Encontrar o ângulo ideal para a liberação do extrator na moldagem por injeção parece resolver um quebra-cabeça diferente a cada vez. Cada cálculo é único.
Para determinar o ângulo de desmoldagem de um extrator de molde de injeção, examine fatores como a contração do material, a profundidade do produto e o movimento do extrator. Considere as alterações de tamanho e forma quando os materiais esfriam. Utilize fórmulas comprovadas para encontrar um ângulo que permita a fácil desmoldagem do produto. Inclua as características do material e as necessidades do projeto em seus cálculos.
A fórmula é apenas o começo. Cada projeto é diferente e requer atenção cuidadosa. Materiais como o polipropileno realmente fazem a diferença. Certa vez, precisei ajustar muitos ângulos para evitar que a peça grudasse, pois o polipropileno encolhe bastante. Desenhos profundos são complicados. A profundidade exige que você recalcule os ângulos para obter uma liberação suave. Verificar o tamanho e o movimento do extrator é crucial. Pequenos detalhes podem surpreender. Uma vez, um extrator se moveu de forma incorreta, quase causando um problema. Agora, sempre verifico essas dimensões. Formas complexas podem parecer difíceis. Dividi-las em partes menores ajuda. É como resolver um quebra-cabeça. Usar um software CAD ou um molde de teste pode reduzir problemas futuros.
Materiais com maior taxa de retração exigem um ângulo de desmoldagem menor.Falso
Materiais com maior taxa de retração necessitam de um ângulo de desmoldagem maior para evitar que grudem.
Formatos complexos de fechos exigem simulação para ângulos precisos.Verdadeiro
A simulação ajuda a otimizar os ângulos de formas complexas devido a possíveis interferências.
- 1. Como os ângulos de liberação do extrator afetam a moldagem por injeção?
- 2. Como as propriedades do material afetam os cálculos do ângulo de liberação do elevador?
- 3. Por que o formato e o tamanho do produto são cruciais para determinar os ângulos de liberação?
- 4. Como corrigir as dimensões do elevador e o curso do movimento?
- 5. Como posso acomodar formatos de fivela complexos em cálculos de ângulo?
- 6. Conclusão
Como os ângulos de liberação do extrator afetam a moldagem por injeção?
Os ângulos de liberação do extrator podem parecer técnicos. No entanto, eles são os heróis ocultos que garantem uma remoção suave do produto. Esses ângulos ajudam os produtos a saírem sem problemas. Eles realmente desempenham um papel importante.
Os ângulos de liberação do extrator auxiliam na desmoldagem suave durante a moldagem por injeção. O tipo de material afeta esses ângulos. O formato e o tamanho do produto também são importantes. O curso do extrator também influencia os ângulos.
Entendendo os ângulos de liberação do elevador
Os ângulos de liberação do extrator desempenham um papel fundamental na moldagem por injeção, facilitando a remoção perfeita dos produtos dos moldes. O principal objetivo é evitar que o produto grude no extrator, o que pode danificar tanto o produto quanto o molde. A magnitude do ângulo de liberação está intimamente ligada a fatores como o material, a forma e o tamanho do produto, bem como o curso do extrator.
Questões materiais
Diferentes plásticos se comportam de maneiras únicas. Por exemplo, materiais com altas taxas de contração, como o polipropileno ( PP ), exigem um ângulo de desmoldagem maior para garantir uma desmoldagem suave. Normalmente, o PP tem uma taxa de contração entre 1,0 e 2,5%. É fundamental que os iniciantes conheçam bem essas características dos materiais, pois esse conhecimento é crucial. Para saber mais sobre como as propriedades dos materiais afetam o projeto de moldes, explore as propriedades dos materiais na moldagem 1 .
