No mundo da moldagem por injeção, cada detalhe conta. Um detalhe que muitas vezes é negligenciado é o ângulo de desmoldagem dos mecanismos de extração — um aspecto que pode determinar o sucesso ou o fracasso da eficiência da produção.
O ângulo de desmoldagem para um mecanismo de elevação de molde de injeção depende de fatores como as propriedades do material, o curso do mecanismo de elevação e a precisão do molde. Para materiais flexíveis, um ângulo de 3° a 5° pode ser suficiente, enquanto materiais rígidos podem exigir um ângulo de 5° a 10° para evitar danos.
Embora esta breve visão geral forneça uma compreensão básica, aprofundar-se em detalhes específicos, como o formato da fivela e a precisão do molde, aumentará a eficiência e a durabilidade do seu projeto. Continue lendo para explorar essas considerações cruciais em detalhes.
Materiais flexíveis requerem ângulos de desmoldagem menores.Verdadeiro
Materiais flexíveis como o TPE necessitam de ângulos de 3° a 5° devido à sua alta elasticidade.
- 1. Qual o papel das propriedades do material na determinação dos ângulos de liberação?
- 2. Como o formato e a profundidade das fivelas afetam os cálculos do ângulo de liberação?
- 3. Por que o curso do elevador é crucial para o projeto dos ângulos de desmoldagem?
- 4. Como a precisão e a estrutura do molde afetam o ângulo de desmoldagem necessário?
- 5. Conclusão
Qual o papel das propriedades do material na determinação dos ângulos de liberação?
As propriedades dos materiais influenciam significativamente o projeto dos ângulos de desmoldagem, impactando a eficiência e a integridade do produto.
As propriedades do material determinam os ângulos de desmoldagem, influenciando a elasticidade, a rigidez e a tolerância à deformação do produto moldado. Materiais flexíveis, como elastômeros termoplásticos, requerem ângulos menores, enquanto materiais rígidos, como o poliestireno, necessitam de ângulos maiores para evitar danos.

Compreendendo as propriedades dos materiais
Ao projetar um molde de injeção, escolher o ângulo de desmoldagem correto é crucial tanto para a funcionalidade quanto para a durabilidade. Diferentes materiais apresentam características únicas que afetam a forma como podem ser desmoldados com segurança e eficiência.
Elasticidade versus rigidez
Considere a elasticidade dos elastômeros termoplásticos ¹ . Conhecidos por sua alta flexibilidade, os TPEs podem suportar deformações significativas sem se romperem. Isso significa que um ângulo de desmoldagem de 3° a 5° costuma ser suficiente. Por outro lado, materiais como o poliestireno² , conhecidos por sua rigidez, exigem ângulos maiores, entre 5° e 10°, para reduzir a tensão e evitar rupturas durante o processo de desmoldagem.
| Tipo de material | Ângulo de liberação típico |
|---|---|
| Elastômero termoplástico (TPE) | 3° – 5° |
| Poliestireno (PS) | 5° – 10° |
Impacto da deformação do material
O grau de deformação de um material sob tensão também influencia o ângulo de liberação. Materiais com maior tolerância à deformação permitem ângulos menores, pois se adaptam facilmente ao movimento do levantador. Em contrapartida, materiais com baixa tolerância à deformação exigem ângulos maiores para evitar danos.
Estudos de caso: aplicações práticas
Na prática, esses princípios se traduzem em diversas aplicações em vários setores. Por exemplo, na fabricação automotiva, onde peças plásticas precisam suportar diferentes condições ambientais, a seleção do material correto e do ângulo de desmoldagem correspondente garante durabilidade e segurança.
Exemplo: Componentes Automotivos
- Amortecedores flexíveis: Normalmente feitos de TPE devido à sua resiliência, esses componentes podem ser desmoldados de forma eficiente com ângulos mínimos.
- Componentes do painel de instrumentos: Frequentemente utilizam materiais rígidos, exigindo atenção especial aos ângulos maiores para evitar rachaduras ou fissuras durante a desmoldagem.
Ao considerar esses fatores, os fabricantes podem otimizar seus processos, reduzindo o desperdício e aumentando a eficiência na produção. Compreender as propriedades do material não se resume apenas a selecionar um ângulo — trata-se de garantir a qualidade e o desempenho do produto final.
