

Selecionar o tipo de entrada correto na moldagem por injeção é semelhante a encontrar a chave ideal que abre a porta para peças plásticas perfeitas.
O tipo de bico de injeção ideal influencia diretamente o fluxo do plástico. Plásticos de alta viscosidade funcionam bem com bicos de pino. Materiais de baixa viscosidade se adaptam melhor a bicos laterais ou em leque. O formato e o tamanho do produto são fatores muito importantes. Os requisitos de qualidade também influenciam a decisão. A dinâmica do fluxo muda com o tipo de bico de injeção. A integridade do produto também se altera.
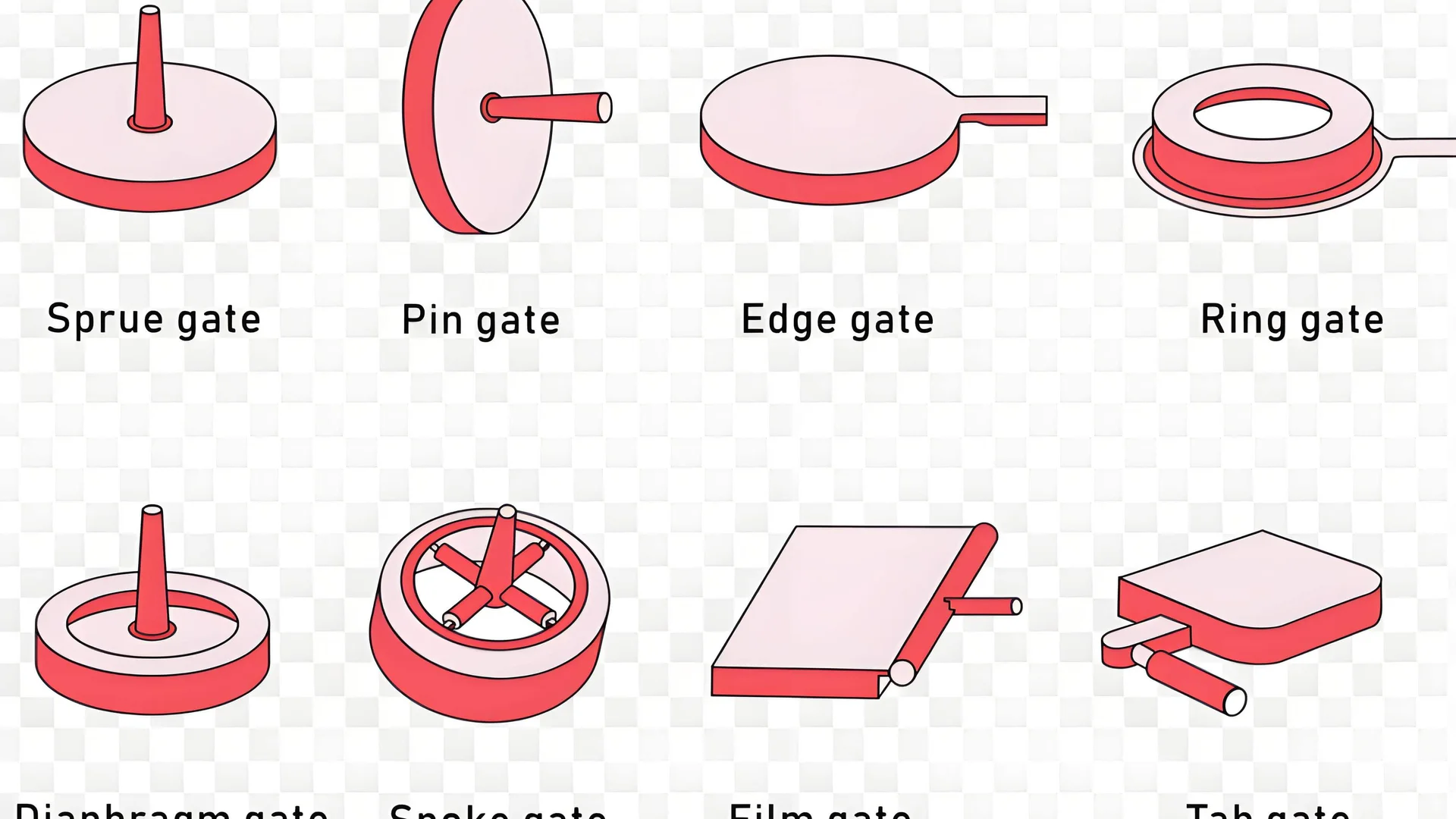
Como projetista de moldes, muitas vezes me sinto confuso com os diversos tipos de pontos de injeção. Cada projeto parece ter suas próprias necessidades específicas. Compreender como os diferentes tipos de pontos de injeção afetam o fluxo do material fundido é fundamental. Esse conhecimento ajuda a melhorar a eficiência da produção e também a qualidade do produto. Vamos explorar como essas opções se adaptam às diferentes necessidades de fabricação.
