

Uma estimativa precisa do ciclo de moldagem por injeção pode transformar a eficiência da sua produção e reduzir drasticamente os custos.
Para estimar com precisão o ciclo de moldagem por injeção, considere fatores-chave como tempo de resfriamento, tempo de injeção e operações do molde. O tempo de resfriamento é crucial e pode ser calculado usando a fórmula t = (6s)×(δ²/χ²). O tempo de injeção depende do volume e da velocidade do produto, enquanto o tempo de espera compensa a contração.
Embora essas fórmulas forneçam uma base, compreender plenamente o processo de estimativa envolve a integração de múltiplas variáveis, como a complexidade do molde e as especificações da máquina. Vamos analisar esses fatores com mais detalhes.
O tempo de resfriamento é calculado como t = (6s)×(δ²/χ²).Verdadeiro
O tempo de resfriamento depende da espessura da parede e da difusão térmica.
Qual o papel do tempo de resfriamento na estimativa do ciclo?
O tempo de resfriamento é um elemento crucial na estimativa do ciclo de moldagem por injeção, influenciando tanto a eficiência quanto a qualidade do produto.
O tempo de resfriamento na estimativa do ciclo é vital, pois afeta a duração total do ciclo e a qualidade da peça moldada. Calculado usando a fórmula t = (6s)×(δ²/χ²), onde s é a espessura da parede e χ é o coeficiente de difusão térmica, considera fatores como a temperatura do molde e o tipo de plástico.
Entendendo a importância do tempo de resfriamento
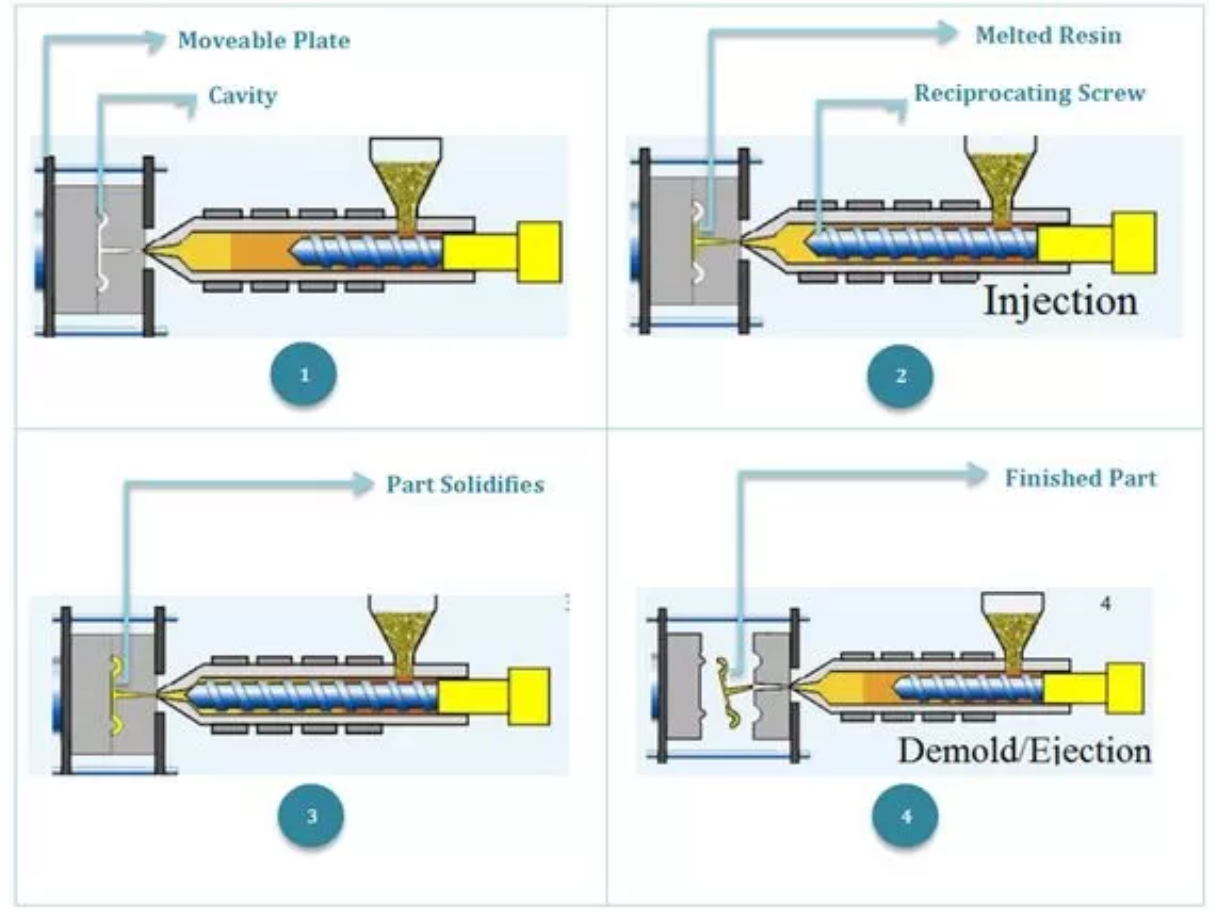
No contexto da moldagem por injeção, o tempo de resfriamento não é apenas uma fase; é um determinante crucial tanto da eficiência quanto da qualidade do produto. Esse período permite que o plástico fundido se solidifique dentro do molde, formando a forma e a integridade estrutural do produto final. O tempo de resfriamento pode ser calculado com precisão usando:
[ t = (6s)×(δ²/χ²) ]
Onde:
- t representa o tempo de resfriamento em segundos.
