

Você já se perguntou por que aquelas lesmas geladas incômodas continuam aparecendo no seu processo de moldagem por injeção?
A presença de material frio em moldes de injeção ocorre devido a inconsistências na temperatura do material, projeto inadequado do bico ou resfriamento insuficiente do molde, resultando na solidificação do material e afetando a qualidade do produto.
Lembro-me dos meus primeiros dias na indústria de moldes, encarando um lote defeituoso e me perguntando onde tudo tinha dado errado. Resolver o problema de blocos frios parece simples na teoria, mas na prática, é uma complexa rede de fatores. Vamos explorar juntos as causas intrincadas, as estratégias preventivas eficazes e dicas valiosas para otimizar seu processo de moldagem por injeção.
A formação de bolhas de ar frio é causada por um projeto inadequado do bico.Verdadeiro
Um projeto inadequado do bocal pode levar a um fluxo desigual de material, causando a formação de bolhas frias.
A moldagem a frio melhora a qualidade dos produtos moldados.Falso
A presença de grumos frios resulta em defeitos que degradam a qualidade dos produtos moldados.
- 1. Como a temperatura do material afeta a formação de bolhas frias?
- 2. Por que o design do bico é crucial para evitar jatos de água fria?
- 3. Como os sistemas de resfriamento de moldes afetam os problemas de formação de bolhas de ar frio?
- 4. Como os parâmetros do processo impactam o desenvolvimento do slug frio?
- 5. Que escolhas de materiais podem reduzir a ocorrência de impactos de fluido frio?
- 6. Como posso combater eficazmente as lesmas frias na produção?
- 7. Conclusão
Como a temperatura do material afeta a formação de bolhas frias?
Você já se perguntou como um detalhe tão pequeno quanto a temperatura do material pode determinar o sucesso ou o fracasso do seu projeto de moldagem? Pode parecer trivial, mas é o herói desconhecido na fabricação de componentes plásticos perfeitos.
A temperatura do material é crucial na moldagem por injeção, influenciando a viscosidade e o fluxo do plástico fundido. Temperaturas mais baixas aumentam a viscosidade, causando preenchimento incompleto e formação de bolhas frias, enquanto temperaturas ideais melhoram o fluxo e minimizam defeitos.

Entendendo a formação de bolhas de gelo
Imagine a situação: você projetou um produto meticulosamente, passou incontáveis horas aperfeiçoando cada curva e, de repente, bam!, se depara com rebarbas frias arruinando sua obra-prima. Rebarbas frias são aqueles pedaços solidificados incômodos que se infiltram na área do bico, criando defeitos e arruinando seu trabalho. Elas não afetam apenas a estética; podem causar problemas significativos na cavidade do molde, comprometendo a qualidade geral do seu produto.
O papel da temperatura do material
Vamos analisar isso mais a fundo. Sabe como, na cozinha, a temperatura certa pode fazer toda a diferença no resultado final? Pois bem, aqui é parecido. A temperatura do material desempenha um papel fundamental na moldagem por injeção, pois determina a viscosidade do plástico¹ . Quando a temperatura está muito baixa, a viscosidade aumenta drasticamente, tornando o plástico espesso e lento — como tentar despejar melaço em um dia frio. Isso resulta no preenchimento incompleto de peças complexas do molde, levando inevitavelmente à formação de bolhas de plástico frio. Por outro lado, se estiver muito quente, ocorre a degradação do material.
| Faixa de temperatura | Efeito da viscosidade |
|---|---|
| Baixo | Alto (Fluxo mais denso) |
| Ótimo | Equilibrado |
| Alto | Baixo (Fluxo mais fino) |
Mitigando a formação de bolhas de ar frio
Então, qual é a solução? Tudo se resume a encontrar o equilíbrio perfeito. Manter uma faixa de temperatura ideal é vital para mitigar a formação de bolhas de ar frio. Costumo utilizar sistemas de controle de temperatura² para garantir a consistência em todo o processo. Isso não só reduz os defeitos, como também fortalece a integridade estrutural dos nossos produtos moldados.
Ajustes práticos para designers
Para quem, como eu, vive e respira design, ferramentas como o software de simulação 3 são revolucionárias. Essas ferramentas nos permitem prever como as mudanças de temperatura afetam a formação de bolhas antes mesmo de iniciarmos a produção, economizando tempo e recursos preciosos.