Os pinos de injeção reduzem a viscosidade em plásticos de alta viscosidade.Verdadeiro
Os pinos de injeção aumentam o calor de cisalhamento, reduzindo a viscosidade da massa fundida para um fluxo suave.
As comportas em leque não são adequadas para recipientes plásticos grandes.Falso
Os canais de alimentação distribuem o material fundido uniformemente, sendo ideais para recipientes grandes, como os de polipropileno.
- 1. Como a viscosidade do plástico influencia a seleção do ponto de injeção?
- 2. Quais são os tipos de válvulas de controle ideais para produtos de paredes finas?
- 3. Por que o tipo de porta lógica é crucial para projetos de produtos de grande porte?
- 4. Como os tipos de portões afetam a aparência do produto e os padrões de qualidade?
- 5. Conclusão
Como a viscosidade do plástico influencia a seleção do ponto de injeção?
Selecionar o ponto de injeção adequado na moldagem por injeção é um desafio fascinante. A viscosidade do plástico desempenha um papel crucial.
A viscosidade do plástico influencia a escolha do ponto de injeção, pois impacta a forma como o material fundido se move e a velocidade com que sofre cisalhamento. Plásticos de alta viscosidade, como o policarbonato, utilizam pontos de injeção com pinos. Esses pontos proporcionam maior calor de cisalhamento. Plásticos de baixa viscosidade, como o polietileno, se beneficiam de pontos de injeção com leque. Esses pontos distribuem o plástico uniformemente.
Impacto dos plásticos de alta viscosidade
Plásticos de alta viscosidade, como o policarbonato e a poliamida, oferecem resistência ao fluxo. Imagine tentar passar mel por um funil minúsculo. Certa vez, trabalhei no projeto de uma lente de policarbonato. Foi uma verdadeira descoberta quando canais de injeção . Esses canais forneciam a quantidade exata de calor, melhorando a fluidez. O que parecia difícil tornou-se um sucesso.
| Tipo de plástico | Portão Recomendado |
|---|---|
| Policarbonato (PC) | Portão de pino |
| Poliamida (PA) | Portão de pino do corredor quente |
Considerações sobre plásticos de baixa viscosidade
Plásticos de baixa viscosidade, como o polietileno (PE) e o polipropileno (PP), fluem com facilidade. Projetar grandes recipientes de plástico já foi minha tarefa. O uso de comportas em leque foi fundamental. Imagine guiar um rio tranquilo por canais; cada parte do recipiente se enche perfeitamente — sem pressa, apenas um movimento suave.
Influência do formato e tamanho do produto
O formato e o tamanho do produto são como ajustar um terno; tudo precisa se encaixar. Para produtos de paredes finas , o enchimento rápido é crucial para evitar problemas de resfriamento, e os canais de enchimento submersos ou pontuais são de grande ajuda nesse sentido. Certa vez, projetei uma capa fina para celular em que esses canais facilitaram e tornaram o enchimento eficiente — sem problemas, apenas um enchimento perfeito.
Para produtos maiores, muitas comportas laterais funcionam bem para evitar problemas causados por longos percursos de fluxo — imagine cobrir um bolo grande com glacê de maneira uniforme, garantindo que todas as partes fiquem cobertas.
Formas complexas e padrões de qualidade
Formas complexas exigem escolhas precisas de pontos de injeção; peças automotivas são um exemplo em que os pontos de injeção com precisão milimétrica são os meus favoritos, pois controlam bem a direção do fluxo de material fundido — imagine pintar cuidadosamente uma escultura detalhada.
Para produtos onde a aparência importa, como embalagens de cosméticos sofisticadas, a escolha do ponto de injeção é vital. Pontos de injeção latentes ou quentes são os mais indicados, pois deixam marcas minúsculas e visíveis, mantendo altos padrões de qualidade.
