

Otimizar o sistema de exaustão de um molde de injeção é um fator crucial para garantir uma produção de alta qualidade. Mas o que isso envolve exatamente?
Para otimizar um sistema de exaustão de moldes de injeção, concentre-se em projetar ranhuras de exaustão eficientes, utilizar as folgas entre as peças do molde para ventilação, aplicar materiais respiráveis, como aço respirável, e ajustar os parâmetros do processo de moldagem por injeção para reduzir defeitos e aumentar a eficiência.
Embora essas etapas fundamentais sejam cruciais, dominar o processo de otimização envolve aprofundar-se em técnicas avançadas e práticas de manutenção que podem transformar suas operações.
O tamanho da ranhura de exaustão afeta o desempenho do molde.Verdadeiro
O dimensionamento correto garante um fluxo de ar eficiente, reduzindo defeitos e melhorando a qualidade.
- 1. Quais são os desafios comuns na ventilação de moldes de injeção?
- 2. Como o design do canal de exaustão afeta o desempenho do molde?
- 3. Por que a manutenção regular é crucial para os sistemas de escapamento?
- 4. Qual o papel dos parâmetros do processo na otimização dos gases de escape?
- 5. Conclusão
Quais são os desafios comuns na ventilação de moldes de injeção?
A ventilação em moldes de injeção é essencial para eliminar o ar e os gases durante o processo de moldagem. Mas quais são os obstáculos comuns enfrentados para garantir uma ventilação eficaz?
Os desafios comuns na ventilação de moldes de injeção incluem projeto inadequado do canal de exaustão, seleção incorreta de materiais e parâmetros de processo desalinhados. Superar esses problemas exige planejamento meticuloso, manutenção regular e execução precisa para garantir o desempenho e a qualidade ideais do molde.
Entendendo os problemas de ventilação na moldagem por injeção
Um dos problemas mais significativos na moldagem por injeção é lidar com a ventilação inadequada. Sulcos de exaustão projetados¹ são uma preocupação primordial. Esses sulcos são cruciais para permitir a saída do ar aprisionado, mas, quando dimensionados ou posicionados incorretamente, podem levar à formação de bolhas de ar, resultando em defeitos como marcas de queimadura no produto final.
Além do design das ranhuras, a escolha dos materiais, como o uso de aço respirável² , desempenha um papel crucial. Esse material permite uma melhor permeabilidade ao ar, porém sua aplicação exige uma análise cuidadosa da porosidade e do tamanho dos poros para evitar complicações.
O impacto dos parâmetros do processo
Outro desafio surge dos parâmetros do processo de moldagem por injeção. Uma velocidade de injeção inadequada pode aumentar a entrada de ar. Ajustar a velocidade é vital, mas deve ser feito com cuidado para evitar problemas como preenchimento insuficiente ou defeitos na superfície.
Da mesma forma, otimizar a temperatura do molde e a pressão de recalque pode ajudar a controlar problemas de ventilação. Por exemplo, uma temperatura mais alta no molde pode melhorar a fluidez, mas também apresenta risco de deformação se não for controlada adequadamente.
Manutenção regular: uma necessidade
Por fim, a manutenção do sistema de exaustão é crucial. Verificações e limpezas regulares previnem obstruções que comprometem a eficiência da ventilação. Ar comprimido e ferramentas de limpeza adequadas devem ser usados para manter as superfícies e ranhuras do molde limpas.
Uma compreensão abrangente desses desafios permite um melhor planejamento e execução de estratégias de ventilação de moldes, resultando, em última análise, em maior qualidade e eficiência da produção.
Sulcos de exaustão inadequados causam aprisionamento de ar nos moldes.Verdadeiro
Sulcos mal projetados impedem a saída adequada do ar, causando defeitos.
O aço respirável elimina todos os problemas de ventilação na moldagem.Falso
Embora melhore a permeabilidade, a seleção cuidadosa dos materiais ainda é necessária.
Como o design do canal de exaustão afeta o desempenho do molde?
O projeto das ranhuras de exaustão é um fator crucial no desempenho geral de um molde de injeção. Compreender seu impacto pode melhorar significativamente a qualidade da produção.