Além disso, é crucial entender como diferentes materiais com propriedades térmicas variadas se comportam sob determinadas condições. Selecionar plásticos menos propensos à formação de bolhas de ar frio pode ser fundamental para manter a qualidade.
Temperaturas mais baixas do material aumentam a viscosidade do plástico.Verdadeiro
Temperaturas mais baixas fazem com que o plástico engrosse, aumentando sua resistência ao fluxo.
A alta temperatura do material impede a formação de bolhas frias.Falso
O calor excessivo pode degradar as propriedades dos materiais, mas não necessariamente impede a formação de projéteis.
Por que o design do bico é crucial para evitar jatos de água fria?
Já se perguntou como um pequeno pedaço de plástico pode comprometer todo o seu projeto? Vamos explorar como o design do bico pode ser um diferencial na moldagem por injeção.
O design do bico desempenha um papel fundamental na prevenção de bolhas frias, mantendo uma temperatura e um fluxo consistentes durante a moldagem por injeção, reduzindo assim os defeitos e melhorando a qualidade das peças.

Entendendo as Lesmas do Frio
Lembro-me da primeira vez que me deparei com um pedaço de plástico endurecido; foi como encontrar uma peça perdida no quebra-cabeça perfeito do meu processo de design. Esses pedaços de plástico endurecido se formam quando o material esfria e solidifica muito cedo no bico. Eles não apenas criam defeitos, como também podem comprometer a qualidade do produto final. É por isso que o design do bico não é apenas um detalhe técnico — é um elemento crítico que controla tanto o fluxo quanto a temperatura do plástico.
Principais características do design do bico
O segredo para um bico eficiente está em manter o aquecimento constante e garantir um fluxo suave. Imagine tentar despejar calda nas suas panquecas e ela congelar no meio do processo — é isso que acontece quando há um ponto frio no bico. Uma ponta aquecida ou uma estrutura interna otimizada podem evitar esses pontos frios, mantendo o fluxo de plástico adequado e minimizando o risco de respingos frios.
Tipos de bicos e seu impacto
Escolher o tipo certo de bico é como selecionar a ferramenta perfeita para um projeto de bricolagem — cada um tem suas vantagens:
| Tipo de bico | Benefícios |
|---|---|
| Bocal aberto | Simplicidade e facilidade de manutenção |
| Bocal de desligamento | Controla o fluxo de materiais com precisão |
| Bocal de canal quente | Mantém a temperatura constante |
Cada tipo é projetado especificamente para atender a diferentes necessidades, seja pela complexidade do projeto do molde ou pelas propriedades do material com o qual você está trabalhando.
Fatores que influenciam o desempenho do bico
Na minha experiência, acertar o desempenho do bico é como compor uma sinfonia onde cada instrumento deve desempenhar seu papel. Não se trata apenas de design, mas também de como ele se integra bem com todo o sistema. Aqui estão algumas considerações cruciais:
- Compatibilidade de materiais: Assim como algumas pessoas precisam de produtos hipoalergênicos, certos plásticos exigem materiais específicos para os bicos a fim de evitar a degradação.
- Controle de temperatura: Imagine tentar assar algo sem um termômetro de forno — o controle preciso da temperatura é vital para evitar pontos frios.
- Taxa de fluxo: A velocidade de injeção é fundamental; pense nisso como dirigir um carro — muito rápido ou muito devagar, e você pode acabar em apuros.
Equilibrar esses fatores garante que seu processo de moldagem por injeção atinja todos os objetivos.
Explorando aplicações no mundo real
Em um dos projetos em que trabalhei, a mudança para um sistema de bicos de canal quente fez toda a diferença. Estávamos fabricando peças automotivas e, ao garantir uma melhor consistência de temperatura, reduzimos significativamente os defeitos. Este estudo de caso 4 mostra como mudanças bem pensadas no projeto do bico podem levar a grandes melhorias na qualidade do produto.
Ao explorar diferentes designs de bicos e compreender seu impacto na prevenção de bolhas de ar frio, descobri que é possível alcançar resultados de fabricação não apenas bons, mas excelentes, especialmente em indústrias de alta precisão.
