

Você já se perguntou por que o comprimento do ponto de exposição do filme é realmente importante na formação da imagem?
A espessura do canal de injeção geralmente varia entre 0,5 e 2 mm. Esse comprimento muito curto reduz a pressão e a perda de calor durante a moldagem, permitindo que o material fundido flua eficientemente para dentro da cavidade. O comprimento exato depende de fatores como o tamanho do produto, as características do material e o projeto do molde. Diferentes elementos determinam a medida exata, de acordo com as necessidades.
Quando comecei a trabalhar com projeto de moldes, tive dificuldades com os detalhes do comprimento do ponto de injeção. Era como resolver um quebra-cabeça onde cada peça era crucial. Um pequeno erro no comprimento poderia comprometer toda a moldagem. Imagine fazer uma capa fina para smartphone. Um ponto de injeção curto, de 0,5 a 1 mm, funciona perfeitamente porque impede que o plástico esfrie muito rápido. Para peças maiores, você precisa de um ponto de injeção mais longo, mas não mais do que 2 mm. Isso mantém o processo suave.
O projeto do molde também envolve um bom conhecimento do material. Os plásticos fluem de maneira diferente. O poliestireno flui facilmente, permitindo um canal de injeção mais curto. Adicione fibras de vidro e você precisará de um canal de injeção mais longo para evitar entupimentos. A complexidade do molde também afeta o comprimento do canal de injeção. Certa vez, trabalhei em um projeto com um molde complexo. A alta precisão significava que canais de injeção mais curtos eram aceitáveis. Desvios na precisão exigiam ajustes para evitar fluxo irregular.
Esses detalhes me ensinaram muito. Cada decisão afeta a eficiência e a qualidade. As primeiras lições sobre o comprimento dos canais de injeção me lembram como o projeto de moldes combina ciência e arte.
O comprimento do canal de passagem do filme afeta a pressão e a perda de calor.Verdadeiro
Inserções de película mais curtas reduzem a perda de pressão e calor, auxiliando no fluxo eficiente.
Todas as janelas de película têm exatamente 1 mm de comprimento.Falso
O comprimento da janela de exposição do filme varia de 0,5 a 2 mm, dependendo de diversos fatores.
- 1. Como o tamanho do produto e a espessura da parede afetam o comprimento do portão?
- 2. Por que a fluidez do material é importante no projeto de portas lógicas?
- 3. Como a estrutura do molde influencia o comprimento do ponto de injeção?
- 4. Quais são as melhores práticas para alcançar o comprimento ideal do gate?
- 5. Conclusão
Como o tamanho do produto e a espessura da parede afetam o comprimento do portão?
Você já parou para pensar em como o tamanho do seu grande projeto afeta sua criação? Vamos explorar o fascinante mundo da moldagem por injeção, onde o tamanho realmente importa.
O tamanho do produto e a espessura da parede são fatores importantes para determinar o comprimento do ponto de injeção na moldagem por injeção. Peças menores com paredes finas geralmente precisam de pontos de injeção com cerca de 0,5 a 1 mm. Produtos maiores com paredes mais espessas podem precisar de pontos de injeção mais longos. Esses pontos de injeção geralmente não ultrapassam 2 mm.