O design do canal de exaustão influencia o desempenho do molde, otimizando o fluxo de ar, reduzindo defeitos e melhorando a qualidade da peça através de posicionamento e dimensionamento precisos.
Importância do projeto do canal de exaustão em moldes de injeção
O sistema de exaustão de um molde de injeção desempenha um papel crucial para garantir a expulsão eficiente do ar durante o processo de moldagem. Isso é vital para evitar o aprisionamento de ar que pode causar defeitos como falhas na injeção, queimaduras ou deformações no produto final. Um canal de exaustão bem projetado garante um fluxo de ar ideal, impactando diretamente a eficiência do molde e a qualidade do produto.
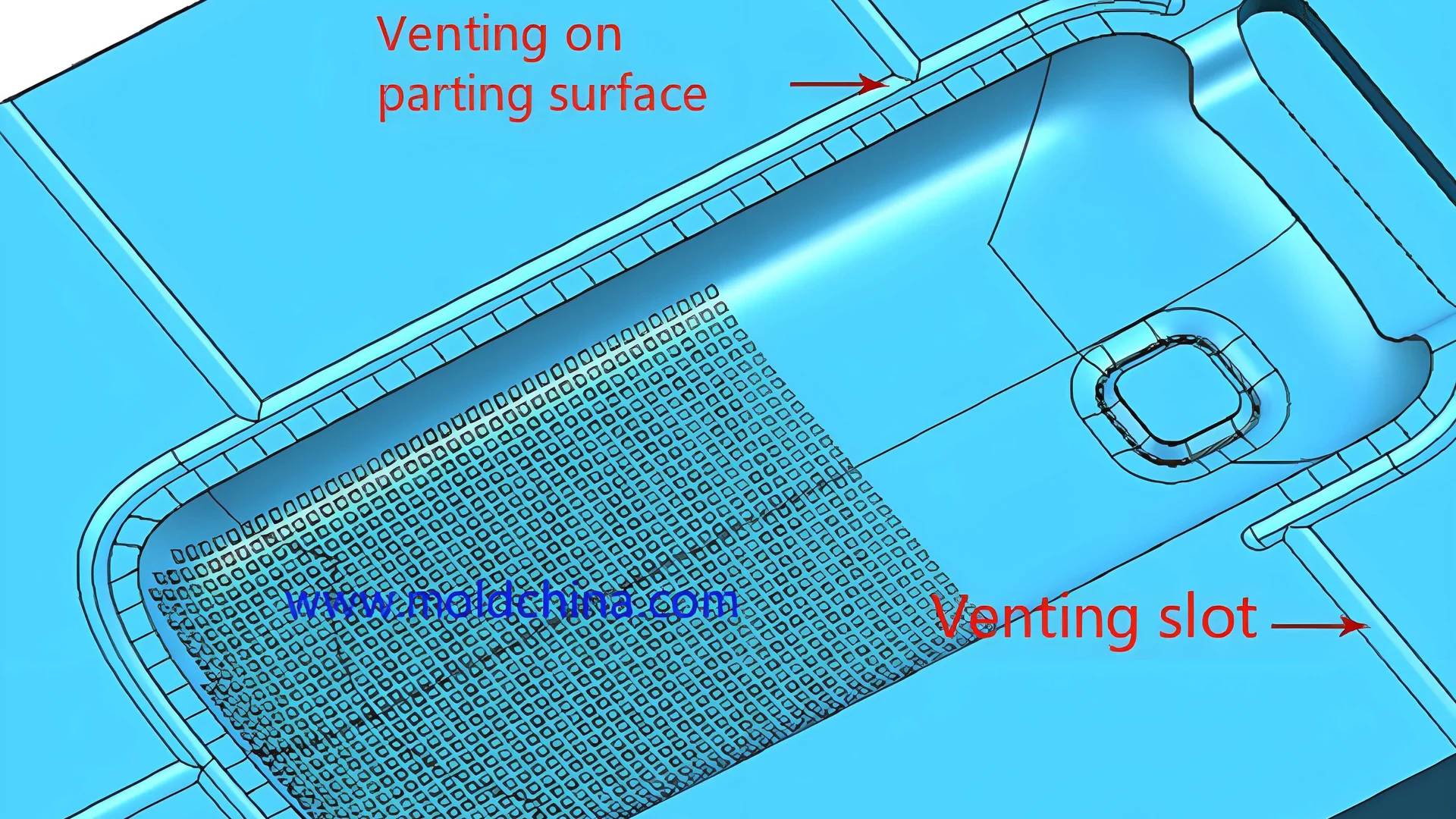
Posicionamento estratégico das ranhuras de escape
Um dos principais aspectos a serem considerados no projeto de ranhuras de exaustão é o seu posicionamento. Normalmente, essas ranhuras são posicionadas na extremidade da cavidade, na linha de junção, ao redor de insertos e na extremidade do canal de injeção. Essas áreas são propensas ao acúmulo de ar, tornando-as críticas para uma exaustão eficaz. Para peças plásticas complexas, softwares de simulação podem ser usados para identificar potenciais zonas de aprisionamento de ar, permitindo o posicionamento preciso das ranhuras.
