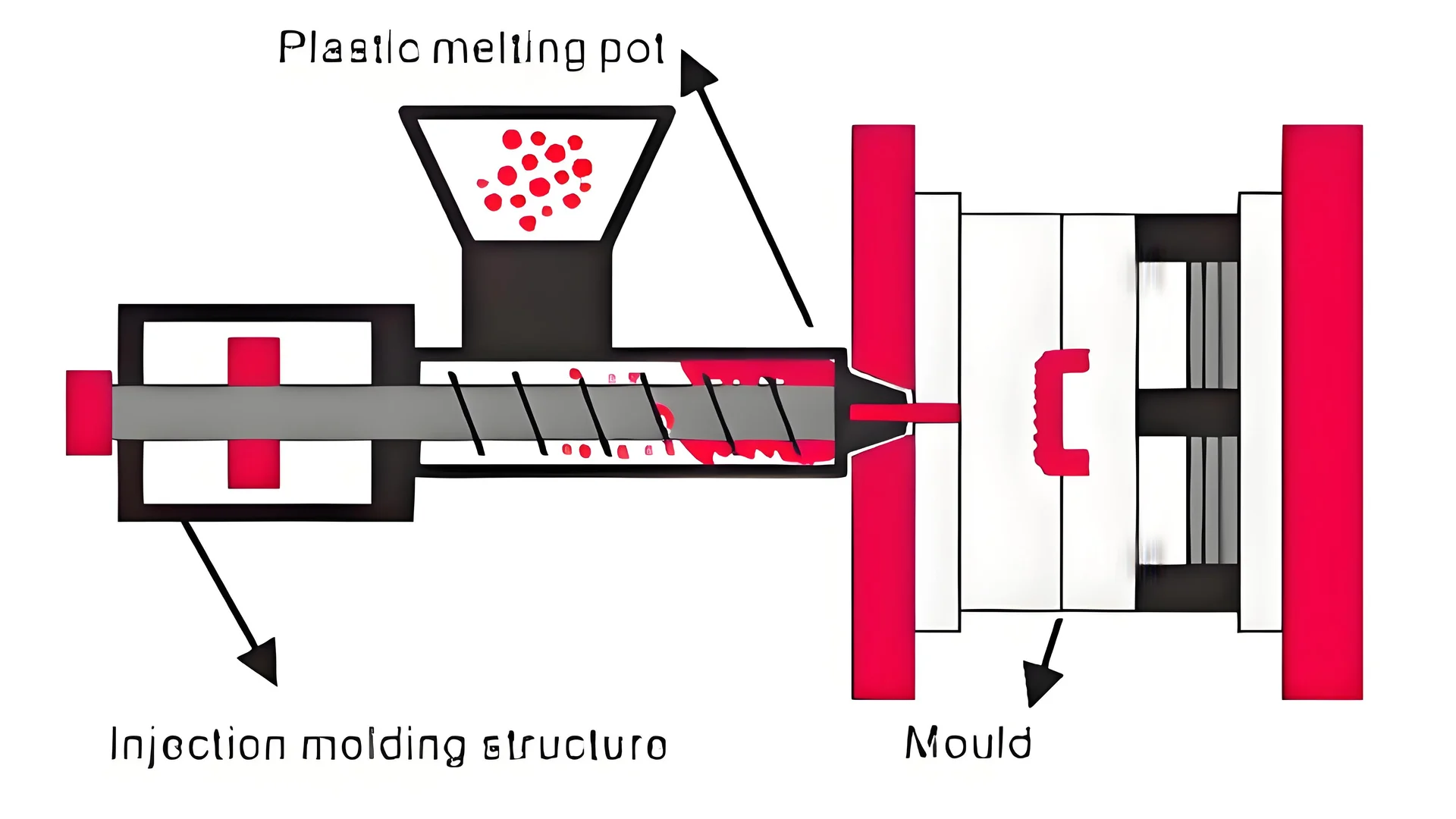
Na moldagem de plástico, o canal direciona o plástico fundido da máquina de injeção para a cavidade do molde, impactando a velocidade de produção e a qualidade do produto final, tornando seu design crucial para processos de moldagem eficientes e eficazes.
