

A moldagem por injeção influencia nosso dia a dia de maneiras que muitas vezes ignoramos — vamos explorar como ela impacta a espessura do plástico!
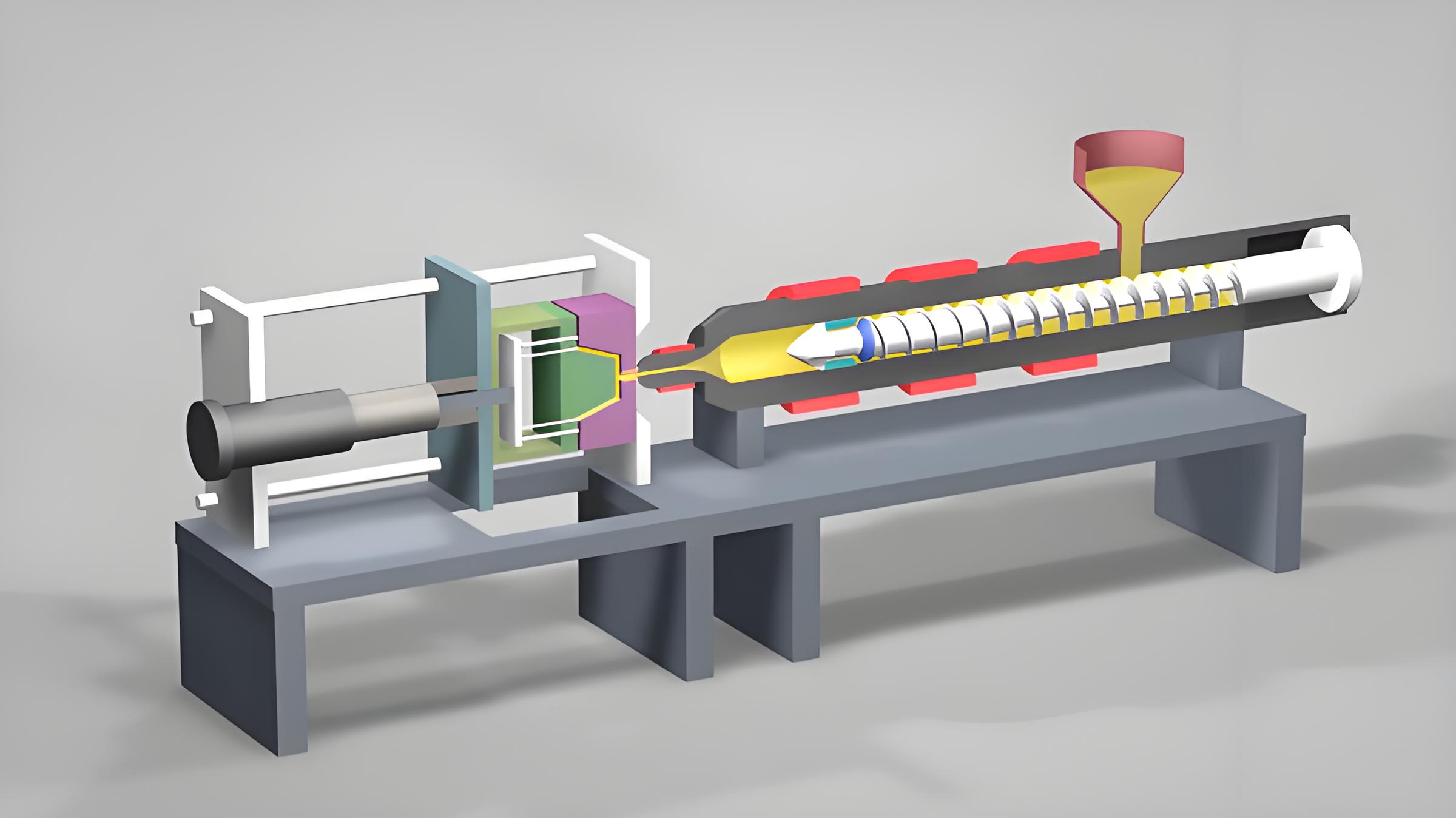
O processo de moldagem por injeção afeta significativamente a espessura da peça plástica por meio de variáveis como pressão de injeção, tempo, pressão de recalque, temperatura do molde, temperatura de fusão e projeto do ponto de injeção. Esses fatores influenciam a capacidade de preenchimento, a contração e a uniformidade, que são cruciais para atingir as especificações do projeto.