Otimizando o tamanho das ranhuras de escape
O tamanho da ranhura de exaustão deve ser meticulosamente ajustado para se adequar ao material específico e ao projeto do molde. Geralmente, a largura da ranhura varia de 0,025 mm a 0,15 mm, enquanto a profundidade varia entre 0,05 mm e 0,15 mm. Materiais com maior fluidez podem exigir ranhuras mais estreitas, enquanto aqueles com menor fluidez se beneficiam de ranhuras mais largas e profundas. O ajuste dessas dimensões garante que o ar escape sem comprometer a integridade do molde.
| Dimensão da ranhura | Faixa |
|---|---|
| Largura | 0,025 – 0,15 mm |
| Profundidade | 0,05 – 0,15 mm |
Evitando sulcos excessivamente longos
Embora a ventilação adequada seja crucial, o comprimento excessivo das ranhuras de exaustão pode complicar o processamento do molde e levar a uma exaustão ineficaz. Idealmente, o comprimento da ranhura não deve exceder 50 mm. Para áreas maiores que requerem ventilação, recomenda-se segmentar o projeto da ranhura.
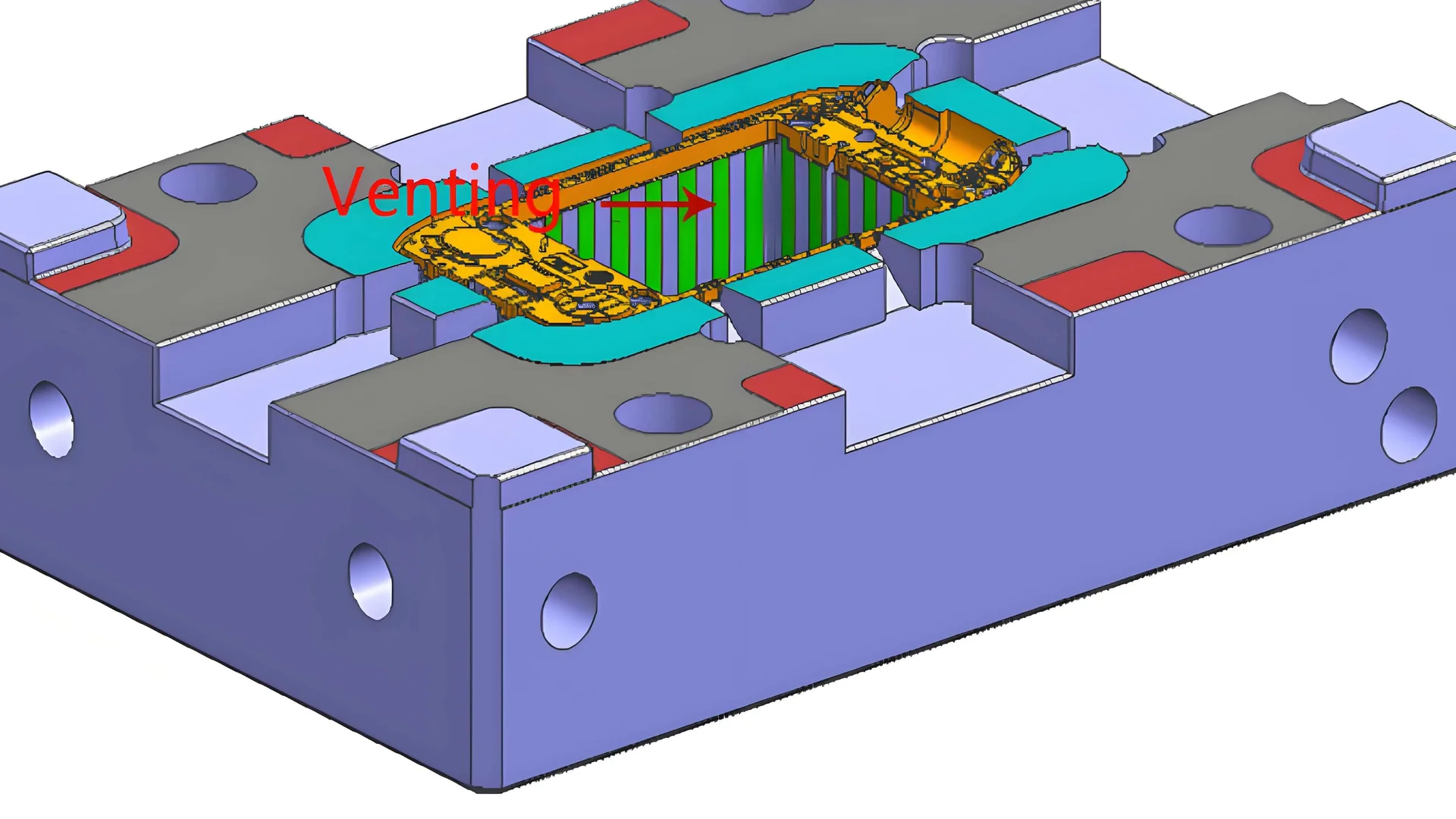
Utilização de espaços para exaustão em peças moldadas
Outra abordagem inovadora envolve o uso dos espaços naturais entre os componentes do molde como canais de exaustão. Por exemplo, aumentar o espaço entre as superfícies de separação (normalmente entre 0,02 mm e 0,05 mm) pode auxiliar na ventilação sem causar problemas de transbordamento. Estratégias semelhantes se aplicam aos espaços entre pinos extratores e furos ou entre deslizadores e guias.