Entendendo o papel do comprimento do portão
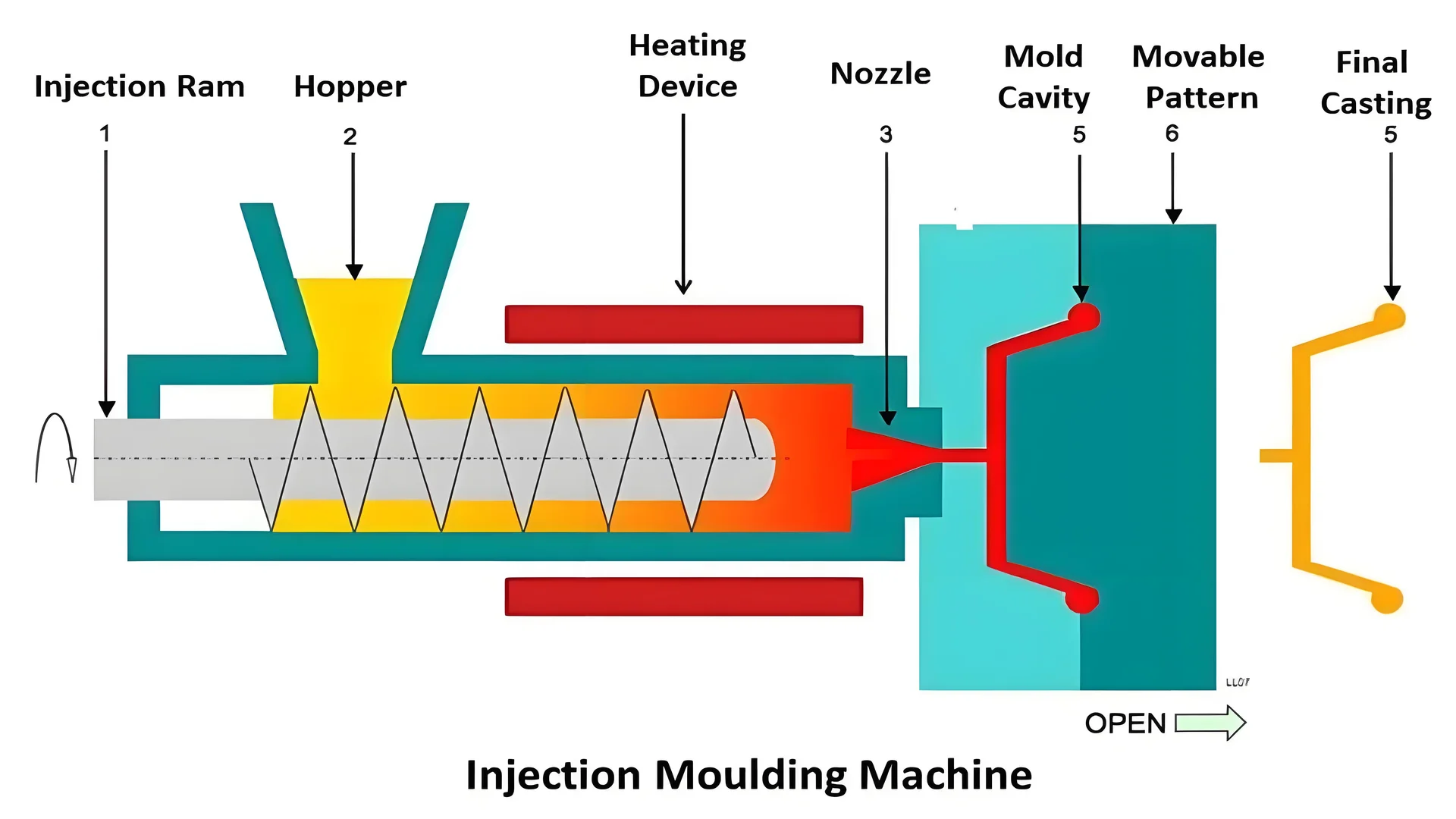
No complexo processo de moldagem por injeção, o comprimento do ponto de injeção funciona como um guia, direcionando o fluxo para obter bons resultados. Já vi como um ponto de injeção bem ajustado permite que o material derretido preencha todas as partes do molde de forma uniforme, mantendo o produto final resistente. É semelhante a assar um bolo: pouco ou muito material pode arruiná-lo.
Normalmente, o comprimento do ponto de injeção é curto, variando de 0,5 a 2 mm, pois isso minimiza a pressão e a perda de calor.
Efeito do tamanho do produto
Lembra de tentar passar um sofá grande por uma porta pequena? Ignorar o tamanho do produto na moldagem é parecido com isso. Itens menores, como folhas finas de plástico ou caixas frágeis, precisam de canais de injeção mais curtos (cerca de 0,5 a 1 mm). Eles preenchem rapidamente e não esfriam muito cedo, assim como despejar massa de panqueca em uma frigideira quente. Produtos maiores precisam de mais espaço para fluir bem e não devem ultrapassar 2 mm.
| Tamanho do produto | Comprimento típico do portão |
|---|---|
| Pequeno | 0,5 – 1 mm |
| Grande | Até 2 mm |
Influência da espessura da parede
A espessura da parede é diferente. Paredes finas são como páginas de livro – fáceis de trabalhar com entradas de ar mais curtas. Paredes mais grossas são como livros pesados que precisam de mais tempo. Entradas de ar mais longas ajudam a evitar que o material endureça muito cedo.