As pontas aquecidas dos bicos previnem eficazmente a entrada de ar frio.Verdadeiro
As pontas dos bicos aquecidas mantêm uma temperatura constante, reduzindo a solidificação.
Bicos abertos são os mais indicados para controlar o fluxo de material.Falso
Os bicos de fechamento automático são mais adequados para um controle preciso do fluxo de materiais.
Como os sistemas de resfriamento de moldes afetam os problemas de formação de bolhas de ar frio?
Você já se perguntou se o sistema de resfriamento do seu molde poderia ser o herói ou vilão desconhecido por trás dos problemas com lesmas frias?
Sim, os sistemas de resfriamento de moldes podem influenciar significativamente os problemas de formação de bolhas frias, mantendo o controle ideal da temperatura. O resfriamento adequado ajuda a prevenir a formação de bolhas frias, que ocorrem quando o plástico fundido se solidifica prematuramente.
Entendendo as Lesmas Frias e sua Formação
Lembro-me da primeira vez que me deparei com um problema de congelamento repentino no meu projeto de molde. Foi frustrante. Esses defeitos se formam quando o plástico fundido solidifica muito cedo durante o processo de injeção, geralmente devido ao resfriamento irregular ou rápido. Aprendi isso da maneira mais difícil, enquanto solucionava problemas em um lote de componentes defeituosos.
Como funcionam os sistemas de resfriamento de moldes
Os sistemas de resfriamento de moldes são como o termostato da sua casa, circulando o fluido refrigerante por canais para regular a temperatura. Isso ajuda a manter uma distribuição de temperatura crucial para reduzir a formação de bolhas de ar frio. Percebi a importância disso quando atualizamos nosso sistema e vimos uma melhora significativa.
Fatores que afetam a eficiência de resfriamento
- Projeto de canais: Imagine tentar resfriar uma torta recém-saída do forno — um projeto de canais eficiente funciona de maneira semelhante, garantindo um resfriamento uniforme.
- Tipo de líquido de arrefecimento: O uso de água ou óleo como líquido de arrefecimento afeta a rapidez com que o calor é transferido. É como escolher entre um ventilador e um ar-condicionado em um dia quente.
- Vazão: Assim como aumentar o fluxo de água no chuveiro para um enxágue mais rápido, vazões mais altas melhoram a eficiência do resfriamento, evitando o resfriamento irregular 6 .
| Aspecto do sistema de refrigeração | Influência sobre lesmas frias |
|---|---|
| Layout do canal | Uniformidade no resfriamento |
| Temperatura do líquido de arrefecimento | Taxa de remoção de calor |
| Condutividade do material | Eficiência de distribuição de calor |
Impacto do resfriamento em lesmas frias
Imagine um sistema de resfriamento bem projetado como um chef renomado garantindo que cada parte do seu prato seja cozida à perfeição. Ele minimiza bolhas de ar frio, mantendo a temperatura do molde constante, evitando a solidificação prematura e resultando em superfícies mais lisas e estruturas mais resistentes.
Ao focar nesses fatores, projetistas como eu podem otimizar o design dos moldes e reduzir significativamente defeitos como rebarbas frias, melhorando a qualidade do produto.
Técnicas inovadoras de resfriamento
Fiquei impressionado com novas tecnologias como o resfriamento conformal, que permite a criação de canais personalizados que se adaptam a formatos de moldes complexos. Essa inovação aprimora a dissipação de calor e a eficiência do resfriamento, oferecendo soluções promissoras para problemas persistentes de formação de bolhas de ar frio.
Manter-se atualizado sobre esses avanços é crucial para aprimorar os processos e resultados de fabricação. A revisão regular de recursos técnicos e a experimentação podem levar a soluções ideais para manter a qualidade do produto na moldagem por injeção.
O resfriamento desigual causa a formação de bolhas de ar frio.Verdadeiro
O resfriamento irregular leva à solidificação prematura do plástico, formando grumos frios.
Taxas de fluxo de líquido refrigerante mais rápidas diminuem o risco de formação de bolhas de ar frio.Verdadeiro
Taxas de fluxo mais elevadas melhoram a eficiência do resfriamento, reduzindo a distribuição desigual de temperatura.
Como os parâmetros do processo impactam o desenvolvimento do slug frio?