Formato e tamanho do produto
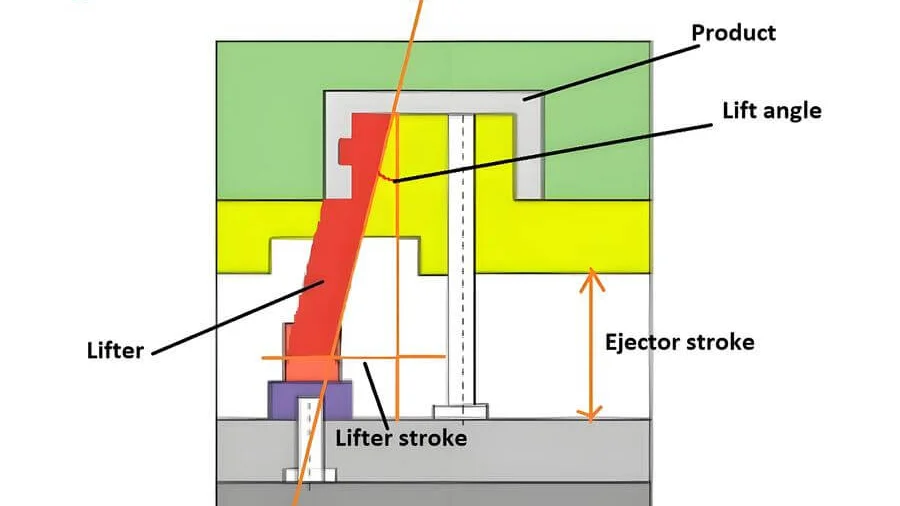
A geometria do produto influencia significativamente o ângulo de liberação necessário. Produtos mais profundos, como formatos cilíndricos com mais de 50 mm de profundidade, exigem um ângulo de liberação do elevador maior. Uma fórmula empírica comum é tan α = S/H, onde S é o deslocamento horizontal do elevador e H é a profundidade do produto. Por exemplo, se um produto tem 100 mm de profundidade e o elevador se desloca 5 mm, então:
- H = 100 mm
- S = 5 mm
- Portanto, a≈2,86°.
Ajustes devem ser feitos para aumentar esse ângulo para pelo menos 3° para saídas mais suaves.
Ajustes para projetos complexos
Formas complexas representam desafios nos cálculos, que devem levar em consideração as dimensões do mecanismo de elevação e o curso do movimento. Projetos como fivelas invertidas são difíceis de calcular com precisão sem ferramentas ou softwares específicos.
Por exemplo:
- Se a profundidade da fivela invertida for de 5 mm,
- A largura horizontal é de 20 mm
- E se a largura do elevador for 10 mm,
então: tan a ≥ 5/(20-10) = 0,5.
Isso significa: ≥ arctan(0,5) = 26,6°
A precisão nos cálculos evita problemas; portanto, o uso de software CAD para simulação e verificação pode ser benéfico para projetos complexos. Explore como o software CAD auxilia no cálculo preciso desses parâmetros .
Ao compreender esses princípios e considerações, é possível garantir uma desmoldagem eficiente e sem defeitos do produto em processos de moldagem por injeção.
O ângulo de liberação do elevador afeta o desprendimento do produto do molde.Verdadeiro
O ângulo de liberação do elevador é crucial para a ejeção suave do produto dos moldes.
Todos os plásticos requerem o mesmo ângulo de liberação do elevador.Falso
Diferentes tipos de plástico apresentam variações na contração e no atrito, o que afeta os ângulos de desprendimento.
Como as propriedades do material afetam os cálculos do ângulo de liberação do elevador?
As propriedades do material são vitais para a compreensão dos ângulos de liberação do extrator. Elas afetam a eficiência e a qualidade dos produtos moldados por injeção. Essas propriedades são muito importantes.
Propriedades do material, como taxas de contração e coeficientes de atrito, são muito importantes. Essas características afetam os ângulos de liberação do extrator. Maior contração exige ângulos maiores. Alto atrito também demanda ângulos maiores. Ângulos maiores evitam a aderência e facilitam a desmoldagem.