Impacto das propriedades do material
O tipo de material muda tudo. Plásticos comuns são fáceis de espalhar, como manteiga macia – simples com canais de alimentação curtos. Adicione materiais como fibras de vidro e fica mais parecido com espalhar manteiga de amendoim pegajosa, exigindo mais tempo e um canal de alimentação um pouco mais longo, talvez em torno de 2 mm.
Materiais com alta fluidez permitem canais de injeção mais curtos; no entanto, materiais com aditivos podem exigir canais de injeção mais longos, dentro do limite de 2 mm.
Considerações sobre o projeto do molde
O projeto do molde geralmente afeta o comprimento do ponto de injeção. Moldes precisos mantêm os pontos de injeção curtos, como enfiar uma agulha. Mas, para formas complexas, pequenas alterações são necessárias para acomodar todos os detalhes sem interromper o fluxo.
- Para mais informações sobre processamento de moldes 1 , é importante compreender os detalhes.
- Formas complexas de moldes exigem comprimentos de entrada adequados para um bom fluxo.
Aplicações práticas
Considere Jacky, um amigo que projeta dispositivos eletrônicos de forma elegante e eficiente. Ele é habilidoso em equilibrar estética e praticidade, mantendo os moldes eficientes e com um bom acabamento. Ao aprender esses princípios básicos, Jacky evita atrasos na produção e desperdício de material.
Para obter mais informações sobre considerações de design em moldagem por injeção, consulte recursos adicionais.
Produtos menores exigem canais de injeção mais longos na moldagem.Falso
Produtos menores geralmente exigem comprimentos de entrada mais curtos para um enchimento eficiente.
Paredes mais espessas exigem comportas mais curtas para um resfriamento mais rápido.Falso
Paredes mais espessas geralmente exigem comportas mais longas para acomodar um volume maior de material.
Por que a fluidez do material é importante no projeto de portas lógicas?
Imagine despejar xarope em um molde – um processo que determina o resultado. O fluxo de material funciona da mesma maneira. No projeto de canais de injeção, a forma como os materiais se movem é crucial. Ela influencia tanto a qualidade quanto a eficiência. O fluxo é tudo.
O fluxo de material influencia o projeto do canal de injeção, alterando seu comprimento e tipo. Esses fatores determinam diretamente a suavidade com que o material preenche a cavidade do molde. Isso afeta tanto a qualidade do produto quanto a eficiência da produção. A qualidade do produto depende muito desse processo. A eficiência também depende significativamente dele.

Entendendo o fluxo de materiais
Quando comecei a explorar a moldagem por injeção³ , aprendi rapidamente que o fluxo do material é muito importante. O fluxo do material descreve a facilidade com que um material se move sob pressão, semelhante à maneira como a calda se espalha suavemente sobre as panquecas. Na moldagem por injeção, a forma como o plástico se move pelo sistema e para dentro do molde pode determinar o sucesso ou o fracasso do produto.
-
Materiais de alta fluidez : Imagine despejar um smoothie ralo em um copo. Materiais de alta fluidez, como o polipropileno, movem-se facilmente através de canais curtos, reduzindo a pressão e a perda de calor.
-
Materiais de baixa fluidez : Imagine tentar empurrar mel espesso por um orifício pequeno. Materiais com cargas, como fibra de vidro, precisam de comportas mais longas para um fluxo suave sem perda de pressão.