Aproveitando materiais respiráveis
A incorporação de materiais como o aço respirável também pode melhorar significativamente a eficiência da exaustão. Esse material poroso permite a saída do ar, mantendo a integridade estrutural. Sua aplicação é especialmente benéfica em regiões onde o aprisionamento de ar é problemático, como em cavidades profundas ou seções de paredes finas de moldes.
Ao combinar um design estratégico com materiais inovadores, os fabricantes podem alcançar um desempenho superior dos moldes, reduzindo defeitos e melhorando a qualidade do produto através de sistemas de exaustão eficientes.
Os sulcos de exaustão reduzem os defeitos do molde, otimizando o fluxo de ar.Verdadeiro
Um projeto adequado do canal de exaustão garante a expulsão eficiente do ar, minimizando defeitos.
Para uma exaustão eficaz, o comprimento da ranhura não deve exceder 100 mm.Falso
O comprimento ideal do sulco é inferior a 50 mm para evitar problemas de processamento.
Por que a manutenção regular é crucial para os sistemas de escapamento?
Negligenciar a manutenção do sistema de escape pode levar a paradas dispendiosas e problemas de qualidade. Descubra por que a manutenção de rotina é essencial.
A manutenção regular dos sistemas de exaustão garante o desempenho ideal, prevenindo obstruções, mantendo a permeabilidade ao ar e melhorando a qualidade do produto na moldagem por injeção.

