

No complexo mundo da moldagem por injeção de plástico, cada detalhe importa — especialmente quando se trata de eficiência e qualidade. Vamos mergulhar na arte de dominar as etapas de enchimento e recalque, onde a precisão faz toda a diferença.
Para otimizar as etapas de enchimento e retenção na moldagem por injeção de plástico, ajuste a velocidade de injeção, a pressão e a temperatura de acordo com as especificações do produto e as características do material. Esses ajustes ajudam a controlar o fluxo do material fundido e o resfriamento, reduzindo defeitos e melhorando a qualidade do produto.
Mas não pare por aí! Vamos explorar as implicações mais profundas de cada parâmetro e descobrir estratégias que realmente transformarão seu processo de moldagem.
A velocidade de injeção afeta a qualidade da superfície na moldagem.Verdadeiro
O ajuste da velocidade de injeção afeta o fluxo do material fundido, influenciando o acabamento da superfície.
Qual o papel da velocidade de injeção na qualidade da moldagem?
A velocidade de injeção é um fator crucial para determinar a qualidade de produtos moldados em plástico. Ajustes nesse parâmetro podem afetar significativamente o acabamento superficial, a estabilidade dimensional e a integridade estrutural do produto.
A velocidade de injeção influencia a forma como o plástico fundido flui para a cavidade do molde, impactando a qualidade da superfície e as tensões internas. Altas velocidades podem causar defeitos como marcas de queimadura, enquanto baixas velocidades podem resultar em preenchimentos incompletos. O equilíbrio da velocidade de acordo com as especificações do produto garante a qualidade ideal da moldagem.
Entendendo a dinâmica da velocidade de injeção
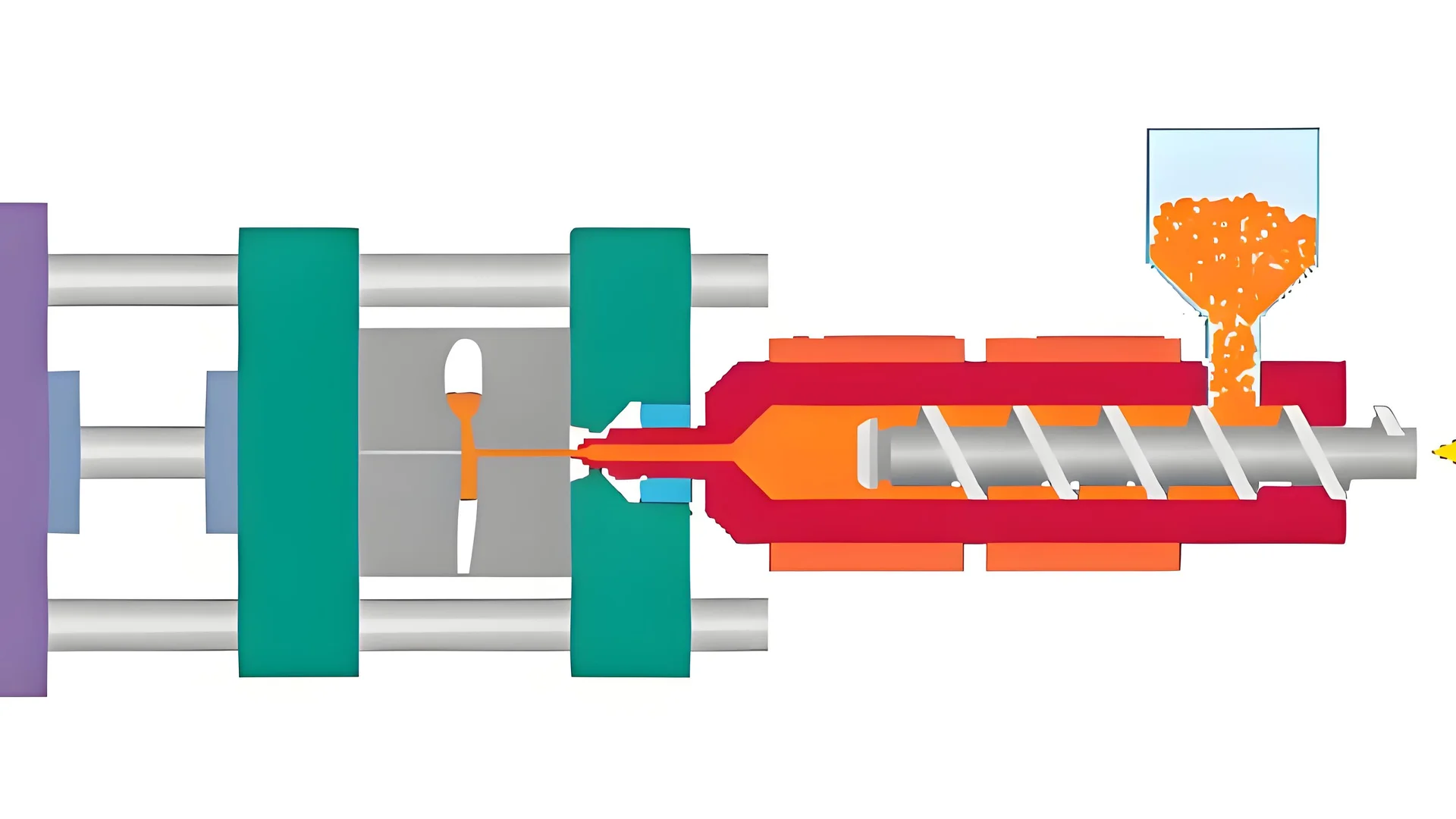
Na moldagem por injeção de plástico, a velocidade de injeção determina a rapidez com que o plástico fundido é injetado na cavidade do molde. Esse processo é crucial, pois determina a eficiência com que o material preenche a cavidade e adere às complexidades do molde.
-
Alta velocidade de injeção : Quando a velocidade de injeção é muito alta, podem ocorrer fenômenos como projeção e queima do material fundido. A projeção do material fundido leva a uma distribuição irregular do material, resultando frequentemente em defeitos estéticos ou áreas estruturalmente enfraquecidas. Por outro lado, altas velocidades podem ser benéficas para produtos de paredes finas, garantindo que o material fundido preencha rapidamente a cavidade antes do início do resfriamento.