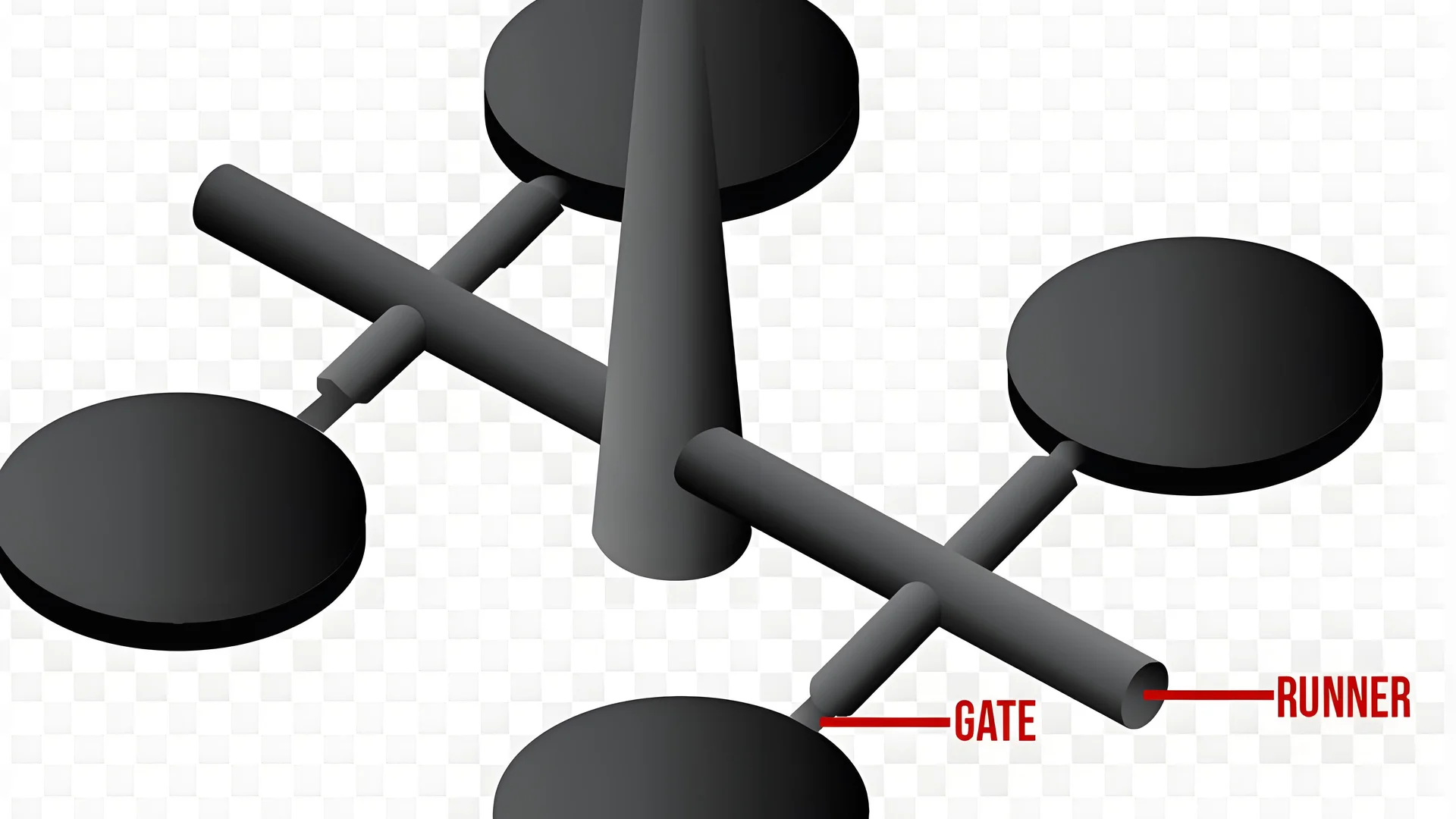
Fatores de comprimento do gateway
| Tipo de produto | Comprimento típico do portão |
|---|---|
| Pequeno e de paredes finas | 0,5 – 1 mm |
| Grande e de paredes grossas | Até 2 mm |
Dimensões e espessura da parede do produto
O design de produtos pequenos e finos envolve o uso de canais de injeção mais curtos. É semelhante a garantir que o smoothie chegue a todas as partes do copo antes que esfrie. Para itens maiores, canais de injeção mais longos são adequados ao seu tamanho e espessura de parede 4 .
Estrutura e precisão do molde
A precisão na moldagem é vital. Alta precisão permite canais de injeção mais curtos, melhorando o fluxo. Se a precisão for baixa, canais de injeção mais longos evitam entupimentos – garantindo, por exemplo, que o xarope flua suavemente.
O papel do fluxo na eficiência
Um design de portão inteligente alinha-se com as propriedades do material, reduzindo defeitos como deformação para um preenchimento uniforme.
- Eficiência : O controle do fluxo resulta em menos defeitos, ciclos mais rápidos e produtos de alta qualidade.
Compreender esses fatores ajuda os projetistas de moldes a escolherem os melhores projetos de pontos de injeção para uma produção bem-sucedida. Explore mais sobre a estrutura do molde 5 e seu impacto nas escolhas de projeto em processos de moldagem por injeção. Essas informações são cruciais para profissionais que buscam aprimorar projetos para obter o máximo desempenho e confiabilidade na fabricação em larga escala.
