Lembro-me do primeiro momento em que tomei conhecimento da poliftalamida ( PPA ) – foi como encontrar um tesouro escondido no mundo dos materiais.
de PPA envolve o processamento de uma poliamida semi-aromática com excelentes propriedades térmicas e mecânicas, adequada para aplicações de alta temperatura nas indústrias automotiva e eletrônica. Considerações importantes incluem manter os níveis de umidade abaixo de 0,15% e usar altas temperaturas no molde para obter resultados ótimos.
Conhecer as necessidades básicas de processamento é fundamental. Explorar as características e aplicações especiais do PPA auxilia no planejamento de seus produtos e no funcionamento da fábrica. Entenda por que o PPA é uma das principais escolhas entre os plásticos de engenharia.
O PPA possui uma temperatura de distorção térmica de 250-300°C.Verdadeiro
A elevada temperatura de distorção térmica do PPA torna-o adequado para aplicações que envolvem altas temperaturas.
Como o PPA se compara a outros plásticos de engenharia?
A poliftalamida ( PPA ) vem ganhando destaque por sua excepcional capacidade de resistir ao calor e por suas fortes qualidades mecânicas, provavelmente se configurando como uma forte concorrente de outros plásticos de engenharia.
O PPA destaca-se entre os plásticos de engenharia pela sua elevada resistência ao calor, excelente resiliência química e relação custo-benefício, oferecendo um desempenho superior em ambientes exigentes como os setores automotivo e eletrônico.

Comparação de propriedades térmicas
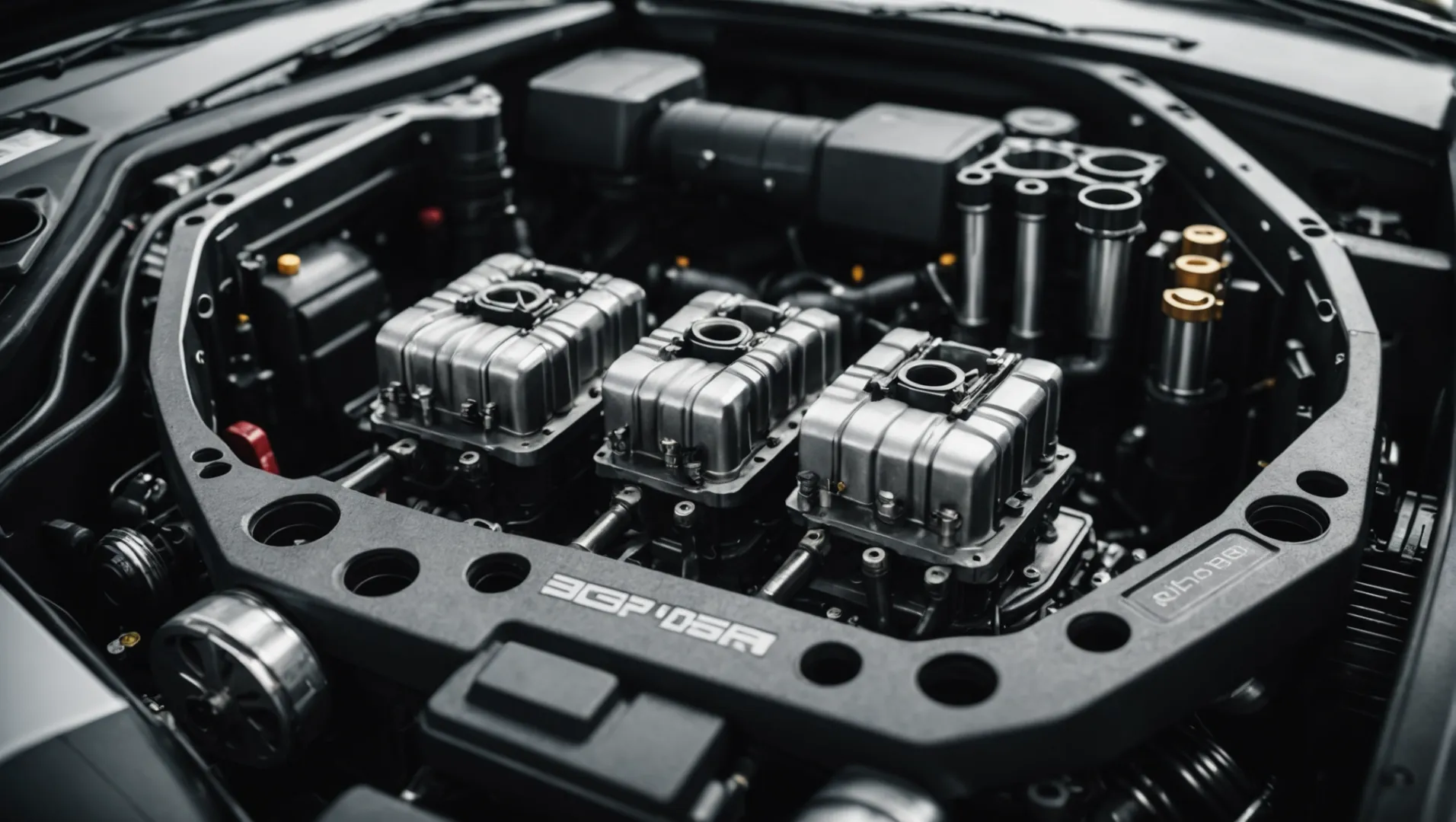
O PPA se destaca em aplicações de alta temperatura, apresentando uma temperatura de distorção térmica geralmente entre 250 e 300 °C. Isso o torna adequado para ambientes onde os termoplásticos tradicionais falhariam. Por exemplo, o PPA é cada vez mais utilizado em refletores de faróis automotivos¹ e componentes de motores devido à sua capacidade de suportar temperaturas elevadas sem perder a integridade estrutural. Em contrapartida, muitos plásticos de engenharia tradicionais possuem limites térmicos mais baixos, restringindo sua aplicação em cenários de alta temperatura.
Resistência mecânica e rigidez