Mas há muito mais por trás disso! Junte-se a mim enquanto exploramos cada fator que pode ajudar a otimizar seus projetos e processos.
A pressão de injeção insuficiente resulta em peças plásticas mais finas.Verdadeiro
A baixa pressão causa preenchimento incompleto da cavidade, reduzindo a espessura da peça.
Qual o papel da pressão de injeção na espessura da peça?
A pressão de injeção é um parâmetro crucial que influencia a espessura e a qualidade das peças plásticas na moldagem por injeção.
A pressão de injeção impacta diretamente a espessura das peças plásticas, controlando o fluxo de material fundido para dentro do molde. Pressão insuficiente resulta em peças mais finas, especialmente em áreas complexas, enquanto pressão excessiva pode causar defeitos como afinamento localizado ou rebarbas, afetando a precisão dimensional da peça.

Entendendo a pressão de injeção
A pressão de injeção refere-se à força aplicada ao plástico fundido ao ser injetado na cavidade do molde. Essa pressão determina a eficiência do preenchimento da cavidade e, consequentemente, a espessura final da peça moldada.
Pressão de injeção insuficiente
Quando a pressão de injeção é muito baixa, o plástico fundido tem dificuldade em preencher toda a cavidade do molde. Esse problema é particularmente evidente em áreas distantes do ponto de injeção ou em moldes com designs complexos. Por exemplo, a fabricação de peças grandes com baixa pressão de injeção pode resultar em espessura insuficiente nas bordas ou no centro devido ao preenchimento incompleto. Isso pode levar a peças que não atendem às especificações do projeto, afetando o desempenho e a confiabilidade.
Efeitos da pressão de injeção excessiva
Por outro lado, a pressão de injeção excessiva pode fazer com que o plástico fundido se mova muito rapidamente pela cavidade. Esse movimento rápido pode levar a problemas como a ruptura de seções mais frágeis da peça, resultando em afinamento localizado ou defeitos como rebarbas nas bordas. Tais problemas podem comprometer a precisão dimensional geral da peça plástica.
Equilibrando a pressão de injeção para obter a espessura ideal
A obtenção do equilíbrio correto na pressão de injeção é vital. Isso requer uma análise cuidadosa de fatores como o projeto do molde¹ , o tipo de material e a complexidade da peça. Os engenheiros devem realizar simulações e testes minuciosos para determinar as configurações de pressão ideais que garantam uma espessura uniforme sem introduzir defeitos.
A pressão de injeção desempenha um papel fundamental para garantir que as peças atendam às especificações pretendidas, influenciando a forma como o molde é preenchido de maneira completa e uniforme. Ao compreender e ajustar corretamente esse parâmetro, os fabricantes podem produzir peças de alta qualidade com espessura consistente e defeitos mínimos.
A alta pressão de injeção causa defeitos de ignição.Verdadeiro
Pressão excessiva pode causar rebarbas, afetando a precisão da peça.
A baixa pressão de injeção garante uma espessura uniforme.Falso
Pressão insuficiente resulta em preenchimento incompleto e espessura irregular.
Como a pressão e o tempo de retenção influenciam a espessura?
Compreender o papel da pressão e do tempo de recalque é crucial para atingir a espessura desejada da peça na moldagem por injeção.
A pressão e o tempo de recalque são cruciais para determinar a espessura de peças plásticas. Uma pressão de recalque adequada compacta o material fundido, reduzindo a contração e garantindo a precisão dimensional. Da mesma forma, o tempo de recalque permite a solidificação completa, prevenindo contrações e defeitos como depressões. Ambos os fatores precisam ser cuidadosamente calibrados para equilibrar qualidade e eficiência.