Os TPEs requerem ângulos de liberação de 3° a 5°.Verdadeiro
Os TPEs são flexíveis, permitindo ângulos menores para uma desmoldagem eficiente.
O poliestireno necessita de ângulos de desmoldagem superiores a 10°.Falso
O poliestireno requer ângulos entre 5° e 10° para evitar danos.
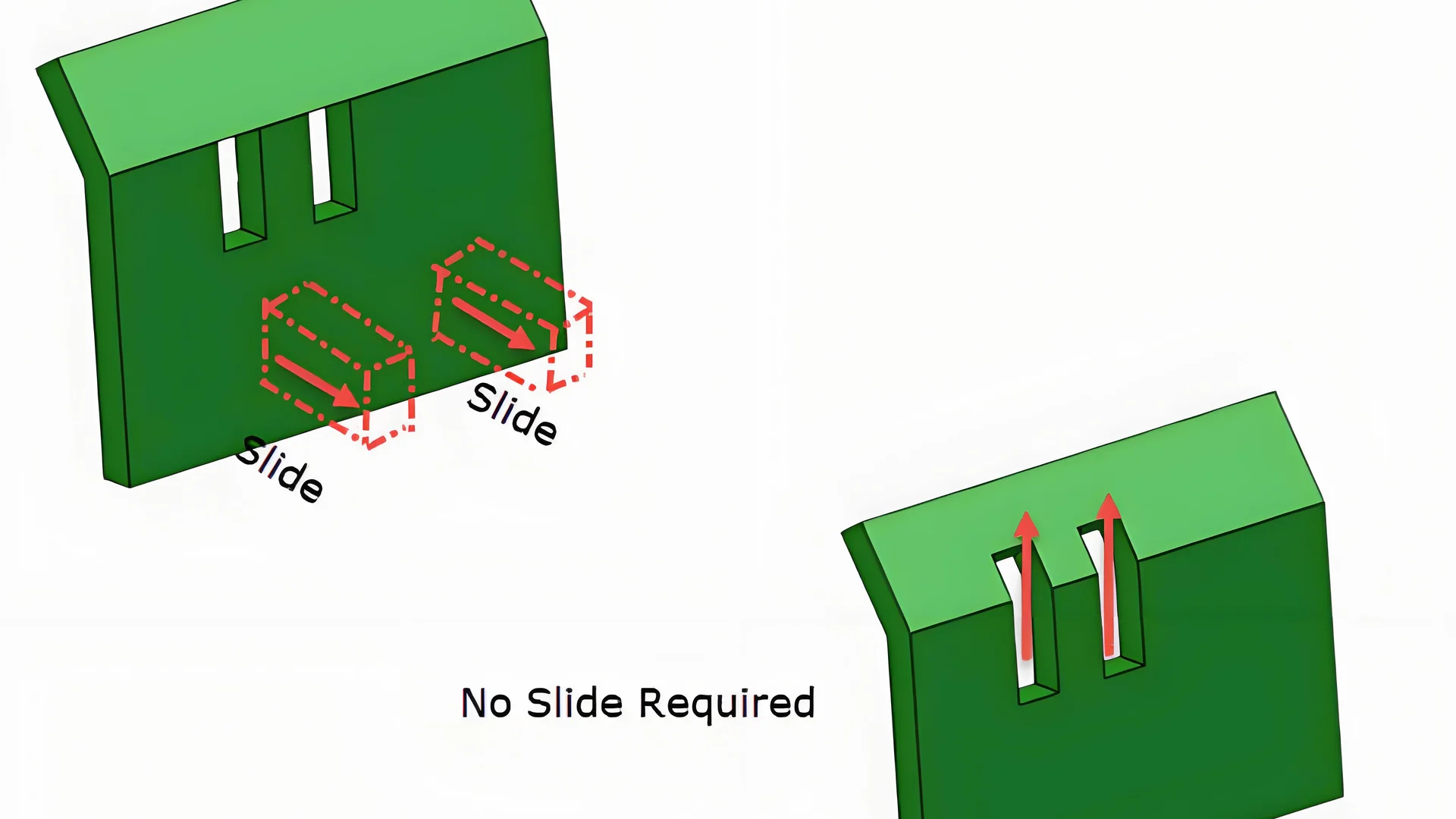
Como o formato e a profundidade das fivelas afetam os cálculos do ângulo de liberação?