- s é a espessura da parede do produto em milímetros.
- χ é o coeficiente de difusão térmica do plástico em mm²/s.
Esta fórmula destaca como a variação na espessura da parede e nas propriedades do material pode alterar significativamente o tempo de resfriamento, afetando, portanto, a estimativa de todo o ciclo.
Fatores que influenciam o tempo de resfriamento
-
Temperatura do molde : Temperaturas mais baixas do molde geralmente reduzem o tempo de resfriamento, mas também podem afetar a qualidade do produto. É preciso encontrar um equilíbrio para garantir um resfriamento rápido sem comprometer a resistência ou a aparência.
-
Condutividade térmica do plástico : Plásticos com maior condutividade térmica resfriam mais rapidamente. Essa propriedade deve ser considerada na seleção de materiais para aplicações específicas.
-
Forma e tamanho do produto : Produtos mais complexos ou maiores podem exigir períodos de resfriamento mais longos para garantir uma solidificação uniforme, reduzindo o risco de defeitos como deformação ou imperfeições na superfície.
Dicas práticas para otimizar o tempo de resfriamento
-
Seleção de materiais : Escolha materiais com propriedades térmicas adequadas e que estejam alinhadas com seus objetivos de produção.
-
Ajustes no projeto do molde : Considere melhorias no projeto do molde, como a adição de canais de resfriamento para acelerar a dissipação de calor.
-
Monitoramento do processo : Implementar sensores para monitorar continuamente a temperatura do molde e as taxas de resfriamento, a fim de ajustar os parâmetros dinamicamente.
Ao concentrar-se nesses fatores, os fabricantes podem otimizar suas estratégias injeção¹ para maior eficiência e qualidade do produto.
O tempo de resfriamento afeta a qualidade do produto moldado por injeção.Verdadeiro
O resfriamento adequado garante a integridade estrutural e o acabamento da superfície.
Plásticos com maior condutividade térmica esfriam mais lentamente.Falso
Plásticos com maior condutividade térmica esfriam mais rapidamente.
Como o tempo de injeção afeta a eficiência geral?
O tempo de injeção é um parâmetro crucial no processo de moldagem por injeção, que impacta significativamente a eficiência geral e a qualidade do produto.
O tempo de injeção afeta a eficiência geral, influenciando o tempo de ciclo e o consumo de energia. Um tempo de injeção preciso garante o preenchimento ideal do molde, reduzindo desperdícios e defeitos. Ele é calculado pela fórmula t_injeção = V/S×60, onde V é o volume e S é a velocidade.

Entendendo o tempo de injeção
O tempo de injeção refere-se à duração necessária para preencher a cavidade do molde com plástico fundido. É determinado pela velocidade de injeção e pelo volume² do produto, desempenhando um papel fundamental na definição do tempo de ciclo do processo de moldagem por injeção.
Fórmula para o Tempo de Injeção
A fórmula utilizada para calcular o tempo de injeção é:
$$t_{injeção} = \frac{V}{S} \times 60$$
- V: Volume do produto em centímetros cúbicos.
- S: Velocidade de injeção em centímetros cúbicos por segundo.
Impacto na eficiência
Tempo de ciclo
Reduzir o tempo de injeção sem comprometer a qualidade do produto pode diminuir significativamente o tempo de ciclo, permitindo a produção de mais unidades em um determinado período. Essa redução aumenta diretamente a eficiência da fabricação.
Consumo de energia
Tempos de injeção mais curtos geralmente levam a um menor consumo de energia, já que as máquinas operam menos por ciclo. Essa redução não só diminui os custos operacionais, como também contribui para práticas de produção mais sustentáveis.
Fatores que influenciam o tempo de injeção
- Complexidade do produto : Formas complexas podem exigir tempos de injeção mais longos para garantir o preenchimento adequado e evitar defeitos.