O papel da pressão de sustentação
A pressão de retenção é aplicada assim que a fase inicial de injeção preenche a cavidade do molde. Essa pressão garante que o plástico fundido permaneça compactado dentro do molde, compensando qualquer contração do material que ocorra à medida que a peça esfria e solidifica.
-
Pressão de retenção insuficiente : Quando a pressão de retenção é muito baixa, o plástico pode encolher excessivamente durante o resfriamento, resultando em peças mais finas que não atendem às especificações do projeto. Isso é particularmente problemático em áreas mais distantes do ponto de injeção, onde a perda de pressão é mais significativa. Por exemplo, grandes componentes automotivos exigem pressão constante para evitar variações de espessura ao longo da peça.
-
Pressão de Fixação Excessiva : Por outro lado, pressão excessiva pode causar problemas como rebarbas — uma fina camada de material em excesso ao longo da linha de junção do molde — devido à força excessiva aplicada ao molde. Isso também pode causar tensão no plástico, levando a deformações ou rachaduras após a produção.
Importância do Tempo de Espera
O tempo de retenção determina por quanto tempo a pressão de retenção é aplicada após o preenchimento do molde. Ele garante que a peça mantenha sua forma e espessura até que esfrie o suficiente para ser removida do molde.
-
Tempo de cura insuficiente : Se o tempo de cura for insuficiente, o plástico pode começar a encolher antes de solidificar completamente, causando defeitos como marcas de afundamento ou vazios, que comprometem tanto a aparência quanto a integridade estrutural.
-
Tempo de retenção prolongado : Embora um tempo de retenção mais longo possa melhorar a estabilidade dimensional e minimizar a variação da espessura, também pode reduzir a eficiência da produção, aumentando o tempo de ciclo. Além disso, a retenção prolongada pode induzir tensões residuais que podem resultar em deformações pós-moldagem.
Equilibrando Qualidade e Eficiência
Para obter resultados ótimos, os fabricantes devem equilibrar a pressão de recalque e o tempo com outros parâmetros, como as temperaturas do molde e do material fundido. Por exemplo, temperaturas mais altas podem exigir ajustes nas configurações de pressão e tempo para manter a qualidade sem sacrificar a eficiência.
Tabela de exemplo: Influência dos parâmetros de fixação na qualidade da peça
| Parâmetro | Impacto de configuração baixo | Alto impacto de configuração |
|---|---|---|
| Pressão de retenção | Encolhimento, peças finas | Flash, estresse interno |
| Tempo de espera | Marcas de afundamento, vazios | Aumento do tempo de ciclo, estresse residual |
Em conclusão, o ajuste fino desses parâmetros com base nas propriedades específicas do material e no projeto da peça é essencial para a produção de componentes plásticos de alta qualidade por moldagem por injeção. Ao compreender essas nuances, os fabricantes podem prever melhor os resultados e ajustar os processos de acordo.
A pressão aplicada reduz a contração da peça.Verdadeiro
Uma pressão de retenção adequada compacta o material fundido, reduzindo a contração.
Tempos de espera prolongados diminuem a eficiência da produção.Verdadeiro
Um tempo de espera mais longo aumenta o tempo de ciclo, reduzindo a eficiência.
Por que a temperatura do molde é crucial para o controle da espessura?
A temperatura do molde é um fator crucial na moldagem por injeção, impactando diretamente a espessura e a qualidade das peças plásticas.
A temperatura do molde afeta a espessura da peça plástica, influenciando a taxa de resfriamento do material fundido, a fluidez e a contração. A temperatura ideal do molde garante uma espessura consistente, evitando defeitos como preenchimento irregular ou contração excessiva, que podem comprometer as especificações do projeto e o desempenho da peça.
