射出成形の世界では、あらゆる細部が重要です。見落とされがちな細部の一つが、リフター機構の離型角度です。これは生産効率を左右する重要な要素です。.
射出成形金型リフター機構の離型角度は、材料特性、リフター移動量、金型精度などの要因によって異なります。柔軟な材料の場合は3°~5°の角度で十分ですが、硬質材料の場合は損傷を防ぐために5°~10°の角度が必要になる場合があります。.
この簡単な概要は基礎的な理解を提供するものですが、バックルの形状や金型の精度といった具体的な内容を深く掘り下げることで、設計効率と耐久性が向上します。これらの重要な考慮事項について詳しくは、以下をお読みください。.
柔軟な材料には、より小さな離型角度が必要です。.真実
TPE のような柔軟な材料は、弾性が高いため、3°~ 5° の角度が必要です。.
リリース角度を決定する際に材料特性はどのような役割を果たすのでしょうか?
材料の特性は金型の離型角度の設計に大きく影響し、効率と製品の完全性に影響を及ぼします。.
材料特性は、成形品の弾性、剛性、変形許容度を決定するため、離型角度を決定します。熱可塑性エラストマーのような柔軟な材料は離型角度を小さくする必要がありますが、ポリスチレンのような硬質材料は損傷を防ぐために離型角度を大きくする必要があります。.

材料特性の理解
射出成形金型を設計する際には、機能性と耐久性の両方において、適切な離型角度を選択することが非常に重要です。材料によってそれぞれ異なる特性があり、安全かつ効率的な離型方法に影響を与えます。.
弾力性と剛性
熱可塑性エラストマー1 の弾性を考えてみましょう。高い柔軟性で知られるTPEは、大きな変形にも破損することなく耐えることができます。そのため、離型時の角度は3°~5°で十分な場合が多いです。一方、ポリスチレン2剛性の高い材料では、離型時の応力を軽減し、破断を防ぐために、5°~10°というより大きな角度が必要になります。
| 素材の種類 | 標準的なリリース角度 |
|---|---|
| 熱可塑性エラストマー(TPE) | 3° – 5° |
| ポリスチレン(PS) | 5° – 10° |
材料変形の影響
材料が応力下でどの程度変形するかも、リリース角度に影響します。変形許容度が高い材料は、リフターの動きに容易に適応できるため、リリース角度を小さくすることができます。一方、変形許容度が低い材料は、損傷を避けるためにリリース角度を大きくする必要があります。.
ケーススタディ:実践的な応用
実際には、これらの原則は様々な業界の様々な用途に応用できます。例えば、自動車製造では、プラスチック部品3様々な環境条件に耐える必要がありますが、適切な材料とそれに応じたリリース角度を選択することで、耐久性と安全性を確保できます。
例:自動車部品
- フレキシブル バンパー:通常は弾力性があるため TPE で作られており、これらのコンポーネントは最小限の角度で効率的に型から取り外すことができます。
- ダッシュボード コンポーネント:多くの場合、型から取り出すときにひび割れや割れが生じないように、大きな角度を慎重に考慮する必要がある硬質材料を使用します。
これらの要素を考慮することで、製造業者はプロセスを最適化し、廃棄物を削減し、生産効率を向上させることができます。材料特性を理解することは、単に角度を選択することではなく、最終製品の品質と性能を確保することに繋がります。.
TPE には 3° ~ 5° のリリース角度が必要です。.真実
TPE は柔軟性があり、より小さな角度で効率的に型から取り外すことができます。.
ポリスチレンには 10° を超える放出角度が必要です。.間違い
ポリスチレンは損傷を防ぐために 5° ~ 10° の角度が必要です。.
バックルの形状と深さはリリース角度の計算にどのように影響しますか?
バックルの設計は、射出成形におけるリリース角度を決定する重要な要素であり、効率と製品の完全性に影響を与えます。.
バックルの形状と深さは、リリース角度の計算に大きく影響します。浅くシンプルなバックルでは、リリース角度を小さく(3°~5°)設定できますが、深く複雑なデザインのバックルでは、リフターのスムーズなリリースと損傷防止のために、リリース角度を大きく(7°~10°)設定する必要があります。.