Entendendo as taxas de retração do material
Lembro-me do meu primeiro projeto usando polipropileno ( PP ). As taxas de encolhimento variavam de 1,0% a 2,5%. Isso me ensinou a alterar os ângulos de desmoldagem. Era como assar pão sem saber o quanto ele cresceria. Sem um ângulo de desmoldagem maior, remover o produto do molde suavemente seria difícil. Seria como arrancar um adesivo sem deixar vestígios.
Um dos aspectos fundamentais do cálculo dos ângulos de liberação do levantador é a compreensão da taxa de contração do material 3 . Materiais como o polipropileno ( PP ), conhecidos por suas taxas de contração significativas, que variam de 1,0% a 2,5%, exigem um ajuste cuidadoso dos ângulos de liberação.
Coeficientes de atrito e seus efeitos
Os coeficientes de atrito podem ser complicados. Aprendi isso trabalhando com materiais pegajosos. Eles grudam nos extratores como uma criança pequena em seu brinquedo favorito. Alto atrito significava que eu precisava de um ângulo de liberação maior. Encontrei maneiras de reduzir essa "aderência". Isso garantiu que os produtos se separassem dos moldes com facilidade. Era como velhos amigos se despedindo após uma longa noite.
O coeficiente de atrito de um material é outro fator crítico no projeto de moldes e extratores, exigindo ajustes no ângulo de liberação para uma ejeção suave.
Considerações geométricas para ângulos de liberação
Geometria sempre foi meu forte. Projetar produtos adicionou complexidade. Produtos mais profundos, com mais de 50 mm, exigiam cálculos especiais. A fórmula tan a = S/H foi muito útil. Usei-a para um design cilíndrico onde o ângulo de lançamento precisava ser maior que 3°. Era como encontrar o ponto certo no jogo de dardos.
A geometria do produto também desempenha um papel significativo na determinação dos ângulos de liberação adequados, especialmente para itens mais profundos que excedam certas profundidades.
Lidando com formatos de fivela complexos
Lidar com formas complexas era como resolver um quebra-cabeça. Eu as dividia em partes mais simples para calcular os ângulos. O software CAD frequentemente me ajudava; ele funcionava como um assistente, mostrando possíveis condições de interferência tão imprevisíveis quanto as mudanças climáticas.
Ao lidar com formas complexas, os engenheiros podem precisar decompô-las em formas geométricas mais simples e recorrer a simulações de software CAD 4 para refinar esses cálculos.
O PP requer um ângulo de desmoldagem maior devido à sua alta contração.Verdadeiro
O polipropileno possui uma alta taxa de contração, o que exige um ângulo de desmoldagem maior.
A largura do elevador afeta o cálculo do ângulo de liberação necessário.Verdadeiro
A largura do elevador e o curso do seu movimento influenciam o ângulo de liberação necessário.
Por que o formato e o tamanho do produto são cruciais para determinar os ângulos de liberação?
Você já assou um bolo e teve problemas para desenformá-lo? Isso é semelhante ao funcionamento do formato do produto e dos ângulos de desmoldagem na moldagem.
O formato e o tamanho do produto são muito importantes para os ângulos de desmoldagem. Eles influenciam bastante a facilidade com que o produto sai do molde. Formas maiores ou mais complexas geralmente exigem ângulos de desmoldagem maiores. Isso ajuda a evitar que o produto grude no molde. Uma ejeção suave é fundamental.
A importância do material do produto
Lembro-me de tentar fazer velas em casa pela primeira vez. Usei várias ceras e logo percebi que o material é muito importante. Na moldagem por injeção, materiais como o polipropileno têm taxas de contração específicas e influenciam a forma como se comportam em contato com as superfícies. Por exemplo, materiais que encolhem muito ou que se comportam de forma áspera precisam de um ângulo de desmoldagem maior para evitar que fiquem presos durante a remoção.
Considerações sobre forma e tamanho
Pense nas velas altas e finas que eu criei. Quando os produtos são profundos – como cilindros com mais de 50 mm – o ângulo de liberação precisa ser calculado com muita atenção. Uma fórmula útil ajuda a calcular os ângulos com base na profundidade H e no curso S do elevador. Para uma profundidade de 100 mm e um curso de 5 mm, você pode obter tan α ≈ 2,86°. Ajustar para 3° ou mais pode ajudar a garantir um funcionamento sem problemas.