O papel da temperatura do molde no resfriamento e na fluidez
A temperatura do molde desempenha um papel fundamental na determinação da rapidez com que o plástico fundido esfria após ser injetado na cavidade. Se a temperatura do molde estiver muito baixa, o material fundido esfria rapidamente, o que aumenta a viscosidade e reduz a fluidez. Isso dificulta o preenchimento completo da cavidade pelo material fundido, resultando em seções mais finas, especialmente em áreas complexas ou distantes do molde.
Por outro lado, se a temperatura do molde estiver muito alta, o processo de resfriamento fica mais lento. Embora isso possa parecer benéfico para o preenchimento, pode resultar em contração excessiva à medida que a peça esfria fora do molde. Essa contração geralmente leva a peças com espessura superior à projetada, afetando tanto a estética quanto a funcionalidade.
Equilibrar a temperatura do molde para obter resultados ótimos
Encontrar o equilíbrio certo na temperatura do molde é crucial para garantir uma espessura uniforme em toda a peça plástica. Idealmente, a temperatura do molde deve ser alta o suficiente para permitir o preenchimento completo da cavidade, mas baixa o suficiente para evitar contração excessiva e aumento do tempo de ciclo. Esse equilíbrio garante que a peça atenda rigorosamente às especificações do projeto, sem uso desnecessário de material ou aumento dos custos de produção.
| Temperatura do molde | Efeito na espessura da peça | Possíveis problemas |
|---|---|---|
| Muito baixo | Seções mais finas; enchimento ruim | Escassez de materiais, desigualdade |
| Ótimo | Espessura consistente | Dimensões estáveis |
| Muito alto | Espessura/encolhimento excessivos | Ciclos prolongados, custos elevados |
Impacto no ciclo de produção e nos custos
Manter a temperatura ideal do molde influencia não só a qualidade da peça, como também a eficiência da produção. Uma temperatura do molde mais alta do que a necessária aumenta o tempo de ciclo devido aos períodos prolongados de resfriamento, elevando o consumo de energia e os custos de produção. Por outro lado, uma temperatura muito baixa pode exigir etapas adicionais de processamento para corrigir defeitos, impactando ainda mais a relação custo-benefício.
Compreender essas nuances ajuda os fabricantes a otimizar seus processos de moldagem por injeção 4 para alcançar os resultados desejados com o mínimo de desperdício e custo.
A temperatura ideal do molde evita o encolhimento excessivo.Verdadeiro
A temperatura correta do molde garante que as peças se mantenham de acordo com o projeto, sem encolhimento excessivo.
Temperaturas elevadas no molde reduzem os custos de produção.Falso
Temperaturas mais altas aumentam o tempo dos ciclos, elevando o consumo de energia e os custos.
Como o projeto do ponto de injeção afeta a uniformidade da espessura?
O projeto do ponto de injeção é crucial para garantir a espessura uniforme em peças plásticas produzidas por moldagem por injeção. Um ponto de injeção bem projetado pode otimizar o fluxo e o preenchimento.
O projeto do ponto de injeção influencia a uniformidade da espessura, determinando a taxa de fluxo e a distribuição do plástico fundido dentro da cavidade do molde. O tamanho e o posicionamento adequados do ponto de injeção garantem um fluxo uniforme, evitando variações de espessura no produto final.

O impacto do tamanho da comporta no fluxo
No processo de moldagem por injeção, o tamanho do ponto de injeção desempenha um papel crucial no controle do fluxo do plástico fundido para a cavidade do molde. Um ponto de injeção pequeno restringe o fluxo, retardando a entrada do material fundido e podendo resultar em seções mais finas da peça plástica, principalmente em áreas distantes do ponto de injeção ou em geometrias complexas. Por outro lado, um ponto de injeção maior permite um fluxo mais robusto, aumentando o preenchimento e potencialmente melhorando a uniformidade da espessura.
| Tamanho do portão | Impacto |
|---|---|
| Pequeno | Fluxo restrito; seções mais finas |
| Grande | Fluxo robusto; uniformidade aprimorada |
Posicionamento ideal dos portões para uniformidade
A posição do ponto de injeção é igualmente importante. Um posicionamento inadequado, como por exemplo, muito próximo a uma borda ou canto, pode levar a padrões de fluxo irregulares dentro da cavidade do molde. Essa irregularidade geralmente resulta em diferenças de espessura ao longo da peça. Idealmente, os pontos de injeção devem ser posicionados de forma a promover um preenchimento simétrico, garantindo pressão e temperatura consistentes em toda a peça.