Materiais com alta fluidez requerem comprimentos de comporta maiores.Falso
Materiais com alta fluidez necessitam de comportas mais curtas devido à maior facilidade de escoamento.
O comprimento do ponto de injeção afeta a eficiência da fabricação na moldagem por injeção.Verdadeiro
O comprimento correto da comporta minimiza defeitos e melhora a eficiência do fluxo.
Como a estrutura do molde influencia o comprimento do ponto de injeção?
Lembro-me da primeira vez que realmente entendi como o formato do molde altera o comprimento do ponto de injeção. Esse momento me abriu os olhos e mudou minha maneira de pensar sobre design.
O formato do molde desempenha um papel crucial na definição do comprimento do ponto de injeção. Ele influencia o tamanho do produto, as qualidades do material e a precisão do processo. Todos esses fatores afetam o fluxo do plástico derretido. A qualidade do produto depende fortemente desse fluxo. A qualidade é fundamental.
Fatores que afetam o design do molde
A experiência me ensinou que o tamanho e a espessura da parede de um produto são importantes na moldagem. Produtos menores com paredes finas precisam de canais de injeção com cerca de 0,5 a 1 mm de comprimento. Canais de injeção curtos ajudam a preencher o molde rapidamente e impedem que o metal fundido esfrie demais.
Características do material
O tipo de plástico influencia bastante o comprimento ideal dos canais de injeção. Lembro-me de trabalhar com poliestireno; ele flui muito bem, então usávamos canais mais curtos sem perder pressão. No entanto, plásticos com cargas geralmente precisam de canais mais longos para manter o fluxo constante.
| Tipo de material | Fluidez | Comprimento recomendado do portão |
|---|---|---|
| Plásticos em geral | Alto | 0,5 – 1 mm |
| Plásticos preenchidos | Moderado | Até 2 mm |
Processamento, Precisão e Design
A precisão no processamento de moldes tem sido crucial para mim. Alta precisão permite canais de injeção mais curtos, aumentando muito a eficiência. Quando a precisão diminui, os canais de injeção precisam ser mais longos para evitar bloqueios ou fluxo irregular.
Projetos complexos podem exigir comprimentos de entrada diferentes para se adequarem ao layout dos canais de alimentação e às demandas de preenchimento. Certa vez, enfrentei um projeto de molde complicado que me obrigou a ajustar minhas suposições iniciais sobre a entrada.
Pontos Práticos
O projeto de moldes envolve mais do que detalhes técnicos; requer a compreensão do papel de cada componente para a obtenção de excelentes resultados. Ferramentas e diretrizes úteis⁶ realmente auxiliam na tomada de decisões acertadas sobre o comprimento dos pontos de injeção.
A estrutura do molde impacta diretamente o comprimento do ponto de injeção e afeta significativamente a produção. Com base nessas informações, provavelmente consegui melhorar tanto a eficiência quanto a qualidade dos meus produtos moldados.
Produtos pequenos exigem entradas mais curtas para um enchimento rápido.Verdadeiro
Produtos pequenos com paredes finas precisam de canais de alimentação entre 0,5 e 1 mm para um enchimento rápido.
Materiais com cargas sempre exigem canais de injeção com mais de 2 mm.Falso
Plásticos com carga podem precisar de canais de injeção mais longos, mas normalmente não excedendo 2 mm.
Quais são as melhores práticas para alcançar o comprimento ideal do gate?
Você já parou para pensar em como o tamanho ideal do ponto de injeção influencia seus projetos de moldagem por injeção?
O comprimento ideal do ponto de injeção na moldagem por injeção depende do tamanho do produto, das propriedades do material e da estrutura do molde. Normalmente, um comprimento ideal do ponto de injeção situa-se entre 0,5 e 2 mm. Esta faixa é típica.
Entendendo a Gama Geral
Quando comecei a experimentar com moldagem por injeção de plástico, percebi o quão crucial era o comprimento do ponto de injeção para o sucesso. O número mágico geralmente fica entre 0,5 e 2 mm. Isso permite que o material fundido flua suavemente para dentro do molde com pressão e perda de calor mínimas.
