

硬いプラスチック部品が金型に詰まって困った経験はありませんか?私も確かに経験があります。射出成形における完璧な突き出し力の秘訣を学ぶことで、すべてが変わります。.
射出成形における突出力を高めるには、まず金型設計を最適化します。エジェクタ機構の効率を高め、ガイド構造と支持構造を改良します。さらに、離型角度と離型面を調整します。これらを実施することで、製品のスムーズな離型が可能になり、不良品を削減できます。これは非常に重要です。.
初めて成形で大きな問題に直面したときのことを覚えています。部品が固まってしまい、多くの遅延と問題が発生しました。良い工具だけでは十分ではなく、金型の設計方法を理解することが本当に重要だと理解しました。エジェクターポイントを増やしたり、金型の表面を滑らかにしたりするなど、新しい手法を学びました。この苛立たしい経験は、スムーズな生産へと繋がりました。.
これらの方法を一緒に検討してみましょう。型抜き角度を調整したり、金型構造を強化したりすると、本当に効果的です。それぞれの変更が、取り出しプロセスに驚くほどの影響を与え、効率を向上させます。.
エジェクタ機構の最適化により、排出力が高まります。.真実
エジェクタ機構の設計を改良することで力の効率が向上します。.
型抜き角度は取り出し力に影響しません。.間違い
型抜き角度を調整すると、スムーズな製品取り出しが可能になります。.
エジェクタ機構の最適化によって製造業にどのような革命をもたらすことができるでしょうか?
成形においてエジェクタ機構がなぜそれほど重要なのか、考えたことはありますか?これらの部品は、金型から製品を取り出す際に重要な役割を果たします。その利点を探り、改善することで製造効率と製品品質がどのように変化するかを見てみましょう。これらの改善によって、より良い結果とより高い品質がもたらされることがよくあります。.
エジェクタ機構の改良は、多くの場合、製品品質の向上につながります。エジェクタの押し出し時に力を均等に分散させることが重要です。これにより、変形のリスクが軽減されます。これは非常に重要です。このような方法を用いることで、金型の寿命が長くなります。エジェクタポイントを増やすことも有効です。適切なタイプのエジェクタを使用することで、最大限の効果を発揮します。より優れたガイドシステムも、このプロセスに役立ちます。.
エジェクタポイントと分配密度の向上
忙しいキッチンを想像してみてください。すべての道具には定位置があり、すべての動作には目的があります。エジェクタポイントの最適化は、まさにそのような感覚です。以前、平らなプラスチック部品の金型を再設計したことがあります。 エジェクタピンを 、まるでパズルを解くように、すべてのピースがぴったりとはまるように調整することができました。金型流動解析を使うことは、このパズルを解くための地図を使うようなものでした。各ピンをどこに配置すれば、排出がよりスムーズになり、金型への負荷が軽減され、結果として金型の寿命が延びるのかが分かりました。
適切なエジェクタ機構を選択する
射出機構は、イベントにおける靴のようなものです。快適さと成功には欠かせません。大型の中空構造物を扱うあるプロジェクトでは、 プッシュプレート式射出機構。これは、スニーカーが足を支えるように力を均等に分散させるため、スムーズな離型に大きな効果を発揮します。アンダーカットのある製品には、傾斜式射出機構を選択しました。これは、上り坂を歩く際の姿勢調整のように、垂直方向の力を横方向の動きに変換するものです。
指導と支援体制の強化
ガイドを強化することは、強固な家の基礎を築くことに似ています。ガイド柱を設置することは、頑丈な梁を設置することに似ています。ガイド柱は、たわみや不均一な力を防ぐことで、取り出し時の安定性を維持します。これは、強固なフレームが建物を支えるのと似ています。大型の金型にリブを追加することは、追加の支持梁を追加することに相当し、圧力下でも安定した性能を確保します。.
| 最適化の側面 | 利点 |
|---|---|
| 排出ポイントの増加 | 均一な力の分散、変形リスクの低減 |
| プッシュプレートエジェクター | 中空構造に対する均一な力 |
| 傾斜エジェクタ機構 | アンダーカットの効率的な排出 |
| 強化された誘導システム | 正確な移動方向、力の伝達効率の向上 |
| 強化されたサポート構造 | 金型の変形が低減し、操作の一貫性が向上 |
脱型角度と表面処理の最適化
型取り角度を変えるのは、椅子の角度調整に似ています。無理なくリラックスできる適切な角度にする必要があります。角度を1°から2°に少し増やすだけで、厚みのある製品の取り出し問題が大幅に軽減されることが分かりました。表面を研磨すると、すべてがスムーズに動くようになり、表面粗さを改善すると取り出し時の摩擦が軽減されます。離型剤を塗布することは、動きを滑らかに保つために油を塗るのと同じような効果があります。.