バックルダイナミクスの理解
バックルの形状や深さといった複雑な設計は、射出成形プロセスの性能に重要な役割を果たします。これらの要因は、リフターが成形部品から損傷を与えることなく確実に外れるようにするために不可欠なリリース角度の計算に直接影響を及ぼします。.
バックル形状の影響
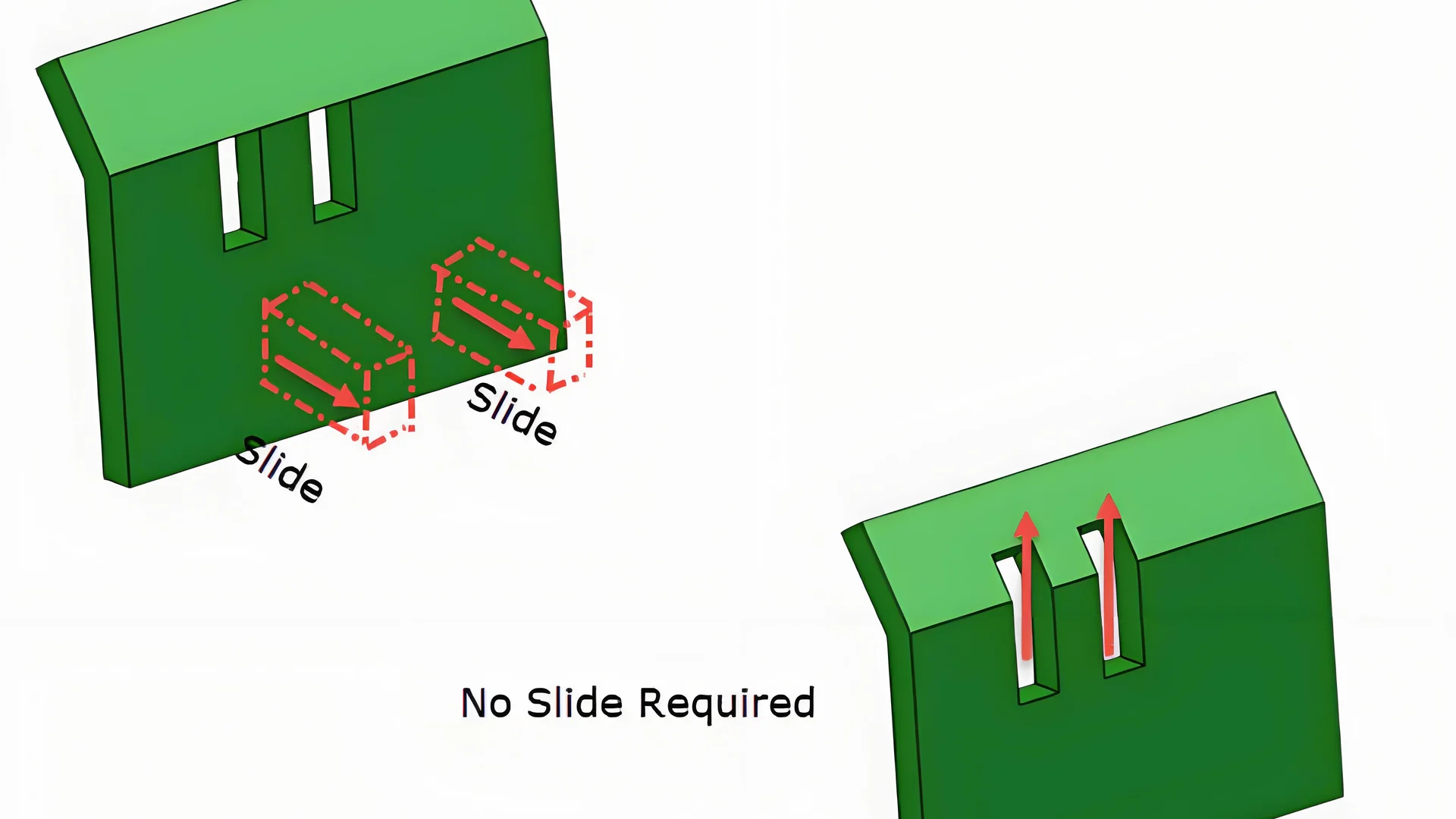
バックルの形状は、円や四角といった単純な形状から、曲線や傾斜のある複雑な形状まで多岐にわたります。バックルの形状の複雑さによって、必要なリリース角度が決まることがよくあります。
- シンプルな形状:基本的な丸型または角型のバックルの場合、通常はリリース角度を小さくすれば十分です。これは、リフターの動きによる干渉のリスクが少ないためです。
- 複雑な形状:湾曲したバックルや不規則な形状のバックルでは、より大きなリリース角度が必要になります。角度を大きくすることで、リフターが引き抜き時に輪郭に引っかかるのを防ぎ、損傷の可能性を回避します。
たとえば、丸いバックルでは 3° ~ 5° のリリース角度しか必要ありませんが、複雑なデザインでは 6° ~ 10° が必要になる場合があります。.