O comprimento ideal do ponto de injeção na moldagem por injeção de plástico geralmente fica entre 0,5 e 2 mm. Essa faixa se deve principalmente à necessidade de minimizar a pressão e a perda de calor durante o processo de injeção. Um ponto de injeção curto garante que o material fundido entre na cavidade de forma eficiente, tornando o processo de preenchimento mais suave e rápido.
| Tipo de produto | Comprimento recomendado do portão |
|---|---|
| Itens pequenos e de paredes finas | 0,5 – 1 mm |
| Itens grandes e de paredes grossas | Até 2 mm |
Lembro-me de um projeto envolvendo um dispositivo minúsculo e complexo, onde até mesmo um pequeno erro no comprimento do ponto de injeção causava grandes problemas. Para itens pequenos e de paredes finas como esse, era importante manter um comprimento de ponto de injeção de cerca de 0,5 a 1 mm. Esse comprimento permite que o material preencha o dispositivo de forma eficaz sem resfriar muito rápido.
Para produtos volumosos com paredes mais espessas, aprendi que às vezes é necessário usar uma válvula de comporta com abertura próxima a 2 mm. Manter-se dentro dessa faixa é fundamental para controlar a perda de pressão.
Fatores de influência específicos
Tamanho do produto e espessura da parede : Produtos menores e mais finos funcionam bem com comprimentos de entrada mais curtos, em torno de 0,5 a 1 mm. Eles se preenchem rapidamente sem que o material fundido esfrie demais.
Propriedades do material : O tipo de material tem um grande impacto. Por exemplo, com poliestireno ou polipropileno — materiais de fácil escoamento — você provavelmente usará um bico de injeção mais curto. Mas com materiais como os reforçados com fibra de vidro, um bico de injeção ligeiramente mais longo pode ser necessário para manter o fluxo suave.
Estrutura do molde e precisão de processamento : Uma configuração de molde de alta precisão permite optar por canais de injeção mais curtos com confiança. No entanto, com projetos de moldes complexos ou de menor precisão, pode ser necessário estender um pouco o comprimento do canal de injeção.
Considerações de projeto para comprimento de porta ideal
Ajustar o comprimento do portão corretamente combina arte e ciência:
- Avalie as características do material : Entenda como o seu material flui; isso o guiará para o comprimento correto do ponto de injeção.
- Considere as dimensões do produto : Selecione o comprimento da comporta com base no manuseio de produtos pequenos e de paredes finas ou grandes e de paredes grossas.
- Complexidade e precisão do molde : Examine o projeto e os limites de precisão do seu molde; isso revelará se um ponto de injeção mais curto ou mais longo é adequado.
Para obter mais informações sobre moldagem por injeção , é altamente recomendável explorar estudos de caso e diretrizes do setor, pois eles fornecem conhecimento valioso sobre como esses fatores interagem em situações do mundo real.
O comprimento ideal da comporta é sempre de 0,5 a 2 mm.Falso
Embora geralmente recomendada, a exigência específica pode variar de acordo com fatores como o material utilizado.
Moldes de alta precisão permitem comprimentos de entrada menores.Verdadeiro
A precisão no projeto do molde permite um fluxo consistente, possibilitando comprimentos de entrada menores.
Conclusão
O comprimento do canal de injeção em moldes de injeção normalmente varia de 0,5 a 2 mm, influenciado pelo tamanho do produto, espessura da parede, propriedades do material e projeto do molde para otimizar o fluxo e a eficiência.
-
Descubra por que a precisão na fabricação de moldes é crucial para o sucesso da produção. ↩
-
Explore os fatores essenciais para otimizar o design em processos de moldagem por injeção. ↩
-
Este link fornece uma visão geral detalhada de por que a fluidez é crucial nos processos de moldagem. ↩
-
Explora como a espessura da parede influencia as decisões sobre o comprimento do ponto de injeção e os resultados da moldagem. ↩
-
Oferece informações sobre como diferentes estruturas de moldes podem afetar as estratégias de projeto de pontos de injeção. ↩
-
Descubra ferramentas e orientações práticas que ajudam a selecionar o comprimento de comporta adequado para diversos materiais e produtos. ↩
-
Descubra como diferentes comprimentos de entrada afetam a eficiência e a qualidade do molde. ↩
-
Aprenda sobre estratégias comprovadas em moldagem por injeção para obter resultados ótimos. ↩






