

Você tem dificuldades com problemas de fluxo de plástico durante a moldagem? Eu definitivamente tenho, e aprendi algumas dicas.
Melhore o fluxo de plástico no ponto de injeção refinando o design do mesmo. Ajuste a temperatura e a pressão de moldagem. Selecione materiais com alta fluidez. Essas ideias levam a fluxos mais suaves. Consequentemente, há menos defeitos. A eficiência da produção realmente melhora.
Lembro-me dos meus primeiros tempos na indústria de moldes, quando o projeto de pontos de injeção parecia um quebra-cabeça difícil. O tipo certo de ponto de injeção faz maravilhas. Pontos de injeção em leque ou pontos de injeção latentes muitas vezes me salvaram com plásticos difíceis de fluir. Alterar o tamanho do ponto de injeção mudou tudo para mim; trata-se de equilibrar a taxa de cisalhamento e o tempo de preenchimento para cada produto.
Os parâmetros de moldagem foram cruciais. Aumentar a temperatura ou a pressão de injeção, monitorando a estabilidade do plástico, ajudou bastante. Materiais de alta fluidez ou o uso de lubrificantes como o estearato de cálcio realmente fizeram a diferença nos resultados. Cada mudança me ensinou algo novo. Adaptar as estratégias a projetos específicos é fundamental.
Aumentar o tamanho do portão reduz a geração de calor por cisalhamento.Verdadeiro
Comportas maiores reduzem a taxa de fluxo, diminuindo o calor de cisalhamento e melhorando a fluidez do material fundido.
A alta pressão de injeção pode causar deformação do molde.Verdadeiro
Pressão excessiva pode exceder a resistência do molde, causando deformação ou danos.
Como o projeto do ponto de injeção afeta o fluxo de fusão do plástico?
Imagine trabalhar diligentemente em um projeto, apenas para descobrir que o sistema de alimentação não suporta o fluxo de material fundido. Esse detalhe desempenha um papel crucial no sucesso do seu projeto. Tais fatores podem realmente determinar o resultado final.
O design do ponto de injeção altera o fluxo do plástico fundido, afetando as taxas de cisalhamento, a temperatura e a espessura. Selecionar o formato e o tamanho corretos do ponto de injeção permite um fluxo melhor. Isso resulta em um preenchimento eficiente do molde e em produtos de alta qualidade.
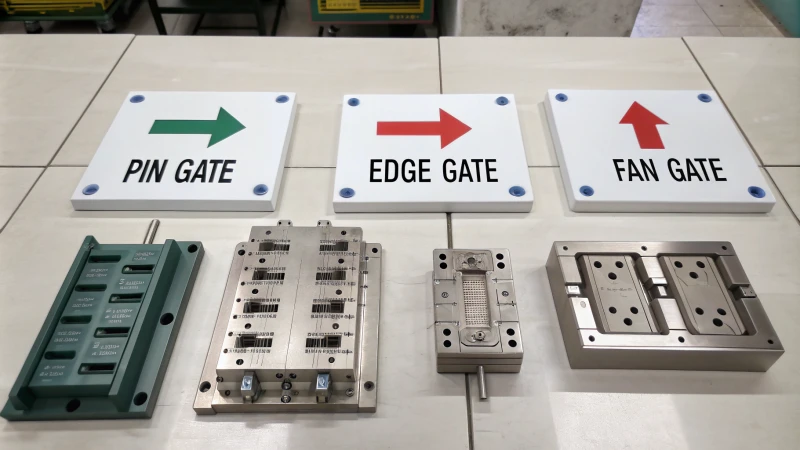
Como escolher o tipo de portão certo
Cada tipo de canal de injeção afeta a forma como o material se move. Os canais de injeção pontuais possuem pequenas aberturas que aquecem o material fundido devido ao alto cisalhamento, permitindo que ele se mova com mais facilidade. Isso me surpreendeu quando aprendi sobre eles pela primeira vez. Materiais que não fluem bem se beneficiam dos canais de injeção em leque, pois eles proporcionam um caminho mais fácil para o material fundido. O canal de injeção latente especial se fecha sozinho quando você remove o molde. É importante escolher o tipo que melhor se adapta às suas necessidades.