Compreender esses detalhes me mostrou como melhorar significativamente a fabricação, alinhando a escolha do ponto de injeção com as necessidades de material e produto — trata-se de encontrar a combinação perfeita para cada desafio de projeto.
- Mais informações sobre sistemas de canais quentes podem ser úteis para entender seu papel em moldes complexos.
- Explore as melhores práticas para moldagem por injeção 3 para aprimorar ainda mais os processos de design.
Plásticos de alta viscosidade se beneficiam de canais de injeção com pinos.Verdadeiro
Os pinos de injeção aumentam o calor de cisalhamento, melhorando o fluxo de plásticos de alta viscosidade.
Os sistemas de ventilação com ventilador não são adequados para produtos de grandes dimensões.Falso
Os canais de ventilação ajudam a distribuir o material fundido uniformemente, sendo ideais para produtos de grande porte.
Quais são os tipos de válvulas de controle ideais para produtos de paredes finas?
Escolher o tipo de entrada perfeito para peças de paredes finas parece resolver um quebra-cabeça complexo. A escolha certa garante excelentes resultados na moldagem por injeção. Chegou a hora de explorar as melhores opções que oferecem eficiência e qualidade comprovadas para peças de paredes finas.
Produtos de paredes finas se beneficiam muito de canais de injeção submersos e canais de injeção pontuais. Esses canais são eficazes para evitar a fuga de calor e permitem que o material fundido flua rapidamente. Um fluxo rápido significa melhor preenchimento, reduzindo os defeitos e resultando em acabamentos lisos e impecáveis.
Por que os produtos de paredes finas precisam de considerações especiais
Lembro-me do meu primeiro projeto com produtos de paredes finas. Parecia tentar capturar um raio. Esses produtos esfriam mais rápido do que se imagina, exigindo um preenchimento rápido e eficiente. Um sistema de injeção precisa preenchê-los de forma rápida e uniforme para evitar problemas como falhas na injeção ou empenamento.
Comportas submersas: uma escolha popular
Eu uso canais de alimentação submersos com frequência, especialmente para capas de celular. Eles interrompem inteligentemente a solidificação do canal de alimentação ao abrir o molde, permitindo que o material fundido entre em um ângulo, reduzindo a perda de calor.
Vantagens:
- Melhora muito a eficiência do enchimento.
- Esconde bem as marcas do portão.
- Mantém o líquido derretido fluindo suavemente.
Os canais de alimentação submersos preservam a estrutura fina de produtos de paredes finas. Essa é uma característica que valorizo na busca por resultados perfeitos. Muito importante.
Comportas de Precisão: Aumento do Calor de Cisalhamento
Os canais de injeção com precisão milimétrica são muito úteis para plásticos de alta viscosidade, como o policarbonato. Taxas de cisalhamento mais elevadas geram calor, reduzindo a viscosidade e facilitando o fluxo do material fundido.
Vantagens:
- Manobra com facilidade em formas complexas.
- Protege a qualidade de lâminas finas.
- Reduz as linhas de solda incômodas.
Os mecanismos de controle de precisão funcionam maravilhosamente bem em lentes ópticas de policarbonato 4. A precisão permanece intacta. Sempre.
Comparando os tipos de portões: uma visão geral rápida
| Tipo de portão | Ideal para | Principais benefícios |
|---|---|---|
| Portão Submerso | Resfriamento rápido de paredes finas | Reduz a perda de calor e minimiza as marcas de injeção |
| Portão de Precisão | Materiais de alta viscosidade | Aumenta o calor de cisalhamento, melhorando a eficiência do fluxo |
Conhecer os benefícios exclusivos de cada tipo de ponto de injeção me permite escolher o mais adequado às necessidades do material e do produto. Cada escolha impacta os resultados da produção, proporcionando eficiência e qualidade em projetos com paredes finas. Explore mais sobre técnicas de moldagem por injeção para aprimorar ainda mais o seu processo.
Os bicos de injeção são adequados para plásticos de alta viscosidade.Verdadeiro
Os pinos de injeção aumentam o calor de cisalhamento, reduzindo a viscosidade para um preenchimento suave da cavidade.
As comportas em leque são ideais para produtos de paredes finas.Falso
Comportas submersas ou de ponta fina são mais adequadas para o enchimento rápido de paredes finas.
Por que o tipo de porta lógica é crucial para projetos de produtos de grande porte?
Você já parou para pensar por que o tipo de entrada no processo de moldagem por injeção determina o sucesso ou o fracasso do seu projeto?