Considerando as propriedades mecânicas, o PPA oferece alta resistência à tração e à flexão, geralmente entre 100-150 MPa e 150-200 MPa , respectivamente. Isso o torna uma escolha ideal para aplicações que exigem durabilidade e capacidade de suportar cargas, como caixas de rolamentos polias em aplicações automotivas. Comparado a plásticos de engenharia especiais, o PPA oferece essas vantagens mecânicas a um custo menor, tornando-se uma opção prática e econômica.
Resistência química
A resistência química do PPA relação a outros plásticos de engenharia em ambientes expostos a produtos químicos agressivos. Essa característica é crucial em aplicações como componentes de linhas de combustível³ , onde a exposição a diversos combustíveis pode degradar materiais menos resistentes.
Custo e capacidade de processamento
O PPA não é apenas competitivo em desempenho, mas também em custo. Seu preço relativamente baixo, comparado a plásticos de engenharia especiais, o torna uma opção atraente para indústrias que buscam otimizar custos sem sacrificar a qualidade. Além disso, PPA aumenta seu apelo, permitindo processos de fabricação eficientes. Seu nível de umidade aceitável para processamento é inferior a 0,15%, o que é gerenciável com secadores de sílica padrão, garantindo qualidade consistente na produção.
| Propriedade | PPA | Plásticos tradicionais | Plásticos Especiais |
|---|---|---|---|
| Resistência ao calor | 250-300°C | Inferior a 250°C | Varia, geralmente mais alto |
| Resistência mecânica | Alta resistência (tração de 100-150 MPa ) | Varia, geralmente menor | Comparável ou superior |
| Resistência química | Excelente | De moderado a bom | Frequentemente excelente |
| Custo | Moderado | Mais baixo | Mais alto |
| Processabilidade | Excelente | Em geral, bom | Frequentemente mais complexo |
Propriedades elétricas
Em termos de características elétricas, o PPA oferece boas propriedades de isolamento com alta resistividade volumétrica e baixa constante dielétrica, tornando-o adequado para componentes eletrônicos como soquetes e conectores 4. Essas propriedades garantem que de PPA mantenham o desempenho sob estresse elétrico, uma vantagem significativa sobre muitos plásticos tradicionais usados em eletrônica.