| Tipo de portão | Benefícios | Considerações |
|---|---|---|
| Apontar | Alta taxa de cisalhamento para melhorar a fluidez | Risco de pulverização |
| Fã | Entrada suave na cavidade, resistência reduzida | Pode ser necessária uma área maior |
| Latente | Corte automático, ângulos personalizáveis | Projeto complexo necessário |
Ajustando o tamanho do portão
Certa vez, escolhi um diâmetro de entrada muito pequeno. Esse erro evidenciou a necessidade de equilíbrio. Entradas pequenas aumentam o cisalhamento, gerando mais calor, o que facilita o fluxo, mas também pode causar defeitos como a pulverização do material fundido. Entradas maiores reduzem a velocidade do processo, proporcionando um fluxo mais suave com menos calor. A decisão depende do material. Paredes finas podem se beneficiar de entradas menores para um fluxo mais rápido.
O tamanho da comporta determina a vazão cisalhamento . O aumento da área da seção transversal reduz a vazão e o calor por cisalhamento, mas prolonga o tempo de enchimento.
Controle dos parâmetros do processo de moldagem
Temperatura de injeção
Uma pequena alteração na temperatura pode transformar tudo. O aumento da temperatura de injeção diminui a viscosidade do plástico fundido, melhorando a fluidez; no entanto, o calor excessivo pode degradar materiais como o polipropileno (PP), afetando a qualidade do produto . Encontrar o equilíbrio certo é essencial.
Pressão e velocidade de injeção
A pressão empurra o material fundido através do molde, mas pressão excessiva pode deformá-lo. A velocidade é um fator importante; movimentos muito rápidos podem criar bolhas em áreas de paredes finas. Pressões mais altas superam a resistência, mas aumentam o risco de deformação do molde, enquanto velocidades mais altas reduzem a viscosidade, mas podem introduzir defeitos como bolhas em produtos de paredes finas.
Selecionando materiais e aditivos adequados
Plásticos de alta fluidez
Plásticos como o polietileno são fáceis de trabalhar devido à sua alta fluidez; eles simplificam o tratamento de problemas de fluxo 3 .
Aditivos
Lubrificantes como o estearato de cálcio realmente ajudam os materiais a fluir suavemente sem perder qualidade, reduzindo a viscosidade entre as moléculas.
O ajuste adequado de sua concentração melhora fluxo de fusão sem comprometer a integridade do produto.
Os canais de alimentação reduzem a resistência ao fluxo de material fundido.Verdadeiro
Os canais de alimentação permitem a entrada suave do material fundido, reduzindo a resistência ao fluxo.
A alta pressão de injeção sempre previne defeitos.Falso
Pressão excessiva pode causar deformação do molde e problemas de transbordamento.
Quais parâmetros do processo devem ser controlados?
Você já se perguntou como um simples ajuste de temperatura ou pressão pode transformar os resultados da produção?
Fatores importantes a serem observados são temperatura, pressão e velocidade de injeção. Alterações nesses parâmetros contribuem para a qualidade do produto. Esses ajustes otimizam a movimentação do material, reduzindo problemas no produto durante a produção.

Controle de temperatura
Quando comecei a trabalhar com projeto de moldes, enfrentei desafios. Logo percebi que controlar os detalhes do processo é fundamental para criar um ótimo produto. Ajustes de temperatura ou pressão impactam muito o resultado final.
Lembro-me claramente de quando percebi pela primeira vez a importância da temperatura. Eu trabalhava com polipropileno e errei por alguns graus. O plástico começou a se deteriorar rapidamente. A temperatura afeta muito a produção, por exemplo, alterando a fluidez do plástico. Mas calor em excesso pode danificar os materiais.
| Material | Faixa ideal (°C) |
|---|---|
| Polipropileno (PP) | 180-240 |
| Poliestireno (PS) | 180-280 |
Ajustar a temperatura de injeção em 5 pode melhorar a fluidez, mas ultrapassar os limites ideais pode degradar os materiais.
Parâmetros de pressão
Certa vez, estávamos trabalhando em um molde complexo. O uso de maior pressão nos ajudou a resolver problemas de resistência ao fluxo. Nossos avanços foram empolgantes, mas tivemos que ter cuidado com a deformação do molde. É muito importante equilibrar a pressão com a resistência do material.
A pressão de injeção é outro parâmetro crítico. O aumento da pressão pode ajudar a superar a resistência ao fluxo, mas pode levar à deformação do molde se não for devidamente regulada. É vital equilibrar a pressão de acordo com a resistência do material 6 .