Formas complexas: cálculos e testes
Quando comecei a fazer sabonetes com designs detalhados, dividi os padrões complexos em partes mais simples. No design de produtos, formatos de fechos complexos também precisam ser decompostos para um melhor cálculo dos ângulos. Simulações ou moldes de teste verificam esses ângulos usando ferramentas CAD para garantir que se encaixem corretamente, especialmente em formatos irregulares.
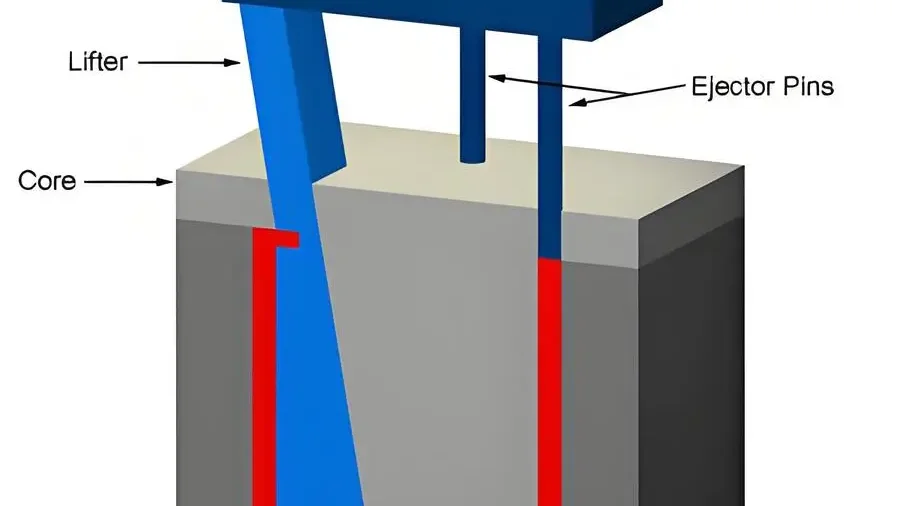
Considerando as dimensões do elevador
Projetar mecanismos de elevação é como resolver um quebra-cabeça. Envolve organizar as peças corretamente. Seu tamanho e movimento são fundamentais. A largura w e o movimento horizontal s devem ser considerados para evitar colisões durante a liberação. O ângulo de liberação α deve atender à condição tan α = h/(bw) para um desprendimento suave. Isso é crucial para projetos complexos, como fivelas invertidas, onde os cálculos de ângulo 5 devem corresponder à capacidade do mecanismo de elevação.
Para produtos mais profundos, são necessários ângulos de liberação maiores.Verdadeiro
Produtos mais profundos exigem ângulos maiores para garantir uma desmoldagem suave.
Todos os materiais plásticos têm os mesmos requisitos de ângulo de liberação.Falso
Materiais diferentes apresentam variações na contração e no atrito, o que afeta os ângulos.
Como corrigir as dimensões do elevador e o curso do movimento?
Você já parou para pensar em como as dimensões corretas dos extratores influenciam o sucesso do seu projeto de molde? As dimensões adequadas são cruciais. Elas realmente determinam se o projeto será bem-sucedido ou fracassará.
Corrigir os cálculos das dimensões do extrator significa encontrar o melhor ângulo de liberação. Isso depende do material, do formato e do curso do extrator. O extrator precisa liberar o produto do molde suavemente. Isso é muito importante.

Entendendo os ângulos de liberação do elevador
Quando comecei a trabalhar com moldes, logo percebi como o ângulo de desmoldagem mudava tudo. É como um pequeno truque que ajuda os produtos a deslizarem para fora com facilidade. Aprender sobre esse ângulo é muito importante, seja você trabalhando com polipropileno ou outros materiais. Imagine remover um adesivo sem rasgá-lo – o ângulo é crucial! Para formatos simples ou produtos cilíndricos profundos com mais de 50 mm, é preciso ajustar o ângulo com cuidado.
