

Já parou para pensar por que com PEEK exige tanta precisão? Imagine assar um bolo, onde cada ingrediente e cada etapa são cruciais.
de PEEK exige um controle preciso das condições de processamento, incluindo a secagem do material, as temperaturas do molde e os parâmetros de injeção, para garantir resultados de alta qualidade. Compreender esses fatores é essencial para uma fabricação eficaz com PEEK .
Você já sabe o que envolve a de PEEK . Explore cada detalhe mais a fundo. Estude as necessidades de secagem. Compreenda as configurações de injeção. Aprenda tudo.
A moldagem em PEEK requer secagem a 150-160°C durante 4-6 horas.Verdadeiro
A secagem correta evita problemas de umidade, mantendo a qualidade do PEEK no seu melhor.
- 1. Como os requisitos de secagem do material afetam a moldagem do PEEK?
- 2. Quais são as configurações de temperatura críticas para a moldagem por injeção de PEEK?
- 3. Por que a seleção do material do molde é importante no processamento de PEEK?
- 4. Como otimizar os parâmetros de injeção para peças de PEEK de alta qualidade?
- 5. Conclusão
Como os requisitos de secagem do material afetam do PEEK ?
A secagem do material afeta fortemente do PEEK , impactando o comportamento do polímero e a qualidade do produto final.
A secagem adequada do material previne defeitos relacionados à umidade na de PEEK , garantindo propriedades mecânicas e acabamento superficial ideais. Isso envolve o controle da temperatura e do tempo, fatores cruciais para minimizar falhas.

Por que a secagem do PEEK é importante?
A secagem do PEEK (poliéter éter cetona) antes do processamento é crucial, pois ele reage mal com a água. Mesmo uma pequena quantidade de água pode comprometer a resistência do PEEK e prejudicar a suavidade do produto final. A secagem correta mantém o polímero forte e ajuda a atender às rigorosas normas de qualidade.
Fatores-chave para uma boa secagem
1. Tempo e Calor:
Normalmente, o PEEK precisa secar a uma temperatura entre 150°C e 160°C. A 150°C, são necessárias de 4 a 6 horas, enquanto a 160°C, apenas de 2 a 3 horas. Esse tempo garante que o PEEK seque completamente antes de ser moldado.
| Temperatura (°C) | Tempo (Horas) |
|---|---|
| 150 | 4 – 6 |
| 160 | 2 – 3 |
2. Equipamento de secagem:
Os secadores devem manter temperaturas estáveis dentro da faixa definida. Evite misturar PEEK com outros materiais durante a secagem, pois isso pode diminuir a qualidade e o desempenho.
Efeitos nas peças moldadas
Se o PEEK não for seco corretamente, você poderá enfrentar os seguintes problemas:
- Problemas na superfície: A água pode criar bolhas ou linhas na superfície.
- Menor resistência: A água pode enfraquecer o PEEK , tornando-o menos resistente e menos resistente ao desgaste.
- Alterações de tamanho: A água pode fazer com que as peças se expandam ou contraiam, causando erros de tamanho.
Dicas para obter os melhores resultados
produtos PEEK de alta qualidade
- Utilize secadores especiais projetados para polímeros de alta qualidade.
- Verifique e ajuste as secadoras regularmente para garantir os níveis de calor adequados.
- Sempre seque os materiais seguindo as orientações antes de moldá-los.
A compreensão e a utilização adequadas dos métodos de secagem são essenciais para um bom do PEEK . Ao controlar bem esses fatores, os fabricantes provavelmente evitam defeitos comuns e obtêm o melhor desempenho de seus de PEEK .
O PEEK requer secagem a 150°C durante 4 a 6 horas.Verdadeiro
A temperatura e o tempo de secagem corretos são essenciais para evitar defeitos.
Recomenda-se misturar o PEEK com outros materiais durante a secagem.Falso
A combinação pode prejudicar a qualidade e o desempenho do produto.
Quais são as configurações de temperatura críticas para de PEEK ?
A temperatura desempenha um papel fundamental na de PEEK , afetando tanto a qualidade quanto a eficiência. O controle preciso continua sendo crucial para melhorar o desempenho.
As configurações críticas de temperatura para de PEEK incluem a secagem do material a 150-160 °C, a temperatura do cilindro entre 320-410 °C e a temperatura do molde entre 150-200 °C. O controle adequado dessas temperaturas é essencial para evitar defeitos e garantir resultados ótimos.