Velocidade de injeção
A velocidade de injeção me ensinou lições importantes desde cedo. Muitas vezes, eu me precipitava pensando que mais rápido significava melhor. Ah, como eu estava enganado! Configurações de velocidade adequadas evitam o superaquecimento e a formação de bolhas em designs complexos.
O ajuste correto da velocidade de injeção afeta a geração de calor por cisalhamento no ponto de injeção. Para formatos complexos, velocidades mais altas garantem o preenchimento oportuno da cavidade e reduzem os riscos de ejeção do material fundido e formação de bolhas.
Seleção de Materiais
A escolha de materiais é uma arte. O uso de materiais de alta fluidez, como o polietileno e o polipropileno, facilita bastante os problemas de fluxo.
A seleção de materiais de alta fluidez pode reduzir significativamente os desafios de fluxo. O polietileno (PE) e o polipropileno (PP) são excelentes opções para um processamento suave.
Além disso, a adição estearato de cálcio melhora ainda mais o fluxo do material.
Otimização do projeto do portão
Otimizar o design das comportas foi um divisor de águas para mim; isso mudou significativamente o movimento do fluido nos meus projetos.
A escolha correta das comportas pode alterar significativamente o movimento do fluido:
- Uma comporta pontual 8 cria um fluxo melhor através de taxas de cisalhamento mais elevadas.
- Um sistema de alimentação por ventilador estabiliza as mudanças na velocidade de fusão,
e até mesmo o tamanho do canal de alimentação influencia o calor e o tempo de preenchimento.
| Tipo de portão | Características |
|---|---|
| Portão do Ponto | Alta taxa de cisalhamento |
| Portão do ventilador | Entrada suave |
Ao refletir, percebo que compreender esses detalhes não se resume apenas à técnica; trata-se de transformação. Cada projeto é uma oportunidade para aprimorar minhas habilidades e superar expectativas na busca pela excelência na fabricação.
Os canais de ventilação reduzem a resistência ao fluxo na moldagem de plástico.Verdadeiro
Os canais de ventilação permitem a entrada suave do material fundido, reduzindo as alterações na taxa de fluxo.
Uma alta pressão de injeção sempre melhora o preenchimento do molde.Falso
Pressão excessiva pode causar deformação do molde e problemas de transbordamento.
Quais materiais plásticos melhoram a fluidez?
Você já ficou parado rodeado de plástico, curioso para saber quais tipos se encaixam facilmente em moldes?
Plásticos como o polietileno (PE) e o polipropileno (PP) têm boa fluidez e são ideais para moldagem por injeção. Aditivos como o estearato de cálcio contribuem para uma fluidez ainda melhor, reduzindo a viscosidade.

Plásticos de alta fluidez
No início do meu trabalho com moldes, as poliolefinas, como o polietileno (PE) e o polipropileno (PP), tornaram-se meus materiais preferidos. Esses plásticos não são comuns. Eles realmente se destacam pela sua fluidez. Sua baixa espessura permite que deslizem facilmente até mesmo nos moldes mais complexos. O PE é especialmente popular em embalagens porque flui bem e impede a passagem de substâncias. O PE é confiável. É como um amigo que nunca te deixa na mão.
| Tipo de plástico | Fluidez | Uso comum |
|---|---|---|
| Polietileno (PE) | Alto | Embalagem |
| Polipropileno (PP) | Alto | Automotivo |
Melhorando a fluidez com aditivos
Certa vez, tive dificuldades com o policarbonato, que se recusava a fluir corretamente. Então, descobri lubrificantes como o estearato de cálcio. Uma pequena quantidade transformou o plástico, permitindo que ele fluísse suavemente e mantivesse sua resistência ao deslizar para dentro dos moldes. Foi como encontrar um tesouro escondido no meu processo de trabalho com plástico.
A adição de lubrificantes pode melhorar significativamente a fluidez dos plásticos. Lubrificantes como o estearato de cálcio atuam em nível molecular para reduzir o atrito e a viscosidade.
Por exemplo, uma pequena porcentagem de estearato de cálcio pode ser misturada ao policarbonato (PC) para melhorar sua fluidez sem comprometer sua integridade estrutural. Essa técnica é benéfica em aplicações de engenharia onde precisão e resistência são necessárias.