- Propriedades do material : A viscosidade e as propriedades térmicas dos plásticos podem alterar a velocidade de injeção necessária.
- Especificações da máquina : As capacidades da máquina de moldagem por injeção, como pressão e velocidade máximas de injeção, são cruciais.
Estratégias para Otimização
- Equilibrar velocidade e pressão : Ajustar esses parâmetros pode ajudar a obter um preenchimento eficiente do molde sem introduzir defeitos como rebarbas ou preenchimento incompleto.
- Monitoramento e Ajuste : O monitoramento contínuo das variáveis do processo e seu ajuste com base em dados em tempo real podem aumentar a consistência.
Conclusão
Compreender e otimizar o tempo de injeção é essencial para melhorar a eficiência geral nas operações de moldagem por injeção. Ao considerar cuidadosamente fatores como as propriedades do material e as especificações da máquina, os fabricantes podem aumentar tanto a produtividade quanto a qualidade do produto.
Tempos de injeção mais curtos reduzem o consumo de energia.Verdadeiro
Tempos de operação mais curtos significam que as máquinas funcionam menos, reduzindo o consumo de energia.
O tempo de injeção não afeta o tempo de ciclo na moldagem.Falso
O tempo de injeção impacta diretamente o tempo de ciclo, influenciando a velocidade de preenchimento do molde.
Por que o tempo de espera é essencial no processo de moldagem?
Descubra o papel fundamental que o tempo de retenção desempenha para garantir a qualidade e a precisão dos produtos moldados.
O tempo de espera é vital no processo de moldagem, pois compensa a contração volumétrica do plástico durante o resfriamento. Normalmente, corresponde a 1/3 a 2/3 do tempo de injeção, dependendo de fatores como tamanho e formato do produto, bem como a taxa de contração do material. Um tempo de espera preciso garante a estabilidade dimensional e minimiza defeitos.

Entendendo o Tempo de Retenção na Moldagem por Injeção
O tempo de espera na moldagem por injeção é crucial para controlar a contração que ocorre quando o plástico esfria, passando do estado líquido para o sólido. À medida que o plástico dentro do molde começa a esfriar, ele se contrai, podendo causar defeitos como marcas de afundamento ou vazios.
Para contrariar isso, aplica-se pressão de retenção após a fase inicial de injeção, mantendo a pressão sobre o plástico fundido até que ele solidifique suficientemente. Esse processo é crucial para garantir que o produto final mantenha suas dimensões e integridade estrutural pretendidas.
Fatores que influenciam o tempo de retenção
-
Taxa de contração do material : Diferentes plásticos apresentam taxas de contração variáveis. Por exemplo, materiais cristalinos como o polietileno podem exigir tempos de retenção mais longos em comparação com materiais amorfos como o poliestireno, devido às suas taxas de contração mais elevadas.
-
Tamanho e formato do produto : Produtos maiores ou mais complexos geralmente exigem tempos de espera mais longos para garantir uma distribuição uniforme da pressão e um resfriamento consistente em todo o produto.
-
Proporção do Tempo de Injeção : Normalmente, o tempo de espera é calculado como uma fração (de 1/3 a 2/3) do tempo de injeção. No entanto, essa proporção pode variar de acordo com as características específicas do material e os requisitos do produto.
| Fator | Impacto no tempo de retenção |
|---|---|
| Encolhimento do material | A elevada contração exige um tempo de retenção mais longo |
| Complexidade do produto | Formas complexas podem exigir que o segurado seja mantido por um período prolongado |
| Proporção do Tempo de Injeção | Geralmente, de 1/3 a 2/3 do tempo de injeção |
Otimizando o tempo de espera para produtos de qualidade
Para otimizar o tempo de moldagem, considere realizar sessões de moldagem de teste³ para identificar a pressão e a duração ideais para o seu produto e material específicos. Ajustes podem ser feitos monitorando atentamente quaisquer defeitos ou variações nas dimensões do produto.
Além disso, o uso de uma abordagem de moldagem científica 4 pode ajudar a refinar os parâmetros com base em insights orientados por dados, permitindo precisão e consistência na produção.
Garantir o tempo de retenção correto não só mantém a precisão dimensional, como também melhora a qualidade geral do produto, minimizando defeitos associados ao resfriamento inadequado e à contração.
O tempo de retenção é de 1/3 a 2/3 do tempo de injeção.Verdadeiro
O tempo de retenção geralmente varia de 1/3 a 2/3 do tempo de injeção.
Materiais amorfos necessitam de tempos de espera mais longos.Falso
Materiais cristalinos requerem tempos de espera mais longos devido à maior contração.
Quais são as principais considerações para operações de moldagem?