A importância de prevenir obstruções
Uma das principais razões pelas quais a manutenção regular é crucial para os sistemas de exaustão é a prevenção de obstruções. Com o tempo, as ranhuras de exaustão e o aço respirável podem acumular detritos, como poeira e óleo, que impedem o fluxo de ar. Esse acúmulo pode levar a defeitos em produtos moldados devido à ventilação inadequada. Ao verificar rotineiramente esses componentes, os operadores de moldes podem garantir que os canais de ar permaneçam desobstruídos, facilitando a expulsão eficiente de gases durante o processo de moldagem.
Ferramentas para limpeza
Para manter os canais de exaustão desobstruídos, podem ser utilizadas ferramentas como ar comprimido e escovas de arame de cobre. Essas ferramentas removem eficazmente qualquer acúmulo de material sem danificar a superfície do molde.
Manutenção da permeabilidade ao ar em aço respirável
O aço respirável, conhecido por sua estrutura porosa, desempenha um papel significativo no aumento da eficácia do sistema de exaustão. No entanto, seu desempenho pode ser comprometido se a permeabilidade ao ar não for verificada regularmente. Durante as manutenções preventivas, é fundamental garantir que o aço respirável mantenha sua porosidade.
Indicadores de substituição
Caso o aço respirável apresente sinais de permeabilidade reduzida, pode ser necessário substituí-lo. A não substituição pode comprometer a qualidade do produto devido à remoção inadequada do ar.
Aprimorando a qualidade do produto por meio de manutenção consistente
A manutenção regular está diretamente relacionada à melhoria da qualidade do produto. Sistemas de exaustão bem conservados minimizam defeitos como bolhas de ar e imperfeições em peças moldadas. Ao manter a superfície do molde limpa e livre de impurezas, os fabricantes podem garantir a integridade estética e estrutural de seus produtos.
Melhores práticas para a manutenção do sistema de exaustão
- Inspeções programadas: Implemente um cronograma de verificações de rotina para todos os componentes do sistema de escape.
- Utilize agentes de limpeza adequados: Opte por agentes que não danifiquem as superfícies com mofo.
- Monitorar parâmetros do processo: Garantir que parâmetros como velocidade de injeção e temperatura do molde estejam otimizados para as condições atuais.
Essas práticas não apenas aumentam a eficiência, mas também prolongam a vida útil do próprio molde, reduzindo os custos de longo prazo associados a reparos e substituições.
Para obter mais informações sobre a manutenção de superfícies de mofo, consulte nosso guia sobre limpeza eficaz de superfícies de mofo 5 .
A manutenção regular previne o entupimento do sistema de escape.Verdadeiro
Verificações de rotina mantêm os canais de ar desobstruídos, garantindo a expulsão eficiente dos gases.
O aço respirável não requer verificações regulares.Falso
O aço respirável precisa de verificações regulares para manter a permeabilidade ao ar.
Qual o papel dos parâmetros do processo na otimização dos gases de escape?
Descubra como os parâmetros do processo de moldagem por injeção influenciam a eficiência do escapamento e a qualidade do produto.
Os parâmetros do processo, como velocidade de injeção, temperatura do molde e pressão de recalque, desempenham um papel vital na otimização da exaustão, afetando o fluxo do material fundido, a expulsão de gases e a redução de defeitos na moldagem por injeção.

Entendendo a influência da velocidade de injeção
A velocidade de injeção impacta diretamente a rapidez com que o material fundido preenche a cavidade do molde. Uma velocidade de injeção mais lenta pode minimizar o aprisionamento de ar, permitindo que os gases escapem com mais eficiência pelo sistema de exaustão. No entanto, se a velocidade for muito lenta, pode resultar em preenchimento incompleto, afetando a integridade do produto final.
Por outro lado, uma velocidade de injeção mais rápida (7) aumenta o risco de aprisionamento de bolhas de ar dentro do molde, o que pode levar a defeitos na superfície e à redução da qualidade do produto. O equilíbrio desse parâmetro exige uma análise cuidadosa das propriedades do material e da complexidade do projeto do molde.
O impacto da temperatura do mofo na eficiência do sistema de exaustão
A temperatura do molde é crucial para determinar a viscosidade do plástico fundido. Uma temperatura mais alta do molde reduz a viscosidade da massa fundida, melhorando sua fluidez e auxiliando na melhor evacuação dos gases através dos canais de exaustão.