O PPA possui maior resistência ao calor do que os plásticos tradicionais.Verdadeiro
A temperatura de distorção térmica do PPA situa-se entre 250 e 300 °C, o que é superior à de muitos plásticos comuns.
O PPA é mais caro do que os plásticos de engenharia especiais.Falso
O PPA geralmente custa menos do que os plásticos de engenharia especiais.
Quais são os principais parâmetros de processamento para moldagem por injeção de PPA
de poliftalamida ( PPA ) requer precisão para que todas as suas capacidades sejam aproveitadas em aplicações avançadas.
Os principais parâmetros de processamento para de PPA incluem controle de umidade abaixo de 0,15%, temperaturas de fusão entre 324 e 343 °C e temperaturas do molde de pelo menos 135 °C para cristalização e propriedades mecânicas ideais.

Entendendo o controle de umidade na moldagem por injeção de PPA
de poliftalamida ( PPA ), um tipo de plástico especial, exigem um controle rigoroso da umidade. Antes do processamento, a umidade deve permanecer abaixo de 0,15%, pois o excesso de umidade pode prejudicar a resistência do plástico. Na secagem com secadores especiais, de PPA devem atingir um ponto de orvalho de -25 °C ou menos a 175 °C. Normalmente, a secagem leva de 4 a 16 horas, dependendo da quantidade de umidade presente inicialmente.
Otimizando as temperaturas de fusão e moldagem
A temperatura de fusão do PPA deve ser mantida entre 324 e 343 °C para obter a fluidez e resistência adequadas. A resina deve permanecer no cilindro por menos de 10 minutos para evitar danos. A temperatura do molde contribui para uma cristalização ideal. O molde deve estar a pelo menos 135 °C para garantir boa forma e superfície do produto.
Parâmetros de Moldagem por Injeção: Pressão e Velocidade
A pressão de injeção geralmente fica entre 80 e 150 MPa e a velocidade varia de 30 a 80 mm/s. Esses parâmetros devem ser ajustados de acordo com o formato, tamanho e espessura do produto. A velocidade da rosca deve auxiliar no bom fluxo do material, geralmente entre 30 e 60 rpm.
Desafios no dimensionamento da espessura da parede
A definição da espessura da parede dos de PPA é importante para evitar problemas como retração irregular ou pontos fracos. Paredes mais espessas exigem um tempo de resfriamento maior e podem causar retração irregular, enquanto paredes mais finas podem enfraquecer o produto. Um projeto equilibrado é essencial para um bom desempenho.
Preparação de Materiais e Equipamentos
PPA adequados às necessidades específicas de cada produto é fundamental. Manter os materiais seguros e secos, abaixo de 25 °C, evita problemas de umidade durante o processamento. O uso de metais de alta qualidade para moldes, como os aços H13 ou S136, ajuda a resistir ao desgaste e ao calor, fatores cruciais para de PPA .
Esses fatores destacam a importância da precisão na de PPA para aproveitar ao máximo seus benefícios em áreas que vão desde a indústria automobilística até a eletrônica. Para obter mais informações sobre os melhores métodos de processamento de PPA 5 e ideias de planejamento de moldes 6 , recomenda-se a leitura complementar.
As resinas PPA precisam ser secas com um teor de umidade inferior a 0,15%.Verdadeiro
O excesso de água reduz o tamanho das moléculas do polímero, influenciando suas características.
A temperatura de fusão do PPA deve ser de 300°C.Falso
A temperatura de fusão ideal para uma boa fluidez e qualidade é de 324 a 343 °C.
o PPA é ideal para aplicações automotivas?
A poliftalamida ( PPA ) está transformando o setor automotivo, proporcionando desempenho excepcional em ambientes desafiadores.
O PPA é ideal para aplicações automotivas devido às suas propriedades térmicas e mecânicas superiores, resistência química e custo-benefício. Esses atributos o tornam adequado para componentes como peças de motor, sistemas elétricos e muito mais, garantindo confiabilidade e eficiência.