これらの方法を用いることで、効率性と品質に重点を置きながら、金型寿命の延長にも役立ちます。これは、競争の激しい製造環境において重要な要素です。私にとって重要なのは、あらゆる設計タスクを注意深く、正確にこなすために適切なツールを準備しておくことです。.
エジェクタポイントを増やすと変形のリスクが軽減されます。.真実
より多くのエジェクタ ポイントにより力が均等に分散され、変形が最小限に抑えられます。.
傾斜したエジェクタ機構はアンダーカットには適していません。.間違い
傾斜エジェクターは力を変換することでアンダーカットを効果的に処理します。.
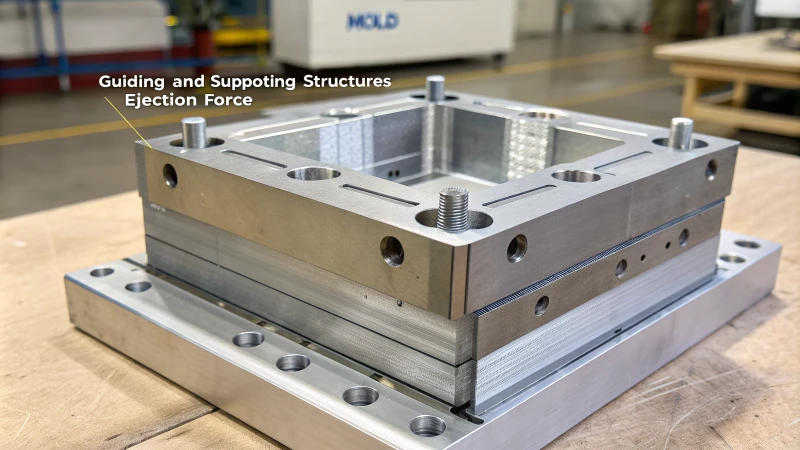
ガイド構造とサポート構造は射出力にどのような影響を与えるのでしょうか?
設計のちょっとした変更が、カビ除去を劇的に変えるかもしれない、と考えたことはありませんか?ほんの少しの調整が、大きな効果をもたらす可能性があります。ちょっとした変更が大きな意味を持つのです。.
支持構造は、エジェクタシステムを安定させることで、成形において非常に重要な役割を果たします。支持構造は、正確な動きによってエジェクタの力を均一に保ち、製品の歪みを低減するのに役立ちます。支持構造は、エジェクタの押し出し時の力の不均衡を軽減します。.
排出装置におけるガイドシステムの機能
初めて金型設計の改良に取り組んだ時のことを思い出します。まるでパズルを組み立てるような感覚でした。ガイドコラムやスリーブといったガイドシステムは、エジェクタプレートがスムーズかつ正確に動くために不可欠な部品です。適切なガイドがないと、安全装置のない綱渡りのように、エジェクタ機構が傾き、材料が不均一に押し出される可能性があります。.
高精度の誘導装置は信頼できる地図として機能し、ミスの可能性を低減し、射出力を均等に分散させます。.
ガイドシステムの重要な部品:
| 成分 | 関数 |
|---|---|
| ガイド列 | エジェクタプレートの直線運動を確保する |
| ガイドスリーブ | ガイド列にスムーズな経路を提供する |
サポート構造が堅固さを与える
サポート構造は金型設計の背骨のようなものです。しっかりとしたサポートは、取り出し時の力に耐えるために重要です。以前、金型テンプレートを厚い材料で補強したことがあります。まるで金型に曲げや潰れに対する強力な盾を与えているような感覚でした。.
この堅固さにより、 排出機構3 の 動作が良好に保たれ、変形が軽減され、エネルギー伝達が改善されます。
より優れたサポート構造の効果:
- 金型プレートの曲がりが少ない
- 排出力のエネルギー伝達の向上
金型離型性の向上による取り出し性の向上
金型の角度を大きくし、表面仕上げを細かくすることで、取り出し強度を大きく変えることができることがわかりました。角度を大きくすると、製品を優しく押し出すような感覚になり、製品の取り出しが容易になります。金型の表面を滑らかにすることは、錆びた蝶番に油を差すのと同じで、摩擦を軽減し、必要な取り出し力を高めます。.