O design da fivela é um fator crucial na determinação do ângulo de desmoldagem na moldagem por injeção, influenciando a eficiência e a integridade do produto.
O formato e a profundidade da fivela influenciam significativamente os cálculos do ângulo de liberação. Fivelas rasas e simples permitem ângulos menores (3° a 5°), enquanto designs mais profundos ou complexos exigem ângulos maiores (7° a 10°) para garantir a liberação suave do mecanismo de elevação e evitar danos.
Entendendo a dinâmica da fivela
As complexidades do design da fivela, incluindo seu formato e profundidade, desempenham um papel significativo no desempenho dos processos de moldagem por injeção. Esses fatores impactam diretamente o cálculo dos ângulos de desmoldagem, que são cruciais para garantir que os extratores possam se desprender das peças moldadas sem causar danos.
Influência do formato da fivela
Os formatos das fivelas podem variar de geometrias simples, como círculos e quadrados, a formas mais complexas com curvas e inclinações. A complexidade do formato da fivela geralmente determina o ângulo de liberação necessário:
- Formas simples : Para fivelas básicas redondas ou quadradas, um ângulo de liberação menor geralmente é suficiente. Isso ocorre porque há menos risco de interferência durante o movimento do levantador.
- Formas complexas : Fivelas curvas ou com formatos irregulares exigem ângulos de liberação maiores. O aumento do ângulo impede que o extrator se prenda no contorno durante a extração, evitando assim possíveis danos.
Por exemplo, enquanto uma fivela redonda pode precisar apenas de um ângulo de liberação de 3° a 5°, um design complexo pode exigir de 6° a 10°.
O impacto da profundidade da flambagem
A profundidade da fivela também afeta significativamente o ângulo de liberação necessário. À medida que a profundidade aumenta, também aumenta a resistência potencial durante o processo de desmoldagem.
| Profundidade da fivela | Ângulo de liberação recomendado |
|---|---|
| 0,5 – 1 mm | 3° – 5° |
| 2 – 3 mm | 7° – 10° |
Fivelas rasas permitem uma operação mais suave do mecanismo de elevação com ângulos menores, enquanto fivelas mais profundas exigem ângulos maiores para facilitar a liberação eficaz.
Estudo de caso: Combinando forma e profundidade
Considere um cenário em que um molde apresenta uma dobra curva e profunda. A profundidade por si só pode sugerir um ângulo de desmoldagem maior, enquanto a forma complexa reforça ainda mais essa necessidade. Ao aumentar o ângulo para talvez 8° ou mesmo 10°, é possível mitigar os riscos associados à alta resistência e ao potencial dano à peça.
Aplicação prática: Equilibrando forma e propriedades do material
Embora a forma e a profundidade sejam cruciais, elas devem ser consideradas juntamente com as propriedades do material. Por exemplo, os materiais elastoméricos termoplásticos (TPE) 4 , com sua alta elasticidade, podem acomodar ângulos ligeiramente menores mesmo com dobras complexas, enquanto o poliestireno (PS) 5 exigiria ângulos maiores devido à sua rigidez.
Compreender essas interações é essencial para otimizar o projeto de moldes de injeção, garantindo uma produção eficiente e resultados de qualidade.
Fivelas simples precisam de um ângulo de liberação de 7° a 10°.Falso
Fivelas simples requerem ângulos menores, normalmente de 3° a 5°, e não de 7° a 10°.
Fivelas mais profundas aumentam os ângulos de liberação necessários.Verdadeiro
O aumento da profundidade exige ângulos maiores para evitar resistência à desmoldagem.
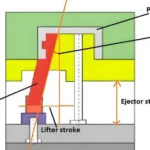
Por que o curso do elevador é crucial para o projeto dos ângulos de desmoldagem?
Compreender a importância do curso do extrator na determinação dos ângulos de desmoldagem é fundamental para uma moldagem por injeção eficiente e eficaz.
O curso do elevador determina o ângulo de desmoldagem necessário para minimizar a resistência e garantir uma desmoldagem suave. Cursos mais curtos permitem ângulos menores (3° a 6°), enquanto cursos mais longos exigem ângulos maiores (7° a 10°) para compensar a resistência acumulada.