O tipo de ponto de injeção é crucial em projetos de produtos de grande porte. Ele afeta o fluxo do material, influencia a velocidade de resfriamento e a aparência da superfície. O tipo de ponto de injeção correto proporciona um preenchimento ideal, reduzindo defeitos e elevando a qualidade do produto.

Entendendo os tipos de portões e seu impacto
Ao começar a projetar produtos de grande porte, logo percebi que o tipo de ponto de injeção na moldagem por injeção era mais do que um mero detalhe – ele alterava tudo. O ponto de injeção influencia a forma como o plástico derretido entra no molde, o que afeta a qualidade final do produto. Escolher o ponto de injeção correto é crucial.
Características dos Materiais Plásticos
Certa vez, trabalhei com policarbonato (PC). É um plástico de alta viscosidade. Os canais de injeção com pinos foram realmente importantes. Eles aumentavam a taxa de cisalhamento, o que elevava a temperatura de fusão e reduzia a viscosidade. Isso fez muita diferença na fabricação de formas complexas, como lentes ópticas. Em outro projeto, usar polipropileno (PP) para grandes recipientes foi diferente. É um plástico de baixa viscosidade. Os canais de injeção laterais ou em leque proporcionaram um fluxo de plástico suave, preenchendo-o uniformemente e sem defeitos.
| Tipo de plástico | Tipo de portão sugerido |
|---|---|
| Alta viscosidade | Portão de pino |
| Baixa viscosidade | Portão lateral/ventilador |
Considerações sobre forma e tamanho
Produtos de paredes finas: Produtos de paredes finas precisam de resfriamento e enchimento rápidos. Certa vez, projetei capas de celular em que os pontos de injeção submersos eram ideais, pois interrompiam a solidificação durante a abertura do molde.
Produtos de grande porte: Para itens maiores, como paletes, era importante espalhar o metal fundido uniformemente, o que era conseguido com múltiplas entradas laterais.
Formas complexas: Formas complexas exigem cuidados extras. Os canais de injeção com precisão milimétrica demonstraram ser excelentes em peças automotivas com designs detalhados. Esses canais controlavam o fluxo com precisão.
Padrões de aparência e qualidade
Já trabalhei com produtos de alta qualidade estética, como embalagens de cosméticos de luxo. Os filtros latentes provaram ser essenciais, minimizando marcas visíveis e melhorando o apelo visual.
Para componentes que exigem alta qualidade, um fluxo de material fundido consistente é fundamental. Canais de alimentação em leque ou canais quentes com pontos de injeção precisos ajudam a reduzir a tensão interna e as marcas de solda.
| Critérios | Portões Recomendados |
|---|---|
| Aparência | Portão Latente |
| Padrões de Qualidade | Ventilador/Canal Quente - Ponto de Abertura Preciso |
Implicações e estratégias de design
Ao refletir sobre projetos anteriores, percebo a importância de entender como diferentes tipos de canais de injeção impactam tanto a eficiência da produção quanto a qualidade. O uso de sistemas de canais quentes , por exemplo, melhorou a produtividade ao reduzir os tempos de ciclo e o desperdício.
A escolha dos tipos de portões deve estar alinhada com as necessidades de design do produto 7 , considerando a complexidade e os objetivos visuais. O planejamento cuidadoso do design dos portões permitiu-me evitar potenciais problemas durante a produção em massa.
Os pinos de injeção aumentam a temperatura de fusão de plásticos de alta viscosidade.Verdadeiro
Os canais de alimentação geram calor por cisalhamento, elevando a temperatura de fusão para reduzir a viscosidade.
Os sistemas de ventilação tipo leque não são adequados para produtos de paredes finas.Falso
Os canais de alimentação em leque podem distribuir o material fundido uniformemente, mas os canais submersos ou pontuais são melhores.
Como os tipos de portões afetam a aparência do produto e os padrões de qualidade?
Você já parou para pensar em como a escolha do ponto de injeção correto afeta a qualidade e a aparência do seu produto?
Diferentes tipos de canais de injeção, como canais de pino e canais em leque, desempenham um papel importante na moldagem. Eles direcionam o fluxo do material. Esse controle de fluxo impacta a superfície e a resistência do produto. A escolha correta do canal de injeção espalha o material uniformemente, reduzindo marcas visíveis e mantendo os altos padrões de qualidade.