Já se perguntou por que algumas peças moldadas simplesmente não saem como deveriam? Muitas vezes, a culpa é daqueles blocos de material frio indesejados e da mágica dos parâmetros do processo.
Ajustar a temperatura de fusão, a velocidade de injeção e o tempo de resfriamento na moldagem por injeção pode reduzir defeitos de rebarba fria e melhorar a qualidade do produto.

Sabe, houve uma época, quando comecei a trabalhar com moldes de injeção, em que tudo parecia um quebra-cabeça. Lembro-me de enfrentar problemas com tarugos frios que pareciam resolver um cubo mágico de olhos vendados. Mas, com o tempo, aprendi que a chave para o sucesso estava em entender e controlar os parâmetros do processo. Não se trata apenas de definir números; trata-se de sentir o ritmo do processo.
O papel da temperatura de fusão
Imagine que você está assando um bolo e a temperatura do forno está oscilando muito. O bolo seria um desastre, certo? O mesmo acontece com a temperatura de fusão na moldagem. Se estiver muito baixa, o material simplesmente fica parado, sem fluir adequadamente, resultando em cavidades vazias e aquelas indesejáveis bolhas frias. Por outro lado, se a temperatura estiver muito alta, você corre o risco de queimar o material. O ponto ideal é onde a mágica acontece: manter o polímero na viscosidade ideal.
Para obter resultados ótimos, monitore atentamente a temperatura de fusão 9. Mantê-la dentro das faixas recomendadas garante que o polímero mantenha sua viscosidade ideal para um enchimento adequado.
Considerações sobre a velocidade de injeção
Pense na velocidade de injeção como dirigir um carro. Se for muito devagar, você pode não chegar ao seu destino a tempo (neste caso, preencher o molde corretamente). Mas se pisar fundo demais no acelerador, corre o risco de sair da pista e apresentar defeitos como rebarbas ou marcas de queimadura.
O equilíbrio da velocidade de injeção é crucial. Consulte as diretrizes de velocidade ideal¹⁰ para materiais específicos a fim de encontrar o ponto ideal em que o fluxo atenda aos requisitos de qualidade.
Ajustes no tempo de resfriamento
É um pouco como esperar o café esfriar antes de dar um gole. Se você tiver pressa, corre o risco de se queimar ou acabar com goles frios porque o material não solidificou o suficiente. Mas se esperar demais, estará apenas perdendo tempo.
Utilize uma calculadora de tempo de resfriamento 11 para determinar durações precisas com base nas propriedades do molde e do material.
Uma tabela de parâmetros simples
| Parâmetro | Efeito em lesmas frias |
|---|---|
| Temperatura de fusão | Temperaturas baixas: aumento |
| Altas temperaturas: degradam | |
| Velocidade de injeção | Muito rápido: defeitos |
| Equilibrado: reduz | |
| Tempo de resfriamento | Muito curto: aumenta |
| Ótimo: equilíbrio |
Compreender essas nuances foi como desbloquear um novo patamar na minha carreira. Abordá-las meticulosamente pode transformar o processo de moldagem por injeção de frustrante para perfeito. É como encontrar aquela peça que faltava no quebra-cabeça e que faz tudo se encaixar perfeitamente. Esse conhecimento não só aprimora os resultados do produto, como também reduz significativamente o desperdício de material.
A alta velocidade de injeção reduz a formação de bolhas frias.Verdadeiro
Altas velocidades garantem o rápido preenchimento do molde, reduzindo os riscos de formação de bolhas de ar frias.
O tempo de resfriamento excessivo aumenta os defeitos causados por bolhas de ar frio.Falso
O resfriamento excessivo prolonga os ciclos, mas não aumenta a quantidade de gelo seco.
Que escolhas de materiais podem reduzir a ocorrência de impactos de fluido frio?
Já sentiu a frustração de um projeto perfeito ser arruinado por falhas na moldagem por injeção? Eu sei que já. Vamos explorar como a escolha dos materiais certos pode fazer toda a diferença em termos de qualidade e eficiência.
A utilização de materiais de alta fluidez, como o policarbonato, e de aditivos para reduzir a viscosidade minimiza a ocorrência de bolhas frias na moldagem por injeção, melhorando a qualidade e a eficiência do produto.