Utilizando a borda de calor do PPA
Os carros precisam de materiais que suportem bem altas temperaturas, pois os motores modernos esquentam bastante. O PPA tem uma temperatura de distorção térmica ( TDS) de cerca de 250-300 °C e mantém-se em boas condições até 150-200 °C em uso normal. Isso o torna ideal para peças expostas a muito calor, como componentes do motor e espelhos de faróis.
Forte e duradouro
O PPA apresenta alta capacidade de alongamento (100-150 MPa ) e flexão (150-200 MPa ) sob pressão sem perder a forma. Essa resistência é muito importante para peças automotivas, como mancais e polias, onde a robustez é fundamental.
Protege contra produtos químicos
As peças de automóveis frequentemente entram em contato com diferentes produtos químicos e líquidos. O PPA não se deteriora facilmente quando exposto a óleos, líquidos de arrefecimento e combustíveis. Essa qualidade o torna a melhor escolha para peças como tubulações de combustível e capas de sensores.
Acessível e fácil de moldar
O PPA tem um custo menor em comparação com plásticos especiais de engenharia, mas ainda funciona bem. É mais simples de usar em processos de moldagem por injeção . A maioria dos de PPA são moldados usando equipamentos de injeção padrão, necessitando de bom controle de umidade e temperaturas adequadas do molde para bons resultados.
Útil em diversas áreas
PPA vão além de peças mecânicas. Suas qualidades elétricas são adequadas para componentes eletrônicos em veículos. Ele oferece alta resistência à eletricidade e perde pouca energia, sendo útil para conectores e outros componentes eletrônicos automotivos.
| Característica | Funcionalidades do PPA |
|---|---|
| Temperatura de distorção térmica | 250-300°C |
| Resistência à tracção | 100-150 MPa |
| Força química | Alto |
| Segurança elétrica | Excelente |
A transição para projetos que priorizam o fluxo de ar e motores mais potentes no mundo automotivo exige materiais como o PPA , que atendem bem às novas demandas.
O PPA pode suportar temperaturas de até 300°C.Verdadeiro
A temperatura de distorção térmica do PPA situa-se entre 250 e 300 °C.
O PPA não é adequado para componentes eletrônicos em veículos.Falso
O PPA possui qualidades elétricas excepcionais, o que o torna perfeito para aplicações eletrônicas.
Quais desafios você pode enfrentar com de PPA ?
Compreender as complexidades da de PPA pode apresentar muitas dificuldades para os produtores.
Os desafios na de PPA incluem o controle dos níveis de umidade, o gerenciamento de altas temperaturas do molde e a consideração de aspectos do projeto do produto, como espessura da parede e reforço. O manuseio e a compreensão adequados desses aspectos garantem a qualidade e o desempenho ideais das peças moldadas.

Compreendendo a preparação do material
A preparação do material é importante nas de PPA . Controlar a umidade é fundamental, já que as peças de PPA O uso de secadores especiais⁹ ajuda bastante a reduzir a umidade, mas a secagem pode levar de 4 a 16 horas, dependendo da quantidade de água presente. Controlar o nível de umidade do material evita problemas como menor resistência e peso reduzido.
Gerenciamento de configurações de moldagem por injeção
Para obter as melhores configurações, é necessário um controle cuidadoso das etapas de injeção:
| Contexto | Faixa |
|---|---|
| Pressão | 80-150 MPa |
| Velocidade | 30-80 mm/s |
| Velocidade do parafuso | 30-60 rpm |
| Calor de molde | 80-120°C |
| Calor de fusão | 300-350°C |
O calor do molde é crucial, pois afeta a forma como o produto se molda e se mantém estável. Configurações incorretas podem causar problemas como deformações ou superfícies irregulares.
Pensando no design do produto
Ao moldar itens com PPA , a espessura afeta seu funcionamento. Peças espessas podem esfriar lentamente e sofrer alterações dimensionais irregulares, enquanto peças muito finas podem perder resistência ou rigidez. Os projetistas talvez devam adicionar estruturas de suporte inteligentes¹⁰ para aumentar a resistência e minimizar as alterações de forma.