バックルの深さの影響
バックルの深さも、必要なリリース角度に大きく影響します。深さが深くなるほど、脱型時の抵抗も大きくなります。.
| バックルの深さ | 推奨リリース角度 |
|---|---|
| 0.5~1mm | 3° – 5° |
| 2~3mm | 7° – 10° |
浅いバックルでは、低い角度でリフターをスムーズに操作できますが、深いバックルでは、効果的なリリースを容易にするために角度を大きくする必要があります。.
ケーススタディ:形状と奥行きの組み合わせ
金型に深くセットされた湾曲したバックルがある場合を考えてみましょう。その深さだけでもリリース角度を大きくする必要があると考えられますが、複雑な形状もその必要性を裏付けています。角度を8°、あるいは10°にまで大きくすることで、高い抵抗や部品損傷のリスクを軽減できます。.
実世界での応用: 形状と材料特性のバランス
形状と深さは重要ですが、材料特性と併せて考慮する必要があります。例えば、熱可塑性エラストマー(TPE)材料4高い弾性を有するため、複雑なバックルでもやや小さめの角度で対応できますが、ポリスチレン(PS) 5は剛性が高いため、より大きな角度が必要になります。
これらの相互作用を理解することは、射出成形金型の設計を最適化し、効率的な生産と高品質の結果を保証するために不可欠です。.
シンプルなバックルには 7°~10° のリリース角度が必要です。.間違い
シンプルなバックルでは、7°~10°ではなく、通常 3°~5°のより小さな角度が必要です。.
バックルが深くなると、必要なリリース角度が増加します。.真実
深さが増すと、脱型抵抗を防ぐために角度を大きくする必要があります。.
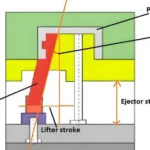
リフターの移動が金型リリース角度の設計に重要な理由は何ですか?
金型リリース角度を決定する際のリフター移動の重要性を理解することは、効率的かつ効果的な射出成形にとって極めて重要です。.
リフターの移動距離は、抵抗を最小限に抑え、スムーズな離型を実現するために必要な離型角度を決定します。移動距離が短いほど角度は小さく(3°~6°)、移動距離が長いほど累積抵抗を抑えるために角度は大きくなり(7°~10°)、離型角度は大きくなります。.
リフターの移動と抵抗の関係
射出成形金型の設計において、リフターの移動量は、離型角度の選定に影響を与える重要な要素です。「リフター移動量」とは、リフターが初期位置から成形品から完全に離れるまでの移動距離を指します。この動きは非常に重要です。なぜなら、リフターが移動すると抵抗が生じ、ストロークが長くなると抵抗が大きくなる可能性があるからです。.
リフターの移動距離が短い場合(通常5~10mm)、必要なリリース角度は比較的小さく、3~6°程度です。これは、移動距離が短いほど、離型時にリフターが受ける抵抗が最小限に抑えられるためです。しかし、リフターの移動距離が15mmを超える場合は、より大きなリリース角度(通常7~10°)が必要になります。この調整により、長いストロークで発生する顕著な累積抵抗を補正します。.