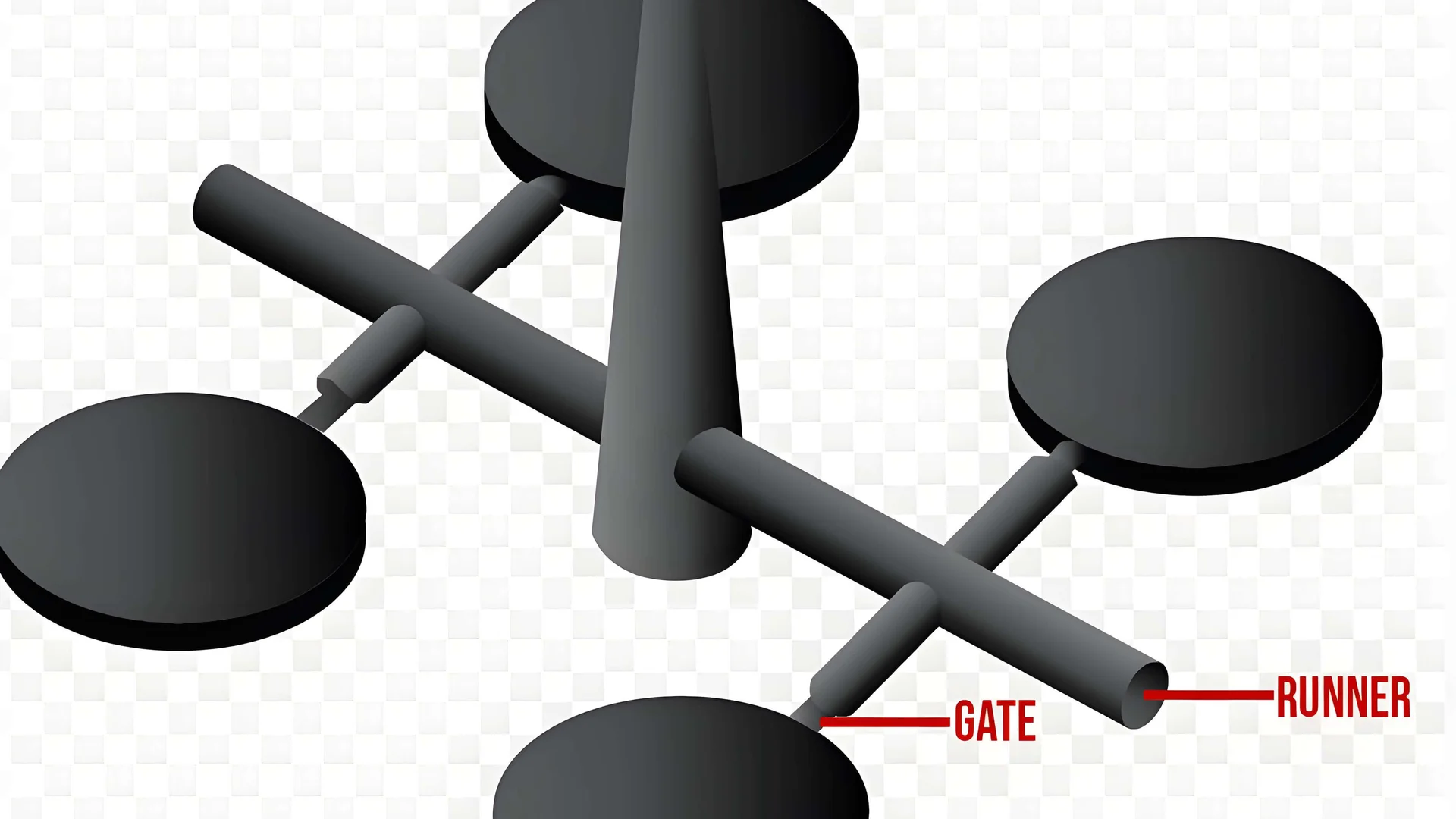
Ainda me lembro de quando vi um corredor em ação pela primeira vez, durante meus primeiros dias no design de produtos. Foi hipnotizante. Este importante canal guiou o plástico derretido da máquina diretamente para o molde. O corredor é mais do que apenas um caminho. É a tábua de salvação para um processo tranquilo. Os projetistas precisam entender seus detalhes, desde os corredores principais até os portões. Esse conhecimento é essencial. É muito importante para quem deseja melhorar seus designs. Dominar esta parte transforma suas criações e realmente melhora a eficiência da produção. Isso muda tudo!