A relação entre o curso do elevador e a resistência
No projeto de moldes de injeção, o curso do extrator é um aspecto fundamental que influencia a escolha do ângulo de desmoldagem. O termo "curso do extrator" refere-se à distância que o extrator percorre desde sua posição inicial até estar completamente livre do produto moldado. Esse movimento é crucial porque, à medida que o extrator se desloca, ele encontra resistência, que pode aumentar com cursos mais longos.
Quando um extrator tem um curso curto, normalmente entre 5 e 10 mm, o ângulo de liberação necessário pode ser relativamente pequeno, em torno de 3° a 6°. Isso ocorre porque o curso mais curto minimiza a resistência encontrada pelo extrator durante a desmoldagem. No entanto, se o curso do extrator exceder 15 mm, um ângulo de liberação maior, geralmente entre 7° e 10°, torna-se necessário. Esse ajuste compensa a resistência cumulativa acentuada que ocorre ao longo de um curso mais longo.
Exemplos e considerações práticas
Considere um cenário em que um extrator com um curso de 8 mm é usado em um molde para um produto feito de elastômero termoplástico (TPE). Dada a elasticidade do TPE e o curto curso do extrator, um ângulo de desmoldagem de 4° poderia ser suficiente. No entanto, se o mesmo molde usar poliestireno (PS), que é mais rígido e tem um curso de extrator maior, de 20 mm, um ângulo maior, de 9°, pode ser necessário para evitar danos durante a desmoldagem.
| Curso do elevador | Ângulo de liberação recomendado para TPE | Ângulo de liberação recomendado para PS |
|---|---|---|
| 5-10 mm | 3°-5° | 5°-7° |
| >15mm | 6°-8° | 7°-10° |
Efeitos na longevidade e eficiência do mofo
Ajustar adequadamente o ângulo de desmoldagem com base no curso do extrator não só facilita a remoção perfeita do produto, como também aumenta a vida útil do molde e a eficiência operacional. Utilizar ângulos de desmoldagem ideais reduz o desgaste dos componentes do molde, minimizando as necessidades de manutenção e prolongando sua vida útil. Além disso, garantir uma desmoldagem suave diminui os tempos de ciclo e melhora a produtividade.
Compreender essas dinâmicas permite que os projetistas adaptem seus projetos de moldes com mais precisão às necessidades específicas de produção, melhorando tanto a qualidade do produto quanto a eficiência da fabricação.
Um curso mais curto do elevador requer ângulos de liberação menores.Verdadeiro
Um curso mais curto minimiza a resistência, permitindo ângulos de liberação menores.
Um curso mais longo do elevador reduz a resistência do molde.Falso
Cursos mais longos aumentam a resistência, exigindo ângulos de liberação maiores.
Como a precisão e a estrutura do molde afetam o ângulo de desmoldagem necessário?
A precisão no projeto do molde influencia significativamente o ângulo de desmoldagem necessário para uma remoção suave do molde.
A precisão do molde afeta o ângulo de desmoldagem; alta precisão permite ângulos menores, enquanto menor precisão exige ângulos maiores para evitar interferências.
Precisão no projeto de moldes
A precisão de um molde desempenha um papel fundamental na determinação do ângulo de desmoldagem necessário para o mecanismo extrator. Em moldes de alta precisão, o alinhamento e a exatidão de movimento do extrator são primordiais. Por exemplo, em moldes de injeção de precisão com precisão de usinagem de até ±0,01 mm, o ângulo de desmoldagem pode ser tão baixo quanto 4° a 6°, garantindo uma desmoldagem suave e eficaz. Isso ocorre porque moldes precisos permitem um controle mais rigoroso das tolerâncias, reduzindo a probabilidade de interferências durante a operação do extrator.
Por outro lado, quando a precisão do molde é baixa — digamos, em torno de ±0,05 mm — há um risco maior de desalinhamento e interferência entre o extrator e outros componentes do molde. Nesses casos, um ângulo de desmoldagem maior, normalmente entre 6° e 10°, é necessário para compensar essas imprecisões e facilitar um processo de desmoldagem mais suave.