例と実践的な考慮事項
熱可塑性エラストマー(TPE)製の製品用の金型に、移動量8mmのリフターを使用するシナリオを考えてみましょう。TPEの弾性とリフター移動量の短さを考慮すると、リリース角度は4°で十分かもしれません。しかし、同じ金型に、より剛性が高く、リフター移動量が20mmと長いポリスチレン(PS)を使用した場合、リリース時の損傷を防ぐために、9°というより大きな角度が必要になる可能性があります。.
| リフターの移動 | TPEの推奨リリース角度 | PSの推奨リリース角度 |
|---|---|---|
| 5~10mm | 3°-5° | 5°-7° |
| 15mm以上 | 6°-8° | 7°-10° |
金型の寿命と効率への影響
リフターの移動量に基づいてリリース角度を適切に調整することで、シームレスな製品リリースが実現するだけでなく、金型寿命と稼働効率も向上します。最適なリリース角度6で、金型部品の摩耗が軽減され、メンテナンスの必要性が最小限に抑えられ、金型の耐用年数が延長されます。さらに、スムーズな脱型により、サイクルタイムが短縮され、生産スループットが向上します。
これらのダイナミクスを理解することで、設計者は金型設計を特定の製造要件に合わせてより正確に調整することができ、製品の品質と製造効率の両方を向上させることができます。.
リフターの移動距離が短いほど、リリース角度も小さくなります。.真実
移動距離が短いと抵抗が最小限に抑えられ、リリース角度を小さくすることができます。.
リフターの移動距離が長くなると、金型抵抗が減少します。.間違い
移動距離が長くなると抵抗が増大し、より大きなリリース角度が必要になります。.
金型の精度と構造は必要なリリース角度にどのように影響しますか?
金型設計の精度は、スムーズな型抜きに必要なリリース角度に大きく影響します。.
金型の精度はリリース角度に影響します。精度が高いと角度を小さくできますが、精度が低いと干渉を防ぐために角度を大きくする必要があります。.
金型設計の精度
金型の精度は、リフター機構に必要な離型角度を決定する上で極めて重要な役割を果たします。高精度金型では、リフターの位置合わせと動作精度が最も重要になります。例えば、加工精度が±0.01mmに達する精密射出成形金型では、離型角度は4°~6°と極めて低く抑えられ、スムーズで効果的な離型を実現します。これは、高精度金型では公差をより厳密に管理できるため、リフターの動作中に干渉が発生する可能性が低いためです。.
逆に、金型精度が低い場合(例えば±0.05mm程度)、リフターと他の金型部品との間に位置ずれや干渉が発生するリスクが高まります。このような場合、これらの不正確さを補正し、よりスムーズなリリースプロセスを実現するために、リリース角度を大きく設定する必要があります(通常6°~10°)。.
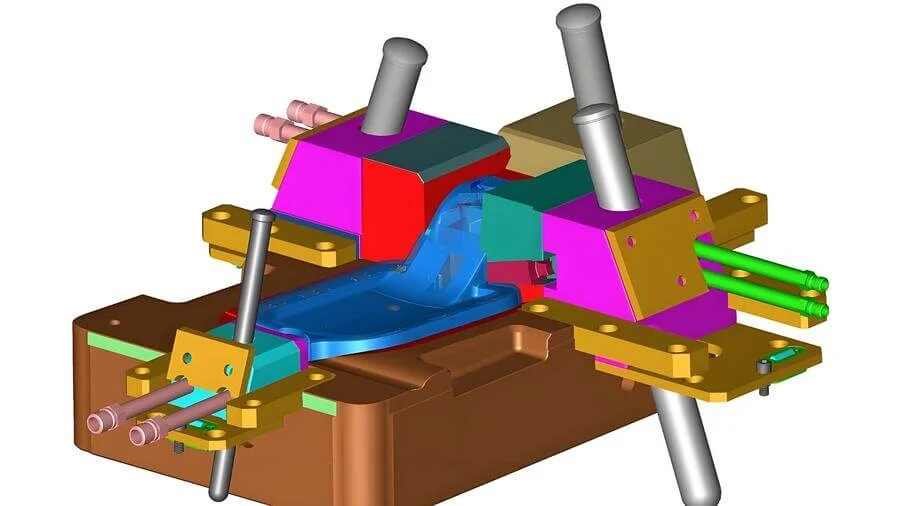
金型構造の影響
金型自体の構造、つまり全体的な設計や複雑さも、必要なリリース角度に大きく影響します。適切に構造化された金型は、すべての部品が調和して機能し、リフターの動きによる摩擦と摩耗を最小限に抑えます。例えば、複雑な内部構造を持つ金型では、リフターが突出時に複雑な形状を妨げたり損傷したりしないように、より大きなリリース角度が必要になる場合があります。.