Otimizando o Design do Portão
Eu também me envolvi profundamente no projeto de pontos de injeção. Percebi rapidamente que o tipo de ponto de injeção afeta muito o fluxo do plástico. Pontos de injeção em leque espalham o fluxo por uma área maior. Pontos de injeção pontuais aumentam a temperatura, o que faz o plástico fluir mais rapidamente, mas podem ocorrer problemas como derretimento se não houver cuidado.
O design do canal de injeção nos moldes desempenha um papel crucial na fluidez. O uso de canais de injeção em leque ou canais de injeção pontuais pode ajustar a taxa de cisalhamento, influenciando a suavidade com que o plástico fundido flui para dentro da cavidade.
Um canal de alimentação menor aumenta o calor de cisalhamento, melhorando assim a fluidez, mas também pode causar problemas como a pulverização do material fundido se não for gerenciado adequadamente.
Parâmetros do processo de moldagem
Ajustar a temperatura de injeção é como afinar um instrumento. Temperaturas mais altas melhoram o fluxo do plástico; porém, temperaturas muito altas podem danificá-lo, como tocar uma nota errada em uma bela canção.
A velocidade e a pressão também precisam ser controladas com cuidado para que o policarbonato não apresente defeitos.
É preciso equilíbrio para obter o resultado desejado.
Parâmetros do processo, como temperatura, pressão e velocidade de injeção, devem ser controlados meticulosamente.
Por exemplo, o aumento da temperatura de injeção reduz a viscosidade do material fundido, melhorando a fluidez; no entanto, isso deve ser equilibrado com possíveis problemas de degradação.
Ao acertar esses detalhes, observei que a produção flui muito melhor — o que é muito gratificante! Fico muito feliz em saber que o processo está mais eficiente,
economizando tempo e melhorando a qualidade do produto.
Aprender esses pequenos detalhes me ajudou muito como designer de produto .
Meus projetos não são apenas úteis, mas também bem-feitos.
Os pontos de injeção aumentam a taxa de cisalhamento do plástico fundido.Verdadeiro
As comportas de ponta têm pequenas áreas de seção transversal, aumentando a taxa de cisalhamento.
Aumentar a pressão de injeção sempre evita a deformação do molde.Falso
A pressão de injeção excessiva pode causar deformação do molde e transbordamento.
Como os aditivos melhoram a eficiência do fluxo de fusão?
Você já se perguntou como pequenas mudanças podem causar grandes impactos na fabricação? Os aditivos provavelmente detêm o segredo para melhorar a eficiência do fluxo de material fundido em plásticos.
Os aditivos melhoram significativamente o processo de fusão, reduzindo a espessura do polímero. Eles simplificam a produção e resultam em um produto final com superfície lisa. Esses aditivos alteram as propriedades físicas e químicas do material. Eles também contribuem para um melhor fluxo do material durante os processos de moldagem ou prensagem.

Entendendo a eficiência do fluxo de fusão
Lembro-me de quando descobri os aditivos e como eles transformaram a manufatura. Foi como encontrar uma chave secreta que mudaria tudo. Em uma área de produção de médio porte e com grande volume de trabalho, onde precisão e velocidade são vitais, entender como esses pequenos auxiliares funcionam tornou-se essencial para mim.
A eficiência de fluxo de fusão significa mais do que simplesmente mover o polímero do ponto A ao ponto B; significa mover-se com habilidade. Ela ajuda todos os produtos a atenderem aos altos padrões exigidos, especialmente na área de eletrônicos de consumo. Os aditivos auxiliam silenciosamente nesse processo, ajustando a viscosidade do polímero para um fluxo suave.
Tipos de aditivos
Com o tempo, passei a valorizar diversos aditivos:
- Lubrificantes: Reduzem o atrito entre as cadeias de polímeros, resultando em um fluxo mais suave. Uma pequena quantidade de estearato de cálcio ou zinco pode fazer uma grande diferença.
- Plastificantes: Estes conferem um pouco de flexibilidade às cadeias poliméricas rígidas, reduzindo a viscosidade e melhorando o fluxo.