-
Velocidade de injeção lenta : Por outro lado, se a velocidade de injeção for muito lenta, podem surgir problemas como injeções incompletas — em que o molde não é totalmente preenchido — e marcas de fluxo. Esses defeitos comprometem tanto os aspectos estéticos quanto os funcionais do produto final.
| Velocidade de injeção | Vantagens | Desvantagens |
|---|---|---|
| Rápido | Preenchimento rápido para paredes finas | Marcas de queimadura, pulverização por fusão |
| Lento | Preenchimento controlado para formas complexas | Planos curtos, marcas de fluxo |
Ajuste de velocidade baseado em aplicação
O ajuste da velocidade de injeção deve estar intimamente ligado ao projeto do produto e às propriedades do material:
-
Produtos de paredes finas : Uma velocidade de injeção mais alta é geralmente preferível. Essa abordagem garante que o material fundido preencha rapidamente a cavidade, minimizando o tempo de resfriamento, que pode levar à solidificação antes do preenchimento completo.
-
Produtos de paredes espessas : Velocidades mais baixas costumam ser vantajosas, pois reduzem as tensões internas que podem causar deformações ou rachaduras após a moldagem. Controlando a taxa de preenchimento, os fabricantes podem manter a uniformidade na espessura e densidade das paredes.
Impacto na qualidade do produto
O ajuste correto da velocidade de injeção não só afeta a estética da superfície, como também desempenha um papel significativo na manutenção da integridade estrutural. Por exemplo, uma configuração de velocidade bem calibrada evita tensões internas excessivas que podem levar a danos no molde¹ , rebarbas ou mesmo falhas durante o uso.
Além disso, escolher a velocidade correta ajuda a alcançar um equilíbrio entre o tempo de ciclo e a qualidade do produto 2 , impactando, em última análise, a eficiência da produção e a relação custo-benefício.
Conclusão
Embora a velocidade de injeção seja apenas um dos muitos parâmetros na moldagem por injeção, seu papel é inegavelmente crucial. Ao entender como ela interage com outros fatores, como temperatura e pressão, os fabricantes podem otimizar seus processos para melhorar a qualidade do produto.
Velocidades de injeção rápidas podem causar marcas de queimadura.Verdadeiro
Altas velocidades aumentam o atrito e a temperatura, resultando em marcas de queimadura.