Entendendo as Lesmas do Frio
Ainda me lembro da primeira vez que me deparei com rebarbas frias nos meus projetos — aqueles resíduos de plástico solidificado que arruinavam um molde que, de outra forma, seria perfeito. As rebarbas frias se formam no canal de injeção ou nos canais de distribuição durante o de moldagem por injeção , quando o plástico esfria muito rápido. As características de fluxo do material são cruciais para determinar se esses defeitos irão aparecer.
Materiais de alto fluxo
Pela minha experiência, selecionar materiais de alta fluidez, como policarbonato ou certos tipos de polipropileno, pode ser a solução ideal. Esses materiais permitem que o plástico preencha suavemente todos os cantos e recantos do molde antes de solidificar. Aqui está uma tabela destacando algumas opções de alta fluidez que considero eficazes:
| Material | Taxa de fluxo | Aplicativo |
|---|---|---|
| Policarbonato | Alto | Eletrônica |
| Polipropileno | Moderado | Embalagem |
Escolher um material de alta fluidez é como ter um parceiro fiel que garante que o plástico derretido preencha até os moldes mais complexos sem deixar excessos.
Utilização de aditivos
Ao longo dos anos, descobri que os aditivos, especialmente os plastificantes, podem ser os heróis desconhecidos na luta contra o congelamento e descongelamento do plástico. Eles diminuem a viscosidade dos plásticos, tornando o fluxo mais suave. Isso é particularmente benéfico para moldes com designs complexos ou longos percursos de fluxo. Por exemplo, adicionar plastificantes ao PVC aumenta sua fluidez, reduzindo aqueles incômodos problemas de congelamento e descongelamento.
Técnicas de Otimização de Materiais
Mas não se trata apenas dos materiais; ajustar as condições de moldagem¹⁴ é igualmente crucial. Ao ajustar as configurações de temperatura e pressão para se adequarem a materiais específicos, consegui reduzir ainda mais a formação de rebarbas frias. Por exemplo, aumentar a temperatura do molde para certos polímeros me ajudou a obter melhor fluidez e taxas de solidificação reduzidas.
Explorando soluções inovadoras em materiais
Estou particularmente entusiasmado com o potencial de materiais emergentes como os plásticos biodegradáveis. Além de estarem alinhados com os objetivos de sustentabilidade, eles também podem oferecer propriedades de fluxo exclusivas que combatem a formação de bolhas. Embora a pesquisa ainda esteja em andamento, as primeiras descobertas são promissoras tanto em termos de desempenho quanto de impacto ambiental.
Se você está interessado em descobrir como essas escolhas de materiais podem aumentar a eficiência da sua produção ¹⁵ conversar com um cientista de materiais pode fornecer informações personalizadas. Eles podem ajudar a alinhar seus requisitos de projeto com as metas de produção, abrindo caminho para processos de fabricação mais eficientes.
Materiais de alta fluidez reduzem a formação de bolhas frias.Verdadeiro
Materiais com alta taxa de fluxo atingem todas as partes do molde antes de solidificar.
Os aditivos aumentam a viscosidade dos plásticos.Falso
Aditivos como plastificantes diminuem a viscosidade, auxiliando em um fluxo mais suave.
Como posso combater eficazmente as lesmas frias na produção?
Os resíduos de gelo em processos de moldagem por injeção podem ser tão incômodos quanto aquele mosquito que não para de zumbir ao redor do seu ouvido numa noite de verão.
Para combater a formação de grumos frios na produção, otimize o controle de temperatura, ajuste as velocidades de injeção, assegure projetos de moldes precisos e realize manutenção regular.
Entendendo as Lesmas do Frio
Imagine a situação: você está no meio de uma produção e tudo parece estar correndo bem. De repente, do nada, surgem aquelas temidas bolhas de plástico frio, deixando defeitos por onde passam. É como planejar uma viagem perfeita e se deparar com trânsito a cada curva. As bolhas de plástico frio acontecem quando o plástico resfriado invade a cavidade do molde, causando aqueles vazios e imperfeições irritantes que comprometem tanto a estética quanto a funcionalidade do seu produto.
Controle de temperatura
Controle da temperatura do mofo e do tambor
Foi aí que tive uma epifania: manter temperaturas constantes é imprescindível. Antes, eu achava que conseguiria improvisar, mas aprendi da pior maneira que até pequenas flutuações podem levar a quedas na qualidade. Agora, só uso sistemas avançados de monitoramento de temperatura para manter tudo estável.