No entanto, temperaturas excessivamente altas podem causar degradação do material ou mesmo deformação do produto final. Portanto, definir uma temperatura ideal para o molde é essencial para manter a integridade estrutural e, ao mesmo tempo, otimizar a eficiência da exaustão.
Ajustando o tempo e a pressão de retenção
Aumentar o tempo e a pressão de recalque garante que o material fundido permaneça comprimido por mais tempo, expulsando quaisquer gases remanescentes da cavidade. Embora uma pressão mais alta melhore a expulsão de gases, ela também pode introduzir tensões internas na peça moldada.
Encontrar um equilíbrio entre a pressão de retenção 8 e o tempo é crucial para melhorar o desempenho do escapamento sem comprometer a durabilidade do produto. Esse equilíbrio varia dependendo do material utilizado e da complexidade do projeto do molde.
Estudos de caso: aplicações no mundo real
Considere um caso em que o ajuste desses parâmetros transformou os resultados da produção. Um fabricante que lidava com frequentes imperfeições e vazios na superfície descobriu que reduzir a velocidade de injeção e aumentar ligeiramente a temperatura do molde melhorou drasticamente a eficiência de exaustão. Esse ajuste levou a menos defeitos e maior produtividade.
Essas aplicações práticas demonstram como o ajuste fino dos parâmetros do processo pode otimizar os sistemas de exaustão e melhorar as operações gerais de moldagem por injeção.
Velocidades de injeção mais lentas reduzem o aprisionamento de ar.Verdadeiro
Velocidades mais baixas permitem que os gases escapem, minimizando as bolsas de ar.
Temperaturas mais altas no molde aumentam a viscosidade da massa fundida.Falso
Temperaturas mais altas diminuem a viscosidade, melhorando a fluidez do material fundido.
Conclusão
Ao implementar essas estratégias de otimização, você pode aprimorar seu processo de moldagem por injeção, garantindo qualidade e eficiência superiores do produto. Vamos começar!
-
Descubra como projetar canais de exaustão eficazes para evitar defeitos de moldagem: Abrir corretamente o canal de ventilação pode reduzir significativamente a pressão de injeção, o tempo de injeção, o tempo de espera e a pressão de fechamento. ↩
-
Saiba como o aço respirável melhora a permeabilidade ao ar e a qualidade do produto: Comparado ao aço maciço convencional, o aço respirável para moldes também oferece benefícios adicionais, incluindo menor pressão de injeção, … ↩
-
Analise o impacto da velocidade de injeção no aprisionamento de ar e na eficiência da ventilação: Na verdade, provavelmente não será possível ventilar o suficiente, sendo necessário reduzir a velocidade de injeção para que o ar seja evacuado a tempo. ↩
-
Descubra quais ferramentas são eficazes para limpar e manter superfícies de moldes: Os 5 métodos de limpeza de moldes de injeção: · Limpeza química · Limpeza por imersão ultrassônica · Jateamento com gelo seco · Jateamento com abrasivos plásticos macios · Limpeza a laser. ↩
-
Aprenda métodos eficazes para limpar superfícies de moldes e evitar entupimentos: Manter seus moldes de injeção limpos é importante para preservar a qualidade das peças e prolongar sua vida útil ↩
-
Descubra como velocidades mais lentas ajudam a minimizar problemas de aprisionamento de ar: Velocidade de injeção: Velocidades de injeção muito rápidas ou muito lentas podem causar diversos defeitos, como acabamento superficial ruim ou aprisionamento de ar. ↩
-
Saiba mais sobre possíveis defeitos causados por velocidades de injeção excessivas: O fluxo em alta velocidade reduz a perda de calor e, devido ao alto calor de cisalhamento gerado pelo atrito, causa um aumento na temperatura de fusão, retardando o espessamento… ↩
-
Entenda como os ajustes de pressão auxiliam na remoção de gases: Uma vez que o molde esteja preenchido, entra em ação a pressão de recalque. Trata-se de uma pressão menor aplicada ao plástico fundido para compactar o material no molde… ↩