これを例に挙げると、複数の内部アンダーカットや複雑な幾何学的デザインを持つ金型を考えてみましょう。このような設計では、最適なリリース角度を決定するために綿密なアプローチが必要となる場合があり、すべての部品が損傷を与えることなくスムーズに相互作用することを確認するために、多くの場合、広範なシミュレーションとテスト7。
精度と機能性のバランス
金型の精度と機能性のバランスをとることは、効率的な金型設計において極めて重要です。高精度の金型は高度な加工要件が必要となるため、一般的に高価になりますが、サイクルタイムの短縮や寿命全体にわたるメンテナンスコストの削減といったメリットがあります。一方、精度の低い金型は初期費用は安くなるかもしれませんが、リリース角度を大きくする必要が生じることが多く、時間の経過とともにリフター機構の摩耗が増加する可能性があります。.
金精度両方の側面を慎重に考慮することで、設計者は特定の用途に合わせてリリース角度を最適化し、射出成形プロセスのパフォーマンスと寿命の両方を向上させることができます。
高精度の金型には、より小さなリリース角度が必要です。.真実
高精度により、許容誤差をより厳密に制御でき、干渉が低減します。.
複雑な金型構造では、リリース角度を小さくする必要があります。.間違い
複雑な構造の場合、障害物を避けるために大きな角度が必要になることがよくあります。.
結論
離型角度の複雑さを理解することで、リフターの設計を最適化し、よりスムーズな操作と長寿命を実現できます。これらの要素を念頭に置いて、射出成形プロセスを効果的に強化しましょう。.
-
TPEの柔軟性が離型角度にどのように影響するかを学びましょう。:適度な伸びまで引き伸ばす能力。応力を取り除くと、元の形状に近い状態に戻ります。. ↩
-
ポリスチレンの剥離角度を大きくする必要がある理由を理解しましょう。: ポリスチレンは、未変性の状態では透明で、硬く、脆く、中程度の強度を持つポリマーの一種です。ポリスチレンは… ↩
-
自動車部品にとって材料の選択がなぜ重要なのかをご覧ください。: ポリプロピレンは耐久性と耐薬品性に優れているため、バンパーからケーブル絶縁体、カーペット繊維まであらゆるものに使用されています。. ↩
-
より小さなリリース角度を可能にする TPE の独自の弾力性について説明します。: 熱可塑性エラストマー (TPE 材料) のさまざまな化学的性質と、その用途、構造、タイプ、特性、最終用途について説明します。. ↩
-
PS は脆いため、より大きな角度が必要となる理由を説明します。: ポリスチレンの特性と機械仕様 · 極限引張強度: 28 MPa · 破断点伸び: 55% · 曲げ弾性率: 1930 MPa … ↩
-
最適なリリース角度を選択することで、金型の寿命と効率が向上する理由をご覧ください。1) ほとんどの部品では、1.5~2度の抜き勾配が必要です。この目安は、金型の深さが最大2インチまでの部品に適用されます。このサイズでは、抜き勾配は… ↩
-
複雑な金型において、シミュレーションによって最適なリリース角度を確保する方法を学びましょう。ほとんどの金型は、適切なシミュレーションを実行する際に考慮しなければならない特定のパラメータセット内で動作する必要があります。… ↩
-
高精度金型への投資が長期的に費用対効果の高い理由をご覧ください。: 高精度プラスチック射出成形のもう一つの利点は、高い精度と精密さを備えた部品を製造できることです。これらの部品は精密に製造できます。. ↩