Entendendo os diferentes tipos de portões
Passei muitas horas na oficina, observando como pequenos ajustes no processo de moldagem por injeção alteram significativamente o produto final. O tipo de ponto de injeção escolhido é crucial. Para plásticos espessos como policarbonato (PC) e poliamida (PA), prefiro pontos de injeção com pinos ou canais quentes com pinos. Eles geram uma taxa de cisalhamento maior, permitindo que o plástico se mova suavemente. Foi como quando produzi lentes de policarbonato para óculos de luxo. Cada lente era perfeita.
Para plásticos mais macios, como o polietileno (PE) e o polipropileno (PP), as comportas laterais ou em leque são adequadas. É semelhante a despejar xarope: se for muito rápido, derrama. As comportas em leque ajudam a controlar o fluxo, garantindo que cada recipiente grande de polipropileno seja enchido uniformemente e sem problemas.
Considerações sobre forma e tamanho
Projetar produtos de paredes finas exige rapidez. Imagine preencher uma capa fina de celular com plástico quente; o tempo é limitado antes do resfriamento. Sistemas de injeção submersos ou com pontos de injeção precisos são confiáveis para garantir um enchimento rápido e eficiente.
Para itens maiores, como paletes de plástico grandes, portões em leque ou portões laterais múltiplos são eficazes. Eu estava diante de um grande projeto onde cada canto precisava estar perfeito. Esses portões foram uma salvação, preenchendo cada espaço uniformemente.
Atendendo aos requisitos de aparência e qualidade
Nunca abro mão da estética no meu trabalho. Descobri que, para necessidades estéticas exigentes, como frascos de cosméticos sofisticados, os pontos de injeção latentes ou os pontos de injeção ultrafinos em canais quentes são os melhores, pois minimizam as marcas visíveis dos canais.
A precisão é fundamental, especialmente em componentes eletrônicos onde detalhes mínimos fazem toda a diferença. Sistemas de injeção com ventilador ou canais quentes com pontos de injeção precisos mantêm um fluxo constante. Isso reduz a tensão interna e evita defeitos como marcas de solda, garantindo a excelência dos produtos.
Tabela de referência rápida: Tipos de portas
| Tipo de produto | Portão Recomendado |
|---|---|
| Plásticos de alta viscosidade | Portões de pino |
| Plásticos de baixa viscosidade | Portões laterais/de ventilador |
| Produtos de paredes finas | Comportas submersas/de precisão |
| Produtos grandes | Portas laterais múltiplas/com ventilador |
| Produtos de formato complexo | Ponto de contato/anel do canal quente |
| Altos requisitos de aparência | Ponto de identificação preciso de corredor latente/quente |
Escolher o portão certo não é apenas uma questão técnica – é como uma arte. Trata-se de equilibrar estética e funcionalidade. Cada escolha que faço molda um produto que atende a altos padrões e tem uma aparência atraente.
Os pinos de injeção reduzem a viscosidade em plásticos de alta viscosidade.Verdadeiro
Os pinos de injeção aumentam o calor de cisalhamento, reduzindo a viscosidade para uma entrada mais suave na cavidade.
As comportas em leque são ideais para produtos de paredes finas.Falso
Comportas submersas ou de ponta fina são mais adequadas para o enchimento rápido de paredes finas.
Conclusão
A escolha do tipo de entrada correto na moldagem por injeção é crucial para otimizar a fluidez do plástico fundido, afetando a qualidade e a eficiência do produto com base na viscosidade do material e nos requisitos do projeto.
-
Aprenda como os canais de injeção melhoram a fluidez na produção de lentes de policarbonato. ↩
-
Descubra como os sistemas de canais quentes controlam o fluxo preciso em moldes complexos. ↩
-
Explore estratégias abrangentes para otimizar os processos de moldagem por injeção. ↩
-
Descubra informações detalhadas sobre o uso de pontos de injeção precisos para moldagem de lentes ópticas, aprimorando sua compreensão sobre a seleção eficiente desses pontos. ↩
-
Aprofunde seu conhecimento sobre as diversas técnicas de moldagem por injeção que podem otimizar a fabricação de produtos com paredes finas. ↩
-
A análise de sistemas de canais quentes oferece insights sobre como melhorar a eficiência da produção, reduzindo o tempo de ciclo. ↩
-
Compreender os requisitos de projeto ajuda a escolher os tipos de comportas mais adequados à complexidade e à estética do produto. ↩