Por exemplo, pontos de injeção localizados centralmente ajudam a obter um fluxo radial uniforme, reduzindo as variações na espessura da parede. Para peças complexas, podem ser utilizados múltiplos pontos de injeção ou sistemas de canais quentes para manter um preenchimento equilibrado.
Equilibrando múltiplos fatores
Embora o projeto do ponto de injeção seja crucial, ele deve ser considerado juntamente com outros fatores, como pressão de injeção e temperatura do molde. Uma alta temperatura de fusão , por exemplo, pode compensar pontos de injeção menores, aumentando a fluidez, mas também acarreta o risco de degradação do material se não for controlada corretamente. Por outro lado, temperaturas mais baixas podem exigir pontos de injeção maiores para alcançar resultados semelhantes sem comprometer a qualidade da peça.
Estudo de caso: Moldagem por injeção de peças grandes
Considere um cenário em que uma peça plástica grande é produzida com um ponto de injeção pequeno. O fluxo restrito pode causar preenchimento insuficiente, resultando em seções mais finas nas extremidades. Ao redesenhar o ponto de injeção para um tamanho maior ou reposicioná-lo para uma posição mais central, os fabricantes podem obter uma melhor uniformidade de espessura em toda a peça.
Em conclusão, a consideração cuidadosa do tamanho e posicionamento do ponto de injeção é vital para obter uma espessura uniforme em peças moldadas por injeção. A otimização desses fatores garante um melhor controle da dinâmica do fluxo e melhora a qualidade do produto final.
Um portão de grande diâmetro melhora a uniformidade da espessura.Verdadeiro
Um diâmetro de comporta maior permite um fluxo robusto, melhorando o enchimento e a uniformidade.
O posicionamento inadequado das comportas leva a padrões de fluxo irregulares.Falso
A colocação inadequada causa fluxo irregular, resultando em diferenças de espessura.
Conclusão
Dominar esses aspectos da moldagem por injeção pode melhorar significativamente a qualidade de suas peças plásticas. Aproveite esses conhecimentos para elevar seus projetos a um novo patamar!
-
As complexidades do projeto do molde impactam a qualidade do preenchimento, influenciando a espessura final da peça. A qualidade e a fabricação do molde permitem que os moldadores por injeção garantam alta tolerância, identifiquem defeitos, mantenham a precisão, escolham as matérias-primas adequadas, etc ↩
-
Descubra como a pressão de retenção afeta a consistência das peças plásticas: Pressão de retenção significa que o parafuso não se retrai imediatamente após a injeção, mas continua a aplicar pressão ao material fundido durante o processo ↩
-
Aprenda sobre como definir as temperaturas ideais para a moldagem de peças de precisão: Uma configuração ideal de 50 °C garante fluxo e solidificação equilibrados. … O PPS suporta altas temperaturas, tornando-o adequado para aplicações exigentes. POM, … ↩
-
Descubra métodos para reduzir custos sem comprometer a qualidade: 9 dicas para reduzir os custos de moldagem por injeção… O uso de uma cavidade central, como mostrado na figura, pode ser um método econômico para moldar paredes altas e superfícies com nervuras. ↩
-
Descubra como o tamanho do ponto de injeção afeta diretamente o fluxo de plástico e a uniformidade da peça: Isso ocorre porque o tamanho do ponto de injeção determina a tensão de cisalhamento que o plástico fundido sofrerá ao preencher a peça. ↩
-
Aprenda sobre como equilibrar a temperatura de fusão com o projeto do ponto de injeção para obter resultados ideais: Essa alta relação entre temperatura de fusão e baixa temperatura do molde geralmente resulta em propriedades da peça comprometidas e em uma peça instável. ↩