O canal canaliza o plástico derretido para a cavidade do molde.Verdadeiro
Esta afirmação é verdadeira, pois a principal função do canal é transportar o plástico fundido da máquina injetora até o molde, garantindo o enchimento adequado.
O design do corredor não tem impacto na eficiência da produção.Falso
Esta afirmação é falsa; o design do canal afeta significativamente a eficiência da produção e a qualidade do produto nos processos de moldagem de plástico.
Quais são os diferentes tipos de sistemas de corredor?
Você já pensou em como funciona a magia da moldagem por injeção? Vamos explorar o incrível mundo dos sistemas de corrida. Os sistemas Runner ajudam esse processo a se tornar muito eficiente e eficaz.
A moldagem por injeção usa três sistemas de canais: os canais principais transportam o plástico fundido para o molde, os canais ramificados distribuem-no dentro do molde e os portões direcionam-no para a cavidade do molde, garantindo qualidade consistente.

Compreendendo os sistemas de corredor
Na moldagem por injeção, o sistema de canal desempenha um papel crucial na determinação da eficiência e eficácia do processo de moldagem. É composto por vários componentes que garantem o fluxo suave do plástico fundido da máquina de moldagem por injeção para a cavidade do molde. Vamos explorar os diferentes tipos de sistemas de corredor:
Corredor Principal
O corredor principal é onde começa. Pense nisso como uma rodovia conectando o bico da máquina de moldagem por injeção aos ramais. O seu design é muito importante; ajuda a reduzir a perda de pressão e mantém temperaturas estáveis. Normalmente cônico, tem uma conicidade entre 2° – 6° para facilitar o fluxo suave.
| Característica | Detalhes |
|---|---|
| Diâmetro | Combina com o bico da máquina |
| Forma | Cônico |
| Propósito | Garanta um fluxo de fusão de plástico eficiente |
Lembro-me de ter aprendido sobre os principais corredores e como seu design simples impacta a qualidade do produto final. Um canal principal bem projetado reduz defeitos e mantém a consistência. Verdadeiramente, uma virada de jogo.
Corredor de filial
O ramal serve como uma rede de estradas fora da rodovia principal. Ele espalha o plástico fundido uniformemente em cada porta, garantindo que cada peça do molde receba o que precisa. Os formatos variam amplamente, incluindo circular, semicircular, trapezoidal ou em forma de U, cada um com benefícios:
- Circular: Oferece baixa resistência ao fluxo, mas é complexo durante o processamento do molde.
- Trapezoidal e em forma de U: Manuseio mais fácil e geralmente proporciona melhor fluxo de fusão.
A seleção do formato correto depende de fatores como tipo de plástico, tamanho do produto e condições do processo. Corredores de ramificação mais curtos geralmente têm melhor desempenho; eles reduzem a perda de pressão e as mudanças de temperatura.
Portão
Finalmente, o portão é a última parada antes de entrar na cavidade do molde. Gerencia velocidade e direção; esta parte é crucial em nosso sistema. Portões diferentes atendem a vários usos:
- Porta lateral: Bom para produtos pequenos e médios; permite uma entrada lateral suave.