Velocidades de injeção lentas eliminam todos os defeitos.Falso
Velocidades lentas podem causar defeitos como injeções incompletas e marcas de fluxo.
Como otimizar a pressão de injeção para diferentes tipos de plástico?
A pressão de injeção é fundamental para a qualidade da moldagem, mas varia conforme o tipo de plástico. Ajustá-la corretamente melhora tanto a eficiência quanto a integridade do produto.
A otimização da pressão de injeção envolve o ajuste com base na fluidez do plástico, no design do produto e na espessura da parede. Uma calibração adequada minimiza defeitos e maximiza a eficiência de preenchimento do molde.
Entendendo o papel da pressão de injeção
A pressão de injeção é um parâmetro crítico que influencia o fluxo de plástico fundido para dentro da cavidade do molde. Ao otimizar essa pressão, os fabricantes podem garantir o preenchimento eficiente de geometrias complexas, minimizando defeitos potenciais como rebarbas ou falhas na injeção. A pressão de injeção ideal é determinada por diversos fatores, incluindo o tipo de plástico utilizado, as dimensões do produto e a espessura da parede.
Fatores que influenciam a pressão de injeção
1. Fluidez plástica
- Plásticos com baixa fluidez: Esses materiais exigem pressões de injeção mais altas para garantir o preenchimento completo do molde. Por exemplo, o policarbonato (PC) tem alta viscosidade e geralmente requer maior pressão.
- Plásticos com boa fluidez: Pressões mais baixas podem ser suficientes, reduzindo o risco de danos ao molde ou rebarbas excessivas. O polipropileno (PP), conhecido por suas excelentes propriedades de fluxo, é um exemplo disso.
2. Considerações sobre o design do produto
- Geometrias complexas: Pressões mais elevadas ajudam a preencher designs intrincados. Isso é crucial para produtos com detalhes complexos ou paredes finas, onde o preenchimento rápido das cavidades é necessário para evitar a solidificação.
- Projetos mais simples: Estes podem permitir configurações de pressão reduzidas, o que conserva energia e prolonga a vida útil do molde.
| Tipo de plástico | Faixa de pressão recomendada (MPa) |
|---|---|
| Policarbonato | 80-150 |
| Polipropileno | 40-90 |
Equilibrando a pressão com outros parâmetros
Velocidade de injeção: Uma velocidade de injeção mais alta pode compensar uma pressão mais baixa em certos cenários, especialmente para peças de paredes finas, onde tempos de preenchimento rápidos evitam o resfriamento prematuro.
Temperatura do cilindro: Definir uma temperatura adequada pode melhorar a fluidez, reduzindo potencialmente a necessidade de pressões elevadas. Por exemplo, plásticos cristalinos podem exigir temperaturas mais altas para reduzir a viscosidade de forma eficaz.
Aplicações práticas
- Estudo de caso em peças automotivas: Na fabricação de componentes automotivos, o ajuste da pressão de injeção de acordo com as características do material e a função da peça (por exemplo, painéis de instrumentos versus suportes internos) pode aumentar significativamente a eficiência da produção e a qualidade da peça.
Ao compreender essas variáveis, os fabricantes podem ajustar a pressão de injeção estrategicamente³ , reduzindo o desperdício e prolongando a vida útil do equipamento.
O policarbonato requer uma pressão de injeção maior do que o polipropileno.Verdadeiro
O policarbonato possui maior viscosidade, necessitando de mais pressão para o preenchimento do molde.
Projetos de produtos mais simples exigem pressões de injeção mais elevadas.Falso
Projetos mais simples geralmente exigem pressões mais baixas, conservando energia e prolongando a vida útil do molde.
Por que o controle de temperatura é crucial na moldagem por injeção?
A precisão no controle de temperatura pode determinar o sucesso ou o fracasso da qualidade de produtos moldados por injeção. Veja por que isso é importante.
O controle de temperatura na moldagem por injeção garante o fluxo adequado do material fundido, previne defeitos como deformações e melhora a qualidade geral do produto. Ajustar as temperaturas do cilindro, do molde e do sistema de resfriamento com base nas propriedades do material e no projeto do produto é fundamental para uma produção consistente e de alta qualidade.