Entendendo as necessidades de secagem de materiais
Ao trabalhar com PEEK (poliéter éter cetona), a secagem é importante para remover a água que pode alterar as propriedades do polímero. É aconselhável secar o PEEK por no mínimo 4 horas a temperaturas entre 150 °C e 160 °C. Temperaturas de secagem mais elevadas reduzem o tempo de secagem, mas devem ser controladas para evitar danos. Os equipamentos de secagem devem manter essas temperaturas constantes.
Configurações de temperatura do barril
O cilindro da máquina de moldagem por injeção divide-se em zonas, cada uma com configurações de temperatura distintas. Normalmente, a zona traseira mantém-se entre 320 °C e 380 °C. A zona central, entre 330 °C e 390 °C, e a zona frontal, entre 340 °C e 400 °C. O bico é crucial, pois impede o resfriamento prematuro e mantém a temperatura entre 350 °C e 410 °C. Essas diferentes configurações ajudam a obter um fluxo de material fundido ideal e a evitar danos.
Controle de temperatura do molde
A temperatura do molde afeta significativamente a qualidade final das PEEK . Os moldes devem ter uma temperatura superficial entre 150 °C e 200 °C. Isso é possível utilizando aquecedores elétricos para garantir uma temperatura uniforme em toda a superfície do molde. Se as temperaturas estiverem muito baixas, o PEEK pode esfriar muito rapidamente, causando problemas de fluidez e imperfeições. Por outro lado, temperaturas muito altas podem resultar em problemas como expansão ou marcas na superfície.
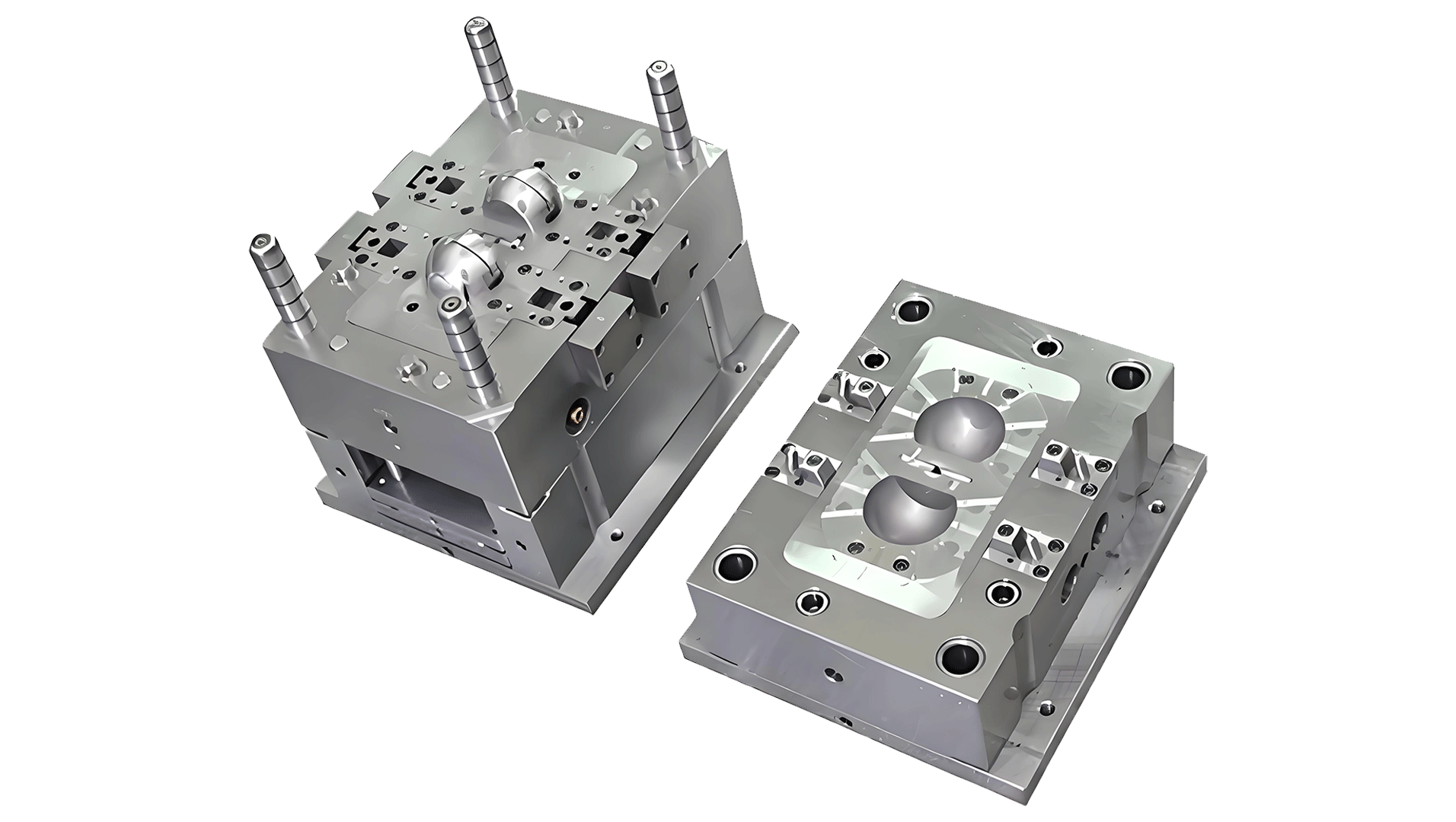
Importância da escolha do material do molde
Como do PEEK requer altas temperaturas, a escolha do material correto para o molde é crucial. O uso de aços como o S136 ou o H13, que resistem ao calor, proporciona resistência e precisão. Esses materiais suportam altas temperaturas e resistem a danos causados por abrasivos de fibra de vidro. O endurecimento adequado (48-52 HRC) também mantém o molde resistente durante longos períodos de produção.