- Point Gate: Melhor para produtos estéticos; no entanto, necessita de maior pressão de injeção devido ao seu tamanho.
| Tipo de portão | Aplicativo | Vantagens |
|---|---|---|
| Portão Lateral | Produtos pequenos/médios | Entrada suave |
| Portão do Ponto | Produtos de alta aparência | Marcas mínimas na superfície |
Compreender estes sistemas é essencial para designers como eu, que pretendem equilibrar funcionalidade com estética, garantindo ao mesmo tempo processos de produção eficientes. Os interessados em aprender mais devem explorar técnicas avançadas de projeto de moldes 1 ou melhores práticas na configuração de sistemas de canais 2 . Refinamos constantemente nossa arte para oferecer resultados excepcionais.
Os corredores principais são cônicos para minimizar a perda de pressão.Verdadeiro
Os canais principais na moldagem por injeção são projetados de forma cônica para reduzir a perda de pressão, garantindo um fluxo eficiente de plástico fundido da máquina para a cavidade do molde.
Os corredores de ramificação só podem ter formato circular.Falso
Os corredores ramificados podem ter vários formatos, incluindo circulares, trapezoidais e em forma de U, cada um oferecendo diferentes vantagens para a distribuição do fluxo de fusão.
Como o design do corredor afeta a eficiência da moldagem por injeção?
Você já pensou em como um corredor, que parece simples, afeta todo o processo de moldagem por injeção? Diferentes designs de corredores realmente mudam a eficiência. Eles reduzem custos. A qualidade do produto melhora com esses designs.
O design eficiente do canal na moldagem por injeção minimiza a perda de pressão, mantém a temperatura de fusão e encurta os tempos de ciclo, reduzindo o desperdício e os custos de produção, ao mesmo tempo que melhora a qualidade do produto.
Compreendendo o design do corredor em moldagem por injeção
Quando comecei a aprender sobre moldagem por injeção, percebi rapidamente a importância do sistema de canais. É o caminho por onde o plástico derretido flui da máquina de injeção para o molde. Esta parte deve estar correta porque impacta significativamente a eficiência da produção.
Um corredor bem projetado pode aumentar significativamente a eficiência do processo de moldagem por injeção, minimizando a perda de pressão e garantindo uma distribuição uniforme do fundido. Os principais aspectos do projeto do corredor incluem o corredor principal , o corredor secundário e o portão .
Características principais do corredor
O canal principal conecta a máquina de injeção aos ramais do molde. Seu design é crucial para manter as características de fluxo do plástico fundido.
- Formato Cônico : O formato cônico, geralmente afilando entre 2° – 6°, permite um fluxo suave. É como dar um leve empurrãozinho no plástico ao longo de seu caminho.
- Correspondência de diâmetro : O diâmetro da extremidade pequena corresponde ao do bocal para minimizar a turbulência e garantir uma transição eficiente. Esta partida é como assistir a uma corrida perfeita – tudo flui muito bem.
Os canais principais adequadamente projetados reduzem as perdas de pressão , o que, por sua vez, reduz os tempos de ciclo e aumenta a eficiência geral da produção.
Funcionalidade do Branch Runner
Os corredores de ramificação distribuem o plástico derretido uniformemente em cada portão. Seu design afeta não apenas a vazão, mas também a qualidade do produto. Com o tempo, descobri formatos comuns que atendem a diferentes necessidades:
| Formato do corredor | Vantagens | Desvantagens |
|---|---|---|
| Circular | Menor resistência ao fluxo | Difícil de abrir durante o processamento do molde |
| Trapezoidal | Fácil de processar, bom desempenho de fluxo | Resistência moderada |
| Em forma de U | Fluxo equilibrado e facilidade de processamento | Requer mais espaço |
Escolher o formato certo com base nos requisitos do produto e no tipo de plástico pode aumentar a eficiência.
Considerações sobre o projeto do portão
Vamos discutir o portão – o ponto de verificação final antes do plástico entrar no molde. Seu design controla o fluxo do fundido:
- Portão lateral : Este é versátil! Ele se adapta a peças pequenas e médias e garante uma entrada suave pela lateral.