O principal objetivo do ângulo de liberação de um extrator é facilitar a remoção suave do produto do molde. Esse ângulo é crucial porque afeta a facilidade com que o produto se desprende após a moldagem. O ângulo de liberação depende de diversos fatores, incluindo o material, a forma e o tamanho do produto, bem como o curso do extrator.
Cálculo dos ângulos de liberação para diferentes formatos e materiais
Certa vez, trabalhei com materiais que encolhiam muito. Ajustar o ângulo de desmoldagem foi a solução para evitar problemas de aderência. É como cozinhar: materiais diferentes exigem ajustes diferentes. Produtos mais profundos ou com alto atrito precisam de um ângulo maior. Encontrar esse equilíbrio perfeito é realmente gratificante; é como tirar um bolo perfeito do forno!
Diferentes materiais plásticos possuem taxas de retração e coeficientes de atrito únicos. Para produtos feitos de materiais com alta retração, aumentar o ângulo de desmoldagem pode evitar problemas de aderência. Produtos mais profundos também exigem ângulos de desmoldagem maiores.
Por exemplo, se você tiver um produto cilíndrico com uma profundidade superior a 50 mm, poderá calcular o ângulo de liberação usando:
tan a = S/H
onde S representa o deslocamento horizontal do elevador.
Para fins práticos, esse ângulo 6 geralmente não deve ser inferior a 3°.
Correção de cálculos com dimensões e curso do elevador
Agora vamos falar sobre as dimensões do mecanismo de elevação e o curso do movimento – partes essenciais da moldagem. Certa vez, um mecanismo de elevação não funcionou bem porque sua largura não era compatível com a do fecho. Percebi que, ao combinar essas dimensões exatamente, evita-se problemas.
Além de considerar as propriedades do produto, leve em conta as dimensões e o movimento do seu levantador:
- Vamos supor que seu elevador tenha largura w e se mova horizontalmente com um curso s.
- Certifique-se de que, se a largura w do seu levantador for menor que a largura horizontal b do fecho, o curso do movimento permita a completa desengate do fecho.
- O ângulo de liberação 7 pode precisar satisfazer:
tan a≥ h/(bw)
O ângulo de liberação do elevador depende do material do produto.Verdadeiro
Materiais diferentes apresentam taxas de contração e coeficientes de atrito variáveis.
Os formatos complexos de fechos exigem um único cálculo do ângulo de liberação.Falso
Formas complexas são decompostas em partes simples, cada uma calculada separadamente.
Como posso acomodar formatos de fivela complexos em cálculos de ângulo?
Você já se sentiu confuso com formatos complexos de fivelas em cálculos de ângulos? Você não está sozinho! Explore estas estratégias simples. Essas dicas provavelmente facilitarão muito o processo.
Divida as formas complexas da fivela em peças geométricas simples para calcular os ângulos. Determine o ângulo de liberação de cada peça e use o maior deles como padrão. Simulações em softwares CAD podem ajustar esses ângulos com mais precisão.
Compreendendo os princípios básicos
Lembro-me da primeira vez que tentei desmoldar uma peça sem problemas. Parecia que eu estava desembaraçando um novelo de lã emaranhado — confuso e irritante. Mas descobrir o ângulo de liberação da espátula como a solução me esclareceu. Esse ângulo é importante porque depende do material, formato, tamanho da peça e até mesmo do movimento da espátula.
O principal objetivo do cálculo de ângulos em moldes de formatos complexos de fivelas é garantir a remoção suave do produto. Isso envolve a análise de fatores como as propriedades do material e o ângulo de liberação do extrator. A magnitude do ângulo de liberação é influenciada pelo material, formato, tamanho do produto e pelo curso do extrator, tornando crucial a adaptação da abordagem com base nos requisitos específicos do produto.