A inclinação do molde também requer atenção especial. Ela facilita a remoção suave das peças sem danificá-las. A escolha de metais adequados para o molde, como o aço H13 ou S136, garante longa vida útil e precisão, contribuindo para a obtenção de bons resultados.
Atender às necessidades de altas temperaturas
por PPA ( polipropileno amorfo) geralmente exige moldes aquecidos acima de 275 °C para a completa formação da peça, o que acarreta dificuldades. Altas temperaturas demandam moldes que suportem grande pressão térmica e mantenham seu bom desempenho ao longo do tempo. A escolha adequada dos materiais dos moldes e dos métodos de resfriamento pode ajudar a evitar problemas como danos causados pelo calor ou ciclos de produção lentos.
Conclusão: Superando desafios com conhecimento
Superar esses obstáculos exige um conhecimento profundo das PPA . Mantendo a umidade sob controle, definindo os parâmetros corretamente e com um projeto inteligente, as empresas podem utilizar o PPA para tarefas de alto nível em diversos setores.
As resinas PPA precisam de umidade abaixo de 0,15% para apresentarem propriedades ótimas.Verdadeiro
O controle da umidade é muito importante para manter as propriedades mecânicas do PPA estáveis.
A temperatura do molde na moldagem de PPA deve exceder 275°C.Falso
As temperaturas do molde variam de 80 a 120°C e não ultrapassam 275°C.
Conclusão
O conhecimento sobre de PPA aprimora o projeto e as operações em diferentes setores. Essas informações auxiliam na seleção de materiais para aplicações de alto desempenho.
-
Descubra como a tecnologia PPA aprimora o desempenho em aplicações de iluminação automotiva: vantagens em comparação com faróis parabólicos típicos: dimensões menores, quase o dobro da emissão de luz, corte nítido e praticamente nenhuma dispersão. Hella… ↩
-
Explore os benefícios de resistência do uso de PPA em alojamentos de rolamentos: Quais são as vantagens da poliftalamida (PPA) na moldagem por injeção de plástico? · Rigidez e resistência muito elevadas · Boa resistência ao calor, a produtos químicos e… ↩
-
Entenda os benefícios da resistência química do PPA em sistemas de combustível: Os motivos para essa escolha são a excelente resistência química da matriz de PPA a óleos, solventes, graxas e hidrocarbonetos, bem como as propriedades elétricas e… ↩
-
Descubra por que o PPA é ideal para conectores eletrônicos: 3. Nylon (PA) para conectores eletrônicos: branco leitoso, boa tenacidade, resistência à abrasão, inodoro, pode ser perfurado, cortado, aplainado, moldado por injeção, boa fluência… ↩
-
Explore técnicas detalhadas para otimizar o processamento de PPAs: As ferramentas e metodologias de posicionamento e roteamento (P&R) geralmente precisam ser adaptadas para cada novo nó tecnológico a fim de alcançar o melhor PPA para um alvo… ↩
-
Aprenda sobre estratégias essenciais de projeto de moldes para PPA: Explore as propriedades do plástico PPA para o design de produtos. Saiba mais sobre suas aplicações, modificações e considerações de projeto. ↩
-
Descubra como a resistência ao calor do PPA aumenta a durabilidade dos componentes automotivos: A temperatura de deflexão térmica (HDT) é uma medida da resistência do polímero à distorção sob uma determinada carga em temperatura elevada. ↩
-
Entenda os parâmetros-chave para uma moldagem por injeção de PPA bem-sucedida: É higroscópico, opaco, semicristalino e pode ser usado em moldagem por injeção de plástico. A maioria dos tipos de PPA contém vidro ou minerais para.. ↩
-
Aprenda técnicas eficazes de secagem para controle de umidade em PPA: Utilize um secador de funil com dessecante para garantir que a resina permaneça seca durante o processamento. • Selecione uma capacidade de tambor para um tempo de residência não superior a 6… ↩
-
Explore estratégias de reforço para aumentar a resistência do produto: A aplicação de reforço em peças plásticas pode melhorar a resistência e a rigidez dessas peças, além de prevenir deformações e empenamentos ↩