Para obter mais informações sobre os métodos ideais de PEEK , considere consultar as diretrizes de temperatura do molde¹ e os detalhes da máquina de injeção² . Ao conhecer esses fatores, os produtores podem obter melhor qualidade do produto e menos problemas de produção.
A secagem do PEEK requer temperaturas de 150-160°C.Verdadeiro
Os materiais PEEK requerem secagem a 150-160°C para eliminar a umidade.
As temperaturas do cilindro para PEEK são definidas entre 200 e 300 °C.Falso
As temperaturas dos cilindros de PEEK variam entre 320°C e 410°C, e não entre 200°C e 300°C.
Por que a seleção do material do molde é importante no processamento de PEEK
No de PEEK , a escolha do material correto para o molde é fundamental para obter os melhores resultados e garantir a durabilidade do molde.
A escolha de materiais de molde adequados no de PEEK garante resistência a altas temperaturas e durabilidade, fatores cruciais para a qualidade do produto.
Resistência a altas temperaturas
O PEEK (poliéter éter cetona) possui um ponto de fusão muito alto. Ele exige materiais de molde que suportem temperaturas extremamente elevadas. Durante a moldagem por injeção de PEEK³ , os níveis de calor frequentemente atingem 400 °C. Materiais como o aço inoxidável S136 ou o aço para moldes H13 mantêm o molde resistente e funcional mesmo em temperaturas altíssimas. Esses materiais resistem tanto ao calor quanto ao efeito abrasivo das fibras de vidro frequentemente misturadas ao PEEK .
Resistência e Força
A escolha de um material resistente para o molde também é muito importante. O PEEK , especialmente com fibras de vidro ou carbono, é muito áspero. O material do molde precisa ser resistente para suportar muitos usos sem se desgastar. Normalmente, a dureza fica entre 48 e 52 HRC (Escala de Dureza Rockwell), para que o molde mantenha sua forma e precisão, o que é fundamental para a qualidade consistente das peças.
Suavidade e aparência da superfície
O material do molde também influencia a aparência e o acabamento do produto final. Moldes de boa qualidade, com tratamentos de acabamento adequados, podem melhorar significativamente o aspecto da superfície das de PEEK . Isso é crucial em áreas onde a aparência e o desempenho são muito importantes, como em aviões ou instrumentos médicos.
Equilíbrio entre custo e desempenho
A escolha de materiais de alta qualidade, como o aço inoxidável S136 ou H13, traz muitas vantagens, mas tem um custo inicial mais elevado. As empresas precisam ponderar esses custos em relação à menor necessidade de manutenção e à maior vida útil do molde. Com o tempo, investir em materiais de molde melhores geralmente se mostra mais econômico devido à menor necessidade de substituições e reparos.
Conclusão: Mais do que apenas escolha de materiais
A escolha do material do molde é muito importante, mas é apenas uma parte do do PEEK . Outros aspectos, como o projeto do molde e as normas de manutenção, são igualmente importantes para o sucesso geral da produção.
O aço inoxidável S136 suporta temperaturas de até 400°C em moldagem com PEEK.Verdadeiro
O aço inoxidável S136 suporta temperaturas muito elevadas, necessárias para a fabricação do PEEK.