As operações de moldagem são fundamentais no processo de moldagem por injeção, influenciando tanto a eficiência quanto a qualidade do produto.
Considerações essenciais para operações de moldagem incluem o tempo de resfriamento, a velocidade de injeção e o projeto dos mecanismos de desmoldagem. Cada aspecto desempenha um papel vital na determinação do tempo de ciclo e da integridade do produto.
Tempo de resfriamento: um componente crítico
O tempo de resfriamento é a maior parte do ciclo de moldagem por injeção, impactando significativamente a eficiência. O tempo de resfriamento pode ser calculado usando a fórmula:
t = (6s)×(δ²/χ²),
onde t é o tempo de resfriamento, s é a espessura da parede e χ é o coeficiente de difusão térmica. Um resfriamento mais rápido pode ser obtido otimizando fatores como a temperatura do molde e a condutividade térmica.
Exemplo: Para um produto com espessura de parede de 2 mm e coeficiente de difusão térmica de 0,2 mm²/s, o tempo de resfriamento seria de aproximadamente 120 segundos.
Tempo de injeção: influenciando a velocidade do ciclo
O tempo de injeção depende tanto da velocidade quanto do volume do plástico que está sendo moldado. Pode ser estimado da seguinte forma:
t_injeção = V/S×60,
onde V é o volume do produto e S é a velocidade de injeção. Velocidades de injeção mais rápidas podem reduzir os tempos de ciclo, mas podem exigir equipamentos mais avançados.
Tempo de espera: Garantindo a qualidade do produto
O tempo de espera compensa a contração do plástico durante o resfriamento, geralmente variando de um terço a dois terços do tempo de injeção. É crucial para manter as dimensões do produto e evitar defeitos.
Consideração: Para produtos maiores ou com altas taxas de encolhimento, prolongar o tempo de espera pode ser benéfico.
Operações de moldagem: abertura, desmoldagem e fechamento
- Tempo de abertura do molde: Depende da complexidade do molde e da velocidade da máquina. Moldes simples abrem mais rapidamente.
- Tempo de desmoldagem: Varia de acordo com o formato do produto; designs complexos podem exigir tempos de desmoldagem mais longos.
- Tempo de fechamento: Semelhante ao de abertura, influenciado pela complexidade do molde e pelas capacidades da máquina.
Esses elementos influenciam coletivamente a eficiência do ciclo e a qualidade do produto. Ajustes nesses parâmetros podem otimizar o desempenho, o que exige um equilíbrio cuidadoso de todos os fatores envolvidos.
Explore a estimativa do tempo de resfriamento 5 Saiba mais sobre a velocidade de injeção 6
O tempo de resfriamento é a parte mais curta do ciclo de moldagem.Falso
O tempo de resfriamento é a etapa mais longa do ciclo de moldagem por injeção.
Velocidades de injeção mais rápidas podem reduzir os tempos de ciclo.Verdadeiro
O aumento da velocidade de injeção diminui o tempo necessário para a moldagem.
Conclusão
Dominar a estimativa do ciclo de moldagem por injeção pode aumentar significativamente a eficiência da sua produção e a qualidade do produto. Aproveite esses conhecimentos para aprimorar suas práticas de fabricação.
-
Descubra técnicas avançadas para melhorar a eficiência do resfriamento: Otimização do tempo de resfriamento · Minimização do tempo de enchimento · Tempo de pausa adequado · Otimização do tempo na etapa de injeção · Redução de movimentos excessivos. ↩
-
Descubra como a velocidade de injeção influencia a eficiência de preenchimento do molde: De modo geral, para a mesma velocidade de injeção, uma pressão de injeção mais alta melhora a capacidade de fluxo do plástico, aumentando a precisão dimensional… ↩
-
Aprenda como a moldagem de teste pode refinar o tempo de retenção para melhores resultados: O processo de teste de molde é uma etapa crítica para garantir que um molde possa produzir produtos qualificados, operar em condições normais de produção e atender aos requisitos… ↩
-
Descubra como a moldagem científica otimiza os processos de produção: A moldagem científica é uma abordagem sistemática para a moldagem por injeção, baseada principalmente nos princípios do método científico (desenvolvimento e teste de um processo, desenvolvimento de um modelo e teste de um modelo) ↩
-
Obtenha informações sobre cálculos precisos do tempo de resfriamento: Uma boa regra prática é adicionar 20% ao tempo de resfriamento para compensar a variação do material recebido e pequenas alterações no desempenho da máquina. ↩
-
Entenda como a velocidade de injeção impacta a eficiência do ciclo: Aumentar a velocidade de injeção reduz o tempo de injeção, resultando na produção de produtos de alta qualidade com custos de molde significativamente menores… ↩