- Point Gate : Se a aparência importa, este portão deixa pequenas marcas, mas precisa de maior pressão de injeção, o que afeta o tempo do ciclo e o uso de energia.
Impacto na eficiência da moldagem por injeção
Refletindo sobre minhas experiências, percebi o quanto o design do canal impacta a eficiência da moldagem por injeção. Aqui estão alguns fatores que sempre considero:
- Perda de pressão : Um design inteligente do corredor reduz a queda de pressão, garantindo enchimento eficiente e ciclos mais curtos.
- Manutenção da temperatura : Manter a temperatura correta do fundido durante sua jornada é vital; corredores mal projetados podem perder calor indesejado – acredite, eu já vi isso!
- Utilização de materiais : Corredores eficientes geram menos resíduos, reduzindo custos de materiais e apoiando a sustentabilidade. Cada pedaço ajuda!
Para qualquer pessoa curiosa sobre como diferentes tipos de corredores afetam a produção, verifique os diferentes tipos de corredores 3 ou explore as funções de portão 4 . Aprender sobre design de corredores abriu meus olhos e espero que isso traga clareza à medida que você melhora seus processos!
Corredores bem projetados minimizam a perda de pressão na moldagem.Verdadeiro
O design eficiente do corredor reduz a queda de pressão, melhorando o fluxo e os tempos de ciclo na moldagem por injeção, levando a uma melhor eficiência de produção.
Os corredores circulares são os melhores para todos os processos de moldagem por injeção.Falso
Embora os corredores circulares tenham baixa resistência, podem ser difíceis de abrir durante o processamento, o que os torna não universalmente ideais para todas as aplicações.
Que desafios podem surgir com os sistemas Runner?
Explorar o mundo dos sistemas de canais na moldagem por injeção apresenta muitos desafios. Esses desafios influenciam a eficiência da produção. Eles também impactam a qualidade dos produtos finais. Vamos mergulhar nessas questões juntos!
Os sistemas de canais na moldagem por injeção enfrentam desafios como bloqueios de comporta, desequilíbrios de fluxo, problemas de temperatura e perda de pressão. Compreendê-los é crucial para manter a eficiência da produção e a qualidade do produto.
Compreendendo os desafios do sistema Runner
Os sistemas de canais na moldagem por injeção são cruciais para entregar o plástico fundido às cavidades do molde de forma eficiente. No entanto, vários desafios podem surgir durante este processo que podem afetar a qualidade do produto final e a eficiência da produção.
1. Bloqueios de portão
Um dos problemas mais comuns são os bloqueios de portões. Imagine o seguinte: o molde está pronto, mas a comporta fica bloqueada durante a injeção. O plástico não consegue se mover adequadamente para dentro da cavidade do molde, causando preenchimentos incompletos e defeitos, como disparos curtos. Para mitigar esse problema, os projetistas devem considerar a otimização do projeto da comporta 5 e garantir o fluxo de fusão adequado.
2. Desequilíbrio de fluxo
O desequilíbrio do fluxo ocorre quando o plástico fundido não se distribui uniformemente pelas múltiplas cavidades. Em um projeto, o plástico não se espalhou uniformemente pelas cavidades, levando a variações na espessura da parede e à inconsistência geral do produto. O uso de ferramentas de simulação avançadas pode ajudar a prever padrões de fluxo e ajustar as dimensões do canal de acordo com a distribuição uniforme do fundido 6 .
3. Problemas de controle de temperatura
Manter a temperatura ideal dentro do sistema do corredor é vital. As flutuações de temperatura podem levar à solidificação ou degradação prematura do material plástico, afetando as propriedades mecânicas. Estratégias eficazes de gerenciamento de temperatura incluem o uso de unidades de controle de temperatura 7 e o monitoramento de perfis térmicos durante todo o ciclo de injeção.