Para garantir durabilidade, os moldes de PEEK exigem dureza acima de 60 HRC.Falso
Os moldes de PEEK requerem dureza de 48-52 HRC para garantir resistência, não podendo ultrapassar 60 HRC.
Como otimizar os parâmetros de injeção para peças de PEEK
componentes de PEEK de alta qualidade
A otimização dos parâmetros de injeção envolve o ajuste da pressão, velocidade e tempo de espera, adaptados às propriedades únicas do PEEK o PEEK preencha o molde de forma eficiente, minimizando defeitos e melhorando a qualidade do produto.
Entendendo a pressão e a velocidade de injeção
A pressão de injeção é crucial para garantir que o PEEK preencha adequadamente a cavidade do molde. Normalmente, a pressão varia entre 80 e 120 MPa. Uma pressão muito baixa pode resultar em preenchimento incompleto ou adesão fraca, enquanto uma pressão excessivamente alta pode causar dificuldades na desmoldagem ou abrasões na superfície. É essencial ajustar a pressão com base no tamanho do produto e no projeto do molde.
A velocidade de injeção deve ser controlada em um ritmo baixo a médio. Esse controle ajuda a manter um fluxo de material suave, evitando defeitos como bolhas ou marcas de fusão. A velocidade correta garante que o material não se degrade durante a injeção, o que pode ocorrer se a velocidade for muito alta.
Importância do Tempo de Espera
O tempo de prensagem permite que o material esfrie e cure dentro do molde, evitando encolhimento e deformação. Para de PEEK , esse tempo normalmente varia de 2 a 5 segundos, dependendo da espessura do produto e da estrutura do molde. Um tempo de prensagem adequado garante que de PEEK mantenham suas dimensões e integridade projetadas.
Gerenciando a pressão nas costas
A contrapressão é outro fator crítico na otimização dos parâmetros de injeção. Ela auxilia no aumento da homogeneidade do polímero fundido, incrementando o cisalhamento durante a plastificação. Contudo, uma contrapressão excessiva pode levar ao aumento do tempo de ciclo e do consumo de energia.
Ajustando os parâmetros de injeção às propriedades do PEEK
O Índice de Fluidez (MFI) do PEEK
Tabela de configurações recomendadas
| Parâmetro | Faixa recomendada |
|---|---|
| Pressão de injeção | 80 – 120 MPa |
| Velocidade de injeção | Baixo a médio |
| Tempo de espera | 2 a 5 segundos |
| Contrapressão | Ajuste conforme necessário |
Ao compreender e aplicar essas configurações específicas, você pode melhorar significativamente a qualidade de suas de PEEK . Para obter mais informações sobre como esses parâmetros interagem com os requisitos do material do molde 4 , uma investigação mais aprofundada em ciência dos materiais pode fornecer insights mais detalhados.
A pressão de injeção para PEEK varia de 80 a 120 MPa.Verdadeiro
Essa faixa de tamanho permite o preenchimento suficiente do molde sem falhas.
O tempo de retenção para peças de PEEK deve ser superior a 10 segundos.Falso
A duração da sustentação do sinal PEEK geralmente dura de 2 a 5 segundos.
Conclusão
Aprenda a lidar com em PEEK entendendo suas necessidades específicas. Ajuste as configurações de secagem, molde e injeção para criar peças excelentes. Estude esses métodos para melhorar a eficiência e a qualidade.
-
Explore diretrizes detalhadas para manter temperaturas eficazes no molde: Neste artigo, consideramos cinco fatores no processo de moldagem por injeção que podem ajudar a evitar a necessidade de solução de problemas ao moldar o polímero PEEK. ↩
-
Saiba mais sobre as especificações necessárias para máquinas que trabalham com PEEK: Para moldar com sucesso materiais VICTREX PEEK, os aquecedores do cilindro conectados ao corpo da injetora devem ser capazes de atingir 400°C (752°F). ↩
-
Explore as configurações detalhadas de temperatura essenciais para o sucesso na moldagem de PEEK: Dependendo da qualidade do PEEK que você irá moldar, as temperaturas de processamento no cilindro de moldagem por injeção estarão na faixa de 350-400°C. ↩
-
Saiba como os materiais do molde influenciam a qualidade das peças de PEEK: Para moldar com sucesso os materiais VICTREX PEEK, os aquecedores do cilindro conectados ao cilindro da injetora devem ser capazes de atingir 400°C (752°F). ↩