Tabela: Guia de Configurações de Temperatura
| Componente | Faixa de temperatura ideal |
|---|---|
| Mofo | 20°C – 60°C |
| Barril | 180°C – 240°C |
Ajuste da velocidade de injeção
Descobri que aumentar a velocidade de injeção pode fazer toda a diferença. Imagine tentar manter uma xícara de café quente enquanto você está do lado de fora no frio — injetar mais rápido ajuda a manter a temperatura ideal.
Considerações sobre o projeto do molde
Incorporando Cold Wells
Imagine a situação: os reservatórios de água fria são como pequenos seguranças em uma boate, impedindo que lesmas indesejadas entrem na festa. Um projeto bem pensado pode evitar que esses penetras danifiquem o acabamento dos seus produtos.
Tabela: Eficácia dos Poços Frios
| Recurso de molde | Impacto na Qualidade |
|---|---|
| Poços Frios | Significativo |
| Sem poços frios | Mínimo |
Manutenção e inspeção regulares
Lembra quando eu achava que pular a manutenção regular não era grande coisa? Pois é, paguei caro por esse erro. Consultas de rotina são como ir ao dentista — dolorosas se adiadas por muito tempo. Inspeções regulares podem detectar o desgaste antes que ele se transforme em problemas maiores.
Conclusão (Evite adicionar informações aqui)
Por meio de tentativas e erros, aprendi que dominar essas estratégias exige mais do que apenas entender de máquinas — trata-se de conhecer os materiais e o processo a fundo. Com foco no controle de temperatura, projeto de moldes e manutenção, vi em primeira mão como a qualidade da produção pode aumentar significativamente.
Balas de gelo podem causar manchas superficiais em peças de plástico.Verdadeiro
Os grumos frios ocorrem quando o plástico resfriado entra no molde, causando defeitos.
Ajustar a velocidade de injeção não tem efeito sobre os jatos frios.Falso
Velocidades de injeção mais rápidas ajudam a manter a temperatura do plástico, reduzindo a formação de bolhas frias.
Conclusão
A formação de rebarbas frias na moldagem por injeção surge devido a inconsistências de temperatura, projeto inadequado do bico e problemas de resfriamento do molde. Estratégias eficazes incluem a otimização das temperaturas, o ajuste das velocidades e a manutenção dos equipamentos.