4. Perda de pressão
A perda de pressão ao longo do sistema do rotor pode afetar gravemente o desempenho da injeção. Certa vez, um corredor mal projetado causou quedas de pressão significativas; parecia uma luta constante. O projeto dos canais principais e secundários deve minimizar as quedas de pressão, considerando aspectos como diâmetro e comprimento. A implementação de projetos simplificados pode reduzir significativamente a resistência ao fluxo, aumentando, em última análise, a eficiência da produção.
| Desafio | Descrição | Estratégias de Mitigação |
|---|---|---|
| Bloqueios de portão | Bloqueio da comporta impedindo o preenchimento adequado | Otimize o projeto da comporta e verifique as propriedades do fluxo de material |
| Desequilíbrio de fluxo | Distribuição desigual entre cavidades | Use ferramentas de simulação para prever o fluxo |
| Controle de temperatura | Flutuações que afetam as propriedades dos materiais | Utilize unidades de controle de temperatura |
| Perda de pressão | Perda de pressão afetando o desempenho da injeção | Projete corredores com geometria otimizada |
5. Variabilidade de materiais
A variabilidade do material complica o projeto do canal, pois diferentes plásticos têm características de fluxo únicas. Testar materiais sob condições esperadas ajuda a identificar potenciais desafios desde o início; isso economiza horas de solução de problemas mais tarde, quando você testa materiais 8 .
Ao enfrentar esses desafios por meio de projetos e testes cuidadosos, os fabricantes podem melhorar a eficiência operacional e a qualidade do produto em seus processos de moldagem por injeção.
Bloqueios de portão podem causar preenchimentos incompletos na moldagem por injeção.Verdadeiro
Quando as portas estão bloqueadas, o plástico fundido não consegue entrar no molde, causando defeitos como tiros curtos.
As flutuações de temperatura não afetam a qualidade do produto na moldagem.Falso
Temperaturas inconsistentes podem degradar os materiais, impactando as propriedades mecânicas e a qualidade do produto.
Como a otimização dos corredores pode melhorar a qualidade do produto?
Você já pensou em como uma pequena mudança no design provavelmente leva a uma grande melhoria na qualidade do produto? Vamos entrar no interessante mundo dos corredores de moldagem por injeção. Exploraremos como a otimização cria uma diferença realmente significativa.
A otimização dos corredores melhora a qualidade do produto, melhorando o fluxo de fusão, reduzindo os tempos de ciclo e minimizando os defeitos. Os elementos críticos incluem o projeto adequado dos corredores principais e secundários e especificações precisas do portão.

Compreendendo os corredores na moldagem por injeção
Como alguém que passou anos trabalhando com design de produtos, sei que compreender a moldagem por injeção é crucial para obter uma melhor qualidade do produto. Os corredores guiam o plástico derretido do bocal da máquina para a cavidade do molde. Esses corredores muitas vezes passam despercebidos, mas são verdadeiramente importantes. Otimizá-los melhora a produção e os resultados do produto.
Para otimizar a qualidade do produto na moldagem por injeção, é essencial entender o que são os corredores. O corredor é o canal de fluxo para o plástico fundido, começando no bico da máquina de moldagem por injeção e levando até a cavidade do molde. Ao otimizar o sistema de canais, os fabricantes podem garantir um fluxo suave e eficiente de plástico.
Principais características dos corredores
- Corredor Principal : Este é o caminho principal do bocal até o corredor do ramal. Deve ser projetado para minimizar a perda de pressão e a queda de temperatura durante a injeção. Um ângulo de conicidade típico para o canal principal está entre 2° – 6°, o que ajuda a manter o movimento de avanço do fundido. Lembro-me de um projeto em que a mudança do ângulo de conicidade de 4° para 5° melhorou muito a eficiência da produção.
| Recurso | Descrição |
|---|---|
| Função | Conecta o bico ao molde, minimizando a perda de pressão |
| Ângulo Cônico | Normalmente 2° – 6° |
| Considerações de projeto | Deve acomodar o fluxo de fusão e minimizar a perda de calor |
- Branch Runner : Esses canais se conectam aos portões e espalham o plástico uniformemente. Vários formatos, como circular e trapezoidal, podem afetar significativamente o desempenho do fluxo. Descobri que tentar formatos diferentes pode alterar muito o desempenho do fluxo; cada formato tem vantagens e desvantagens exclusivas.