- Auxiliares de processamento: Substâncias como os fluoropolímeros facilitam o trabalho nos bastidores, reduzindo problemas como a fratura por fusão.
| Tipo de aditivo | Função |
|---|---|
| Lubrificantes | Reduzir o atrito, melhorar o fluxo |
| Plastificantes | Aumentar a flexibilidade, diminuir a viscosidade |
| Auxílios de Processamento | Melhorar o processamento, reduzir defeitos |
Como funcionam os aditivos
A mágica molecular acontece com os aditivos. Eles alteram as propriedades físicas ou químicas dos polímeros, de forma semelhante ao sal que realça o sabor de um prato. Os lubrificantes, por exemplo, reduzem a viscosidade da massa fundida, facilitando a passagem pelo molde.
Como escolher o aditivo certo
A escolha do aditivo correto exige habilidade. É preciso conhecer o polímero e as características desejadas para o produto final. Poliolefinas com alta fluidez se beneficiam de lubrificantes específicos para melhores resultados – encontrar o equilíbrio é crucial.
A incorporação de aditivos deve ser feita com precisão. O excesso pode levar à degradação das propriedades do material; a falta pode não produzir as melhorias desejadas.
Por exemplo, a seleção de materiais de alta fluidez , como as poliolefinas, pode se beneficiar de certos lubrificantes para maximizar a eficiência.
Impacto na qualidade do produto
A melhoria da eficiência do fluxo de fusão resulta em produtos uniformes com melhor acabamento, menos defeitos e propriedades mecânicas mais robustas. Isso é vital em áreas de precisão como a eletrônica, onde pequenas imperfeições fazem toda a diferença.
O ajuste do projeto do ponto de injeção e a escolha dos materiais plásticos adequados podem complementar o uso da manufatura aditiva para uma abordagem completa na melhoria do fluxo de fusão. Por exemplo,
12 de otimização do projeto do ponto de injeção podem ser exploradas em conjunto com o uso da manufatura aditiva para uma abordagem abrangente na melhoria da eficiência do fluxo de fusão.
A aplicação desses conhecimentos não apenas elevou a qualidade do produto, como também aprofundou minha expertise como designer. É incrível como pequenos detalhes podem impactar enormemente os resultados da produção.
Aumentar o tamanho do portão reduz a geração de calor por cisalhamento.Verdadeiro
Um diâmetro de comporta maior reduz a vazão, diminuindo o calor gerado pelo cisalhamento.
O policarbonato possui melhor fluidez do que o polipropileno.Falso
O polipropileno geralmente apresenta melhor fluidez do que o policarbonato.
Conclusão
Otimize a fluidez do plástico fundido refinando o projeto do ponto de injeção, ajustando a temperatura e a pressão, selecionando materiais de alta fluidez e utilizando aditivos como lubrificantes para aumentar a eficiência da produção e reduzir defeitos.
-
Descubra como diferentes tipos de canais de injeção, como canais pontuais e em leque, influenciam as características do fluxo de material fundido na moldagem por injeção. ↩
-
Aprenda como ajustar o tamanho do ponto de injeção pode otimizar a taxa de cisalhamento e afetar a viscosidade para um melhor preenchimento do molde. ↩
-
Entenda como o controle da temperatura de injeção pode prevenir a degradação do plástico e, ao mesmo tempo, melhorar o fluxo. ↩
-
Descubra como os lubrificantes podem reduzir a viscosidade do material fundido e facilitar um fluxo mais suave através dos canais de injeção. ↩
-
Aprenda como a variação da temperatura de injeção pode melhorar a fluidez e prevenir a degradação do material na moldagem de plástico. ↩
-
Compreenda o equilíbrio necessário para controlar a resistência ao fluxo e evitar a deformação do molde. ↩
-
Explore aditivos como o estearato de cálcio, que melhoram o fluxo do material e reduzem o atrito. ↩
-
Descubra como um bico de injeção pontual otimiza a taxa de cisalhamento e o fluxo durante a injeção de plástico. ↩
-
Aprenda como aditivos específicos melhoram as propriedades de fluxo dos plásticos. ↩
-
Descubra como os designers podem otimizar a fluidez do plástico em seus processos de fabricação. ↩
-
Compreender quais materiais possuem naturalmente alta fluidez pode auxiliar na seleção de aditivos adequados para melhorar a eficiência do fluxo de fusão. ↩
-
A otimização do projeto do ponto de injeção atua em sinergia com os aditivos para aprimorar ainda mais a eficiência do fluxo de massa fundida e a qualidade do produto. ↩