-
Compreender como a viscosidade afeta os defeitos pode ajudar a otimizar o projeto do molde e a escolha do material. ↩
-
Os sistemas de controle de temperatura melhoram a qualidade do produto, mantendo temperaturas consistentes. ↩
-
O software de simulação ajuda a prever possíveis problemas e permite ajustes antes da produção. ↩
-
Leia sobre exemplos reais em que os sistemas de canais quentes melhoraram a eficiência da produção e reduziram os defeitos. ↩
-
Descubra como a distribuição de temperatura impacta a eficiência de resfriamento e a qualidade de produtos moldados. ↩
-
Saiba mais sobre as consequências do resfriamento irregular em peças moldadas e como resolvê-las. ↩
-
Explore as inovações recentes que melhoram a dissipação de calor em projetos de moldes. ↩
-
Descubra estratégias e soluções eficazes para prevenir problemas de formação de bolhas frias na moldagem por injeção. ↩
-
Descubra as faixas de temperatura de fusão recomendadas para diferentes polímeros, a fim de garantir o fluxo adequado do material. ↩
-
Encontre orientações sobre como definir velocidades de injeção adequadas para reduzir defeitos e aumentar a eficiência de preenchimento do molde. ↩
-
Aprenda a calcular tempos de resfriamento precisos para garantir a solidificação ideal sem prolongar a duração dos ciclos. ↩
-
Explore métodos para otimizar os processos de moldagem por injeção a fim de melhorar a eficiência e a qualidade do produto. ↩
-
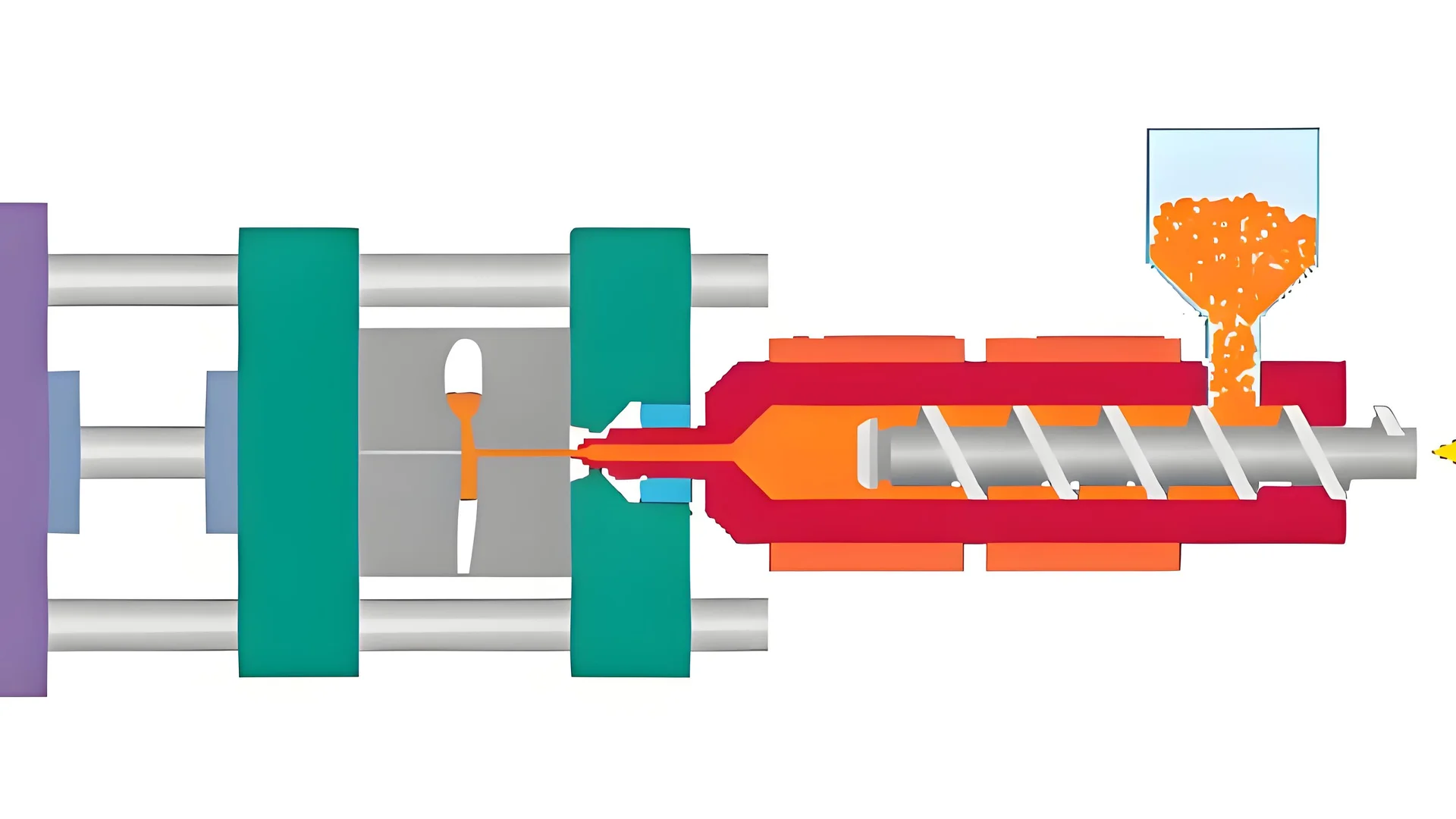
Aprenda sobre o processo de moldagem por injeção, que é crucial para entender a formação de bolhas frias e as estratégias de prevenção. ↩
-
Descubra como o ajuste das condições de moldagem pode reduzir defeitos e melhorar a qualidade do produto. ↩
-
Descubra como a seleção dos materiais certos pode aumentar a eficiência da produção e reduzir defeitos. ↩
-
Descubra como as considerações estéticas impactam o design do produto e a satisfação do usuário na moldagem por injeção. ↩
-
Saiba por que as inspeções regulares são vitais para manter a eficiência dos equipamentos e prevenir defeitos na produção. ↩