Importância do design do portão
A porta é crucial porque é o último ponto antes do plástico entrar na cavidade do molde. Seu tamanho e forma afetam o acabamento superficial e a resistência estrutural. Por exemplo:
- Porta lateral : Adequado para produtos pequenos e médios; permite uma entrada suave pela lateral.
- Point Gate : Ideal para produtos de aparência de alta qualidade; requer pressão de injeção mais alta, mas deixa marcas superficiais mínimas.
Trabalhei em um produto onde a mudança de uma porta lateral para uma porta pontual melhorou a aparência e reduziu significativamente as marcas na superfície.
| Tipo de portão | Adequado para | Vantagens |
|---|---|---|
| Portão Lateral | Produtos Pequenos/Médios | Entrada suave, menos interrupções de fluxo |
| Portão do Ponto | Produtos de alta aparência | Marcas superficiais mínimas, melhor estética |
Benefícios da otimização do corredor
Aqui está por que a otimização do corredor é importante:
- Eficiência de fluxo aprimorada : Um sistema de canal adequado reduz a perda de pressão, garantindo um enchimento mais suave da cavidade do molde. Já vi isso melhorar o desempenho em meus projetos.
- Tempos de ciclo reduzidos : Bons executores encurtam os ciclos de produção, diminuindo atrasos causados por problemas de fluxo; Lembro-me de como um redesenho básico reduziu nosso tempo de ciclo em quase 20%.
- Produtos Consistentes : Com corredores refinados, as diferenças de tamanho e qualidade diminuem, resultando em produtos uniformes que os designers desejam.
- Menos desperdício : Os corredores otimizados não apenas melhoram a qualidade, mas também reduzem o desperdício, beneficiando tanto o custo quanto a sustentabilidade; Estou sempre entusiasmado em ser mais ecológico na fabricação.
Para se aprofundar em técnicas específicas para otimizar corredores, explore técnicas avançadas de design de corredores 9 . Este recurso fornece insights sobre abordagens práticas que podem ser implementadas em processos de fabricação modernos.
A otimização dos corredores reduz a perda de pressão na moldagem por injeção.Verdadeiro
O design eficaz do canal minimiza a perda de pressão, garantindo um fluxo de fusão eficiente e melhor qualidade do produto durante o processo de moldagem por injeção.
Os corredores de ramificação não afetam o desempenho do fluxo plástico.Falso
O formato e o design dos ramais afetam significativamente a uniformidade do fluxo do plástico, afetando a qualidade geral do produto moldado.
Conclusão
Os corredores na moldagem de plástico são essenciais para um fluxo de fusão eficiente, afetando a velocidade de produção e a qualidade do produto. Compreender seu design pode melhorar significativamente os resultados de fabricação.
-
Este link fornece uma exploração aprofundada dos sistemas de canais, aprimorando sua compreensão e aplicação em processos de design. ↩
-
Explore as práticas recomendadas para configurar sistemas de executores para melhorar a eficiência e a qualidade do produto em seus projetos. ↩
-
Saiba como a otimização do projeto do corredor pode melhorar seus processos de fabricação, economizando tempo e custos e melhorando a qualidade do produto. ↩
-
Explore exemplos detalhados de diferentes designs de portões e seus efeitos na produção para aprimorar sua compreensão. ↩
-
Este link fornece insights sobre problemas comuns enfrentados em sistemas de canais de moldagem por injeção e soluções para otimizar o desempenho. ↩
-
Aprenda como obter uma distribuição uniforme do fundido com designs de canais eficazes. ↩
-
Entenda as melhores práticas para manter o controle de temperatura em sistemas de canais para obter melhores resultados. ↩
-
Descubra como minimizar a perda de pressão em sistemas de canais para aumentar a eficiência da produção. ↩
-
Este link oferece insights avançados sobre técnicas de otimização de rotores que podem melhorar significativamente seus processos de fabricação. ↩