Considerações sobre materiais e formas
Imagine como diferentes materiais se comportam. Por exemplo, o polipropileno ( PP ) tem uma alta taxa de contração, por isso precisa de um ângulo de desmoldagem maior. É semelhante a desenformar um bolo grudento; você precisa da inclinação certa para que ele se solte sem problemas. Produtos com cavidades profundas exigem cálculos específicos, como itens cilíndricos com mais de 50 mm de profundidade.
Características do material, como taxas de contração, influenciam significativamente os cálculos de ângulo. Por exemplo, materiais com maior contração podem exigir ângulos de desmoldagem maiores. Nesses casos, o uso de fórmulas empíricas é fundamental
tan a = S/H,
onde S é o deslocamento horizontal e H é a profundidade.
Se um produto tem uma profundidade de 100 mm e um deslocamento de 5 mm:
tan α = 5/100 = 0,05,
resultando em um ângulo de aproximadamente 2,86°. Aumentar esse valor para pelo menos 3° garante uma desmoldagem mais suave.
Métodos de cálculo corrigidos
Ao considerar dimensões e movimento, as coisas se complicam. O mecanismo de elevação não deve interferir com o fecho durante a abertura — uma lição que aprendi quando calculei mal e tive que refazer uma seção.
Ao lidar com formas complexas, é essencial considerar tanto as dimensões do levantador quanto o seu curso de movimento:
tan α ≥ h/(b – w) é fundamental aqui.
Por exemplo:
profundidade da fivela invertida = 5 mm,
largura da fivela = 20 mm,
largura do levantador = 10 mm,
o ângulo deve satisfazer a condição:
α ≥ 26,6°,
ou verificado em relação ao comprimento do curso.
Aplicar isso me evitou outro erro.
Manuseio de formatos complexos de fivelas
Fivelas complexas com curvas ou formatos irregulares assemelham-se a quebra-cabeças — o ideal é dividi-las em formas simples e calcular cada ângulo de liberação separadamente, utilizando os métodos mencionados anteriormente.
Ferramentas de simulação, como softwares CAD, são indispensáveis para testar esses ângulos calculados — elas funcionam como um par de olhos extra, identificando detalhes que poderiam passar despercebidos.
Essas ferramentas podem prever condições de interferência não óbvias em projetos preliminares, permitindo ajustes que garantem a funcionalidade e a conformidade com as normas de engenharia.
Para obter mais informações sobre como ferramentas de simulação podem aprimorar a precisão do projeto ou aprender sobre fórmulas empíricas para cálculos de ângulos, recomenda-se uma exploração mais aprofundada.
O ângulo de desmoldagem deve ser de pelo menos 3° para uma remoção suave do molde.Verdadeiro
Para garantir uma desmoldagem suave, o ângulo de liberação geralmente não é inferior a 3°.
Os materiais de PP requerem um ângulo de desmoldagem menor devido à baixa contração.Falso
O PP apresenta alta contração; portanto, requer um ângulo de desmoldagem maior.
Conclusão
O cálculo dos ângulos de liberação do extrator na moldagem por injeção envolve a consideração da contração do material, da profundidade do produto e do movimento do extrator para garantir uma desmoldagem suave, sem aderência.
-
Entenda como diferentes materiais impactam o design do molde e os ângulos de desmoldagem. ↩
-
Descubra como as ferramentas CAD ajudam a otimizar projetos de moldes de forma eficiente. ↩
-
Descubra como as taxas de contração afetam os processos e cálculos de moldagem. ↩
-
Explore as ferramentas CAD para simular formas complexas em moldagem. ↩
-
Aprenda através de exemplos como calcular os ângulos de liberação ideais. ↩
-
Aprenda sobre métodos de cálculo específicos para diferentes materiais. ↩
-
Descubra exemplos práticos para calcular as dimensões do elevador. ↩
-
Descubra como o software CAD aprimora a precisão do projeto em engenharia. ↩
-
Descubra fórmulas empíricas úteis para cálculos de engenharia. ↩