O papel da temperatura do barril
A temperatura do cilindro influencia profundamente a fluidez do plástico fundido. Ao ajustar esse parâmetro, os fabricantes podem controlar a viscosidade do material fundido e garantir que ele preencha a cavidade do molde de forma eficaz. Por exemplo, plásticos cristalinos geralmente requerem temperaturas mais altas no cilindro em comparação com os tipos amorfos para atingir um fluxo adequado.
Uma temperatura do cilindro precisamente controlada impede a decomposição do plástico, mantendo sua fluidez. Temperaturas excessivas podem levar à degradação do material, afetando a resistência e a aparência do produto final. Por outro lado, uma temperatura muito baixa pode causar enchimento incompleto, resultando em injeções incompletas.
Otimizando a temperatura do molde
A temperatura do molde afeta diretamente a taxa de resfriamento do produto, o que é crucial para sua integridade estrutural e acabamento superficial. Uma temperatura de molde mais alta pode melhorar a qualidade da superfície e reduzir a tensão interna, mas pode complicar os processos de desmoldagem. Temperaturas mais baixas, por outro lado, podem acelerar os tempos de ciclo, mas podem levar a um acabamento superficial ruim e ao aumento da tensão residual.
Para plásticos cristalinos, manter uma temperatura elevada no molde é essencial para alcançar a cristalinidade desejada no produto. Por outro lado, plásticos amorfos se beneficiam de uma temperatura mais baixa no molde para evitar tensões indesejadas.
Considerações sobre o tempo de resfriamento
A etapa de resfriamento solidifica a forma da peça plástica. O resfriamento controlado evita deformações e contrações, que podem levar a inconsistências nas dimensões do produto. Ajustar o tempo de resfriamento de acordo com a espessura da parede e o tamanho da peça é crucial.
Para produtos com paredes espessas, geralmente são necessários tempos de resfriamento mais longos para garantir um resfriamento uniforme em toda a peça. Para produtos com paredes finas, tempos de resfriamento mais curtos são suficientes, mas deve-se ter cuidado para evitar distorções.
Equilibrando temperatura, pressão e tempo
Os ajustes de temperatura estão intimamente ligados às configurações de pressão e tempo, tanto na etapa de enchimento quanto na de recalque. Para resultados ótimos, os três parâmetros devem ser harmonizados com base nos requisitos específicos do material e do projeto do produto. Essa abordagem holística garante que as peças moldadas atendam aos padrões de qualidade de forma consistente.
Em resumo, o controle meticuloso da temperatura na moldagem por injeção não só melhora a qualidade do produto, como também otimiza a eficiência da fabricação, minimizando defeitos e garantindo a consistência entre os lotes de produção.
A temperatura do cilindro afeta a viscosidade do material fundido na moldagem por injeção.Verdadeiro
O ajuste da temperatura do cilindro controla a fluidez do plástico, garantindo o preenchimento do molde.
Temperaturas mais baixas do molde reduzem o tempo de ciclo, mas aumentam o estresse.Verdadeiro
Temperaturas mais baixas aceleram os ciclos, mas podem causar um acabamento superficial ruim.
Quais são os desafios comuns na fase de espera?
Navegar pela fase de espera na moldagem por injeção de plástico apresenta desafios distintos que podem afetar a qualidade do produto e a eficiência da fabricação.
Os desafios comuns na fase de recalque da moldagem por injeção de plástico incluem tensão interna excessiva, marcas de contração e dificuldade na desmoldagem. Esses problemas surgem de configurações incorretas de pressão, tempo e temperatura do molde, exigindo ajustes precisos com base nas características do produto para garantir resultados ideais.

Entendendo o papel da pressão de sustentação
A pressão de retenção é crucial, pois compensa a contração por resfriamento, injetando mais plástico fundido na cavidade após o preenchimento. Se definida muito alta, pode levar a tensões internas excessivas e dificultar a desmoldagem. Por outro lado, uma pressão muito baixa pode resultar em marcas de contração e instabilidade dimensional.
Para superar esses desafios, é fundamental considerar o formato, o tamanho e a espessura da parede do produto. Produtos maiores ou mais espessos geralmente exigem maior pressão de retenção, enquanto produtos menores ou mais finos se beneficiam de pressão reduzida. pressão de retenção pode impactar significativamente a qualidade do produto.