Influência da estrutura do molde
A estrutura do próprio molde, incluindo seu design geral e complexidade, também influencia significativamente o ângulo de desmoldagem necessário. Um molde bem estruturado garante que todas as peças funcionem em harmonia, minimizando o atrito e o desgaste durante o movimento do extrator. Por exemplo, moldes com estruturas internas complexas podem exigir ângulos de desmoldagem maiores para evitar que o extrator obstrua ou danifique detalhes intrincados durante a ejeção.
Para ilustrar isso, considere moldes que incluem múltiplos rebaixos internos ou designs geométricos complexos. Tais designs podem exigir uma abordagem meticulosa para determinar o ângulo de desmoldagem ideal, muitas vezes requerendo simulações e testes 7 para garantir que todos os componentes interajam suavemente sem causar danos.
Equilibrando Precisão e Funcionalidade
Encontrar o equilíbrio entre a precisão e a funcionalidade do molde é crucial para um projeto eficiente. Moldes de alta precisão tendem a ser mais caros devido aos requisitos avançados de usinagem; no entanto, oferecem benefícios como tempos de ciclo reduzidos e custos de manutenção mais baixos ao longo de sua vida útil. Por outro lado, embora moldes menos precisos possam ser mais baratos inicialmente, geralmente exigem ângulos de desmoldagem maiores e podem resultar em maior desgaste dos mecanismos de extração ao longo do tempo.
Ao considerar cuidadosamente tanto a precisão 8 quanto os aspectos estruturais de um molde, os projetistas podem otimizar o ângulo de desmoldagem para aplicações específicas, melhorando o desempenho e a longevidade do processo de moldagem por injeção.
Moldes de alta precisão exigem ângulos de desmoldagem menores.Verdadeiro
A alta precisão permite um controle de tolerância mais rigoroso, reduzindo a interferência.
Estruturas de moldes complexas exigem ângulos de desmoldagem menores.Falso
Estruturas complexas frequentemente exigem ângulos maiores para evitar obstruções.
Conclusão
Ao entender as nuances dos ângulos de desmoldagem, você pode otimizar o design dos extratores para operações mais suaves e maior vida útil. Leve esses fatores em consideração para aprimorar seus processos de moldagem por injeção com eficácia.
-
Aprenda como a flexibilidade do TPE afeta os ângulos de desmoldagem: a capacidade de ser esticado até alongamentos moderados. Após a remoção da tensão, retorna a uma forma próxima à original. ↩
-
Entenda por que o poliestireno precisa de ângulos de desmoldagem maiores: O poliestireno é um tipo de polímero transparente, rígido, quebradiço e moderadamente resistente em seu estado não modificado. É um plástico feito de… ↩
-
Descubra por que a escolha do material é vital para peças automotivas: Devido à sua durabilidade e resistência química, o polipropileno é usado em tudo, desde para-choques e isolamento de cabos até fibras de carpete. ↩
-
Explore a elasticidade única do TPE que permite ângulos de liberação menores: Explore diferentes composições químicas de elastômeros termoplásticos (materiais TPE), juntamente com seus usos, estrutura, tipos, propriedades e aplicações finais. ↩
-
Saiba por que o PS requer ângulos maiores devido à sua natureza quebradiça: Propriedades e especificações mecânicas do poliestireno · Resistência à tração máxima: 28 MPa · Alongamento na ruptura: 55% · Módulo de flexão: 1930 MPa … ↩
-
Descubra por que escolher ângulos de desmoldagem ideais melhora a vida útil e a eficiência do molde: 1) Um ângulo de saída de 1,5 a 2 graus é necessário para a maioria das peças. Essa regra prática se aplica a peças com profundidades de molde de até 5 cm (2 polegadas). Nesse tamanho, o ângulo de saída deve ser… ↩
-
Aprenda como as simulações garantem ângulos de desmoldagem ideais em moldes complexos: A grande maioria dos moldes precisa operar dentro de um conjunto específico de parâmetros que devem ser considerados ao executar uma simulação adequada. No caso de… ↩
-
Descubra por que investir em moldes de alta precisão pode ser economicamente vantajoso a longo prazo: Outra vantagem da moldagem por injeção de plástico de alta precisão é a capacidade de produzir componentes com alto nível de detalhamento e exatidão. Essas peças podem ser exatas. ↩