A importância de reservar tempo
O tempo de retenção refere-se à duração em que o plástico fundido é mantido sob pressão. Um tempo de retenção excessivamente longo pode introduzir tensão excessiva e prolongar os ciclos de produção, enquanto um tempo curto pode levar a dimensões instáveis e encolhimento.
O tempo ideal de espera varia de acordo com as dimensões do produto; itens maiores ou mais espessos exigem períodos mais longos. Compreender e ajustar o tempo de espera adequadamente é fundamental para alcançar os resultados desejados.
| Tipo de produto | Tempo de espera sugerido |
|---|---|
| Paredes grandes/espessas | Mais longo |
| Paredes pequenas/finas | Mais curto |
Temperatura do mofo: um ato de equilíbrio
A temperatura do molde desempenha um papel fundamental na determinação da qualidade do produto. Altas temperaturas podem dificultar a desmoldagem e causar deformações, enquanto baixas temperaturas podem levar a uma má qualidade da superfície e ao aumento da tensão interna.
O ajuste da temperatura do molde requer a consideração do tipo de plástico, formato e tamanho do produto. Para plásticos cristalinos, temperaturas mais altas geralmente são melhores; para plásticos amorfos, é aconselhável reduzir a temperatura. da temperatura do molde é essencial para minimizar defeitos e melhorar a qualidade do acabamento.
Ao analisar criticamente esses fatores, os fabricantes podem mitigar os desafios comuns da fase de espera, resultando em maior eficiência e produtos de melhor qualidade.
A alta pressão de retenção causa estresse excessivo.Verdadeiro
A alta pressão de retenção aumenta a tensão interna, dificultando a desmoldagem.
A baixa temperatura do molde melhora a qualidade da superfície.Falso
Temperaturas baixas do molde podem resultar em má qualidade da superfície.
Conclusão
Otimizar a velocidade, a pressão e a temperatura de injeção é fundamental para melhorar a qualidade e a eficiência na moldagem por injeção de plástico. Leve essas dicas a sério, experimente e veja sua produção melhorar!
-
Aprenda a evitar danos ao molde através das configurações corretas de velocidade: Geralmente, para a mesma velocidade de injeção, uma pressão de injeção mais alta melhora a fluidez do plástico, aumentando a precisão dimensional… ↩
-
Explore estratégias para otimizar o tempo de ciclo, mantendo a qualidade: Manter um equilíbrio adequado entre a velocidade de injeção, a pressão e o tempo de resfriamento é importante para obter peças moldadas de alta qualidade e sem defeitos… ↩
-
Aprenda técnicas avançadas para otimizar a pressão de injeção: Etapas para a Otimização do Processo de MOLDAGEM POR INJEÇÃO · 1. Análise da funcionalidade da ferramenta · 2. Testes de injeção incompleta · 3. Estudos de vedação do ponto de injeção · 4. Avaliação/dados de peças de amostra… ↩
-
Aprenda como a temperatura precisa do cilindro afeta a viscosidade do material fundido e a qualidade do produto: Aqui estão as quatro zonas básicas do cilindro em uma máquina de moldagem por injeção que devem ser configuradas corretamente, juntamente com o corpo e a ponta do bico. ↩
-
Descubra como a temperatura do molde influencia o acabamento superficial e os níveis de tensão: Em polímeros amorfos como ABS e policarbonato, temperaturas mais altas do molde produzem níveis mais baixos de tensão interna e, consequentemente, melhor acabamento superficial ↩
-
Explore estratégias para ajustar os tempos de resfriamento a fim de melhorar a consistência do produto: O tempo de ciclo de moldagem por injeção, ou tempo de resfriamento, é um dos principais fatores para melhorar e manter a eficiência no processo de moldagem por injeção. ↩
-
Descubra estratégias para definir a pressão de recalque ideal na moldagem: A pressão e a velocidade de recalque geralmente correspondem a 50% a 65% da pressão e velocidade máximas de injeção. Ou seja, a pressão de recalque é de aproximadamente 0,6 a 0,8… ↩
-
Descubra por que o controle preciso da temperatura do molde é crucial para a qualidade: Uma temperatura estável do molde reduz as flutuações na contração da moldagem, melhorando a estabilidade dimensional. Para plásticos cristalinos, uma alta temperatura do molde… ↩