表面強化のテクニック:
- 研磨: 表面粗さを低くする(Ra0.8~Ra0.2μm)
- 離型剤: 製品の離型性向上
実世界での活用と考察
特定の製品に合わせて設計をカスタマイズすることは基本です。モールドフローソフトウェアは水晶玉のように機能します。シナリオを示し、最適な エジェクタ設定の4。これにより、エジェクタの力が均一になり、製品の曲がりを防ぎます。
精密なガイドシステムと強固なサポートを追加することで、射出機構の性能が大幅に向上し、複雑な成形品を製造するための信頼性の高いプロセスが実現します。こうした小さな変更が大きな進歩につながり、金型設計における芸術と科学の融合に、私はますます感銘を受けています。.
ガイド コラムにより、エジェクタ プレートの直線移動が保証されます。.真実
ガイド コラムは、まっすぐで正確な動きを可能にするように設計されています。.
金型内の材料が厚くなると、取り出し力が低下します。.間違い
材料が厚いほど安定性が向上しますが、排出力には直接影響しません。.
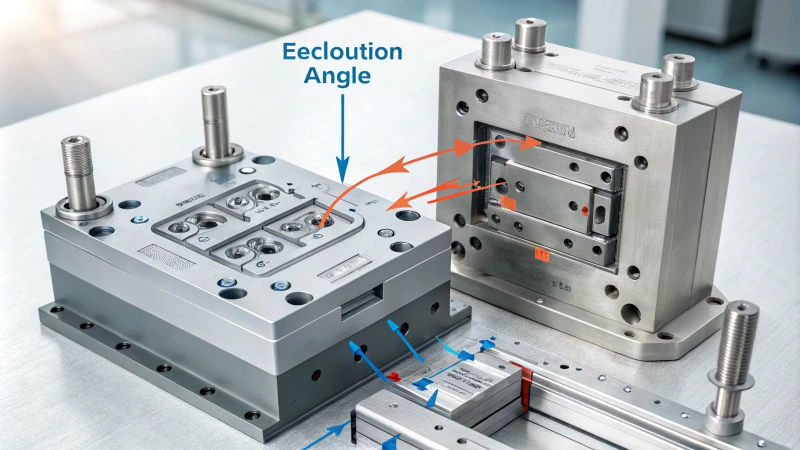
効率的な取り出しのために型抜き角度が重要なのはなぜですか?
重要な部品の完璧な型を作ろうとしているところを想像してみてください。でも、型が固まって離れません。イライラしませんか?
金型からの取り出しを容易にするために、離型角度は非常に重要です。この角度は摩擦と抵抗を低減します。通常、0.5°から3°の範囲です。この狭い角度範囲は部品の損傷を防ぎます。また、生産速度を大幅に向上させ、生産を加速させます。.
型抜き角度の理解
かつて、難しい金型設計に取り組んだ時のことを覚えています。型抜き角度、いわゆる抜き勾配が非常に重要でした。抜き勾配は金型壁との抵抗や摩擦を減らし、部品をスムーズに取り出すのに役立ちます。この角度は通常0.5°から3°の範囲で、材料や設計のニーズに応じて調整されます。.
射出力への影響
かつて、 深いキャビティを持つ製品5。型抜き角度が間違っていたため、プロジェクトはほぼ失敗に終わりそうになりました。適切な角度を選択すれば、突き出しにかかる力を大幅に軽減し、部品と金型の両方を保護することができます。角度を大きくすると、表面の密着度が低下し、突き出し工程が簡素化されました。これは私が学んだ重要な教訓でした。
| 特徴 | 通常商品 | ディープキャビティ製品 |
|---|---|---|
| 型抜き角度 | 1° | 2°-3° |
エジェクタ機構設計の最適化
エジェクター機構の調整は大きな効果を発揮します。 エジェクターポイントを6つ、均等に分散させることで、力を均等に分散させることができます。これにより、製品の反りを防ぐことができます。大きく平らなプラスチック部品を使用するプロジェクトでは、重要な箇所にエジェクターピンを追加することで、すべてがスムーズに進みました。
金型表面処理の役割
金型表面の滑らかさは非常に重要です。放電加工後の研磨により、表面粗さをRa0.8~Ra0.2μmにすることができ、離型がスムーズになり、摩擦が軽減されます。離型剤を使用することで離型性能がさらに向上し、過剰な離型力を必要としなくなり、生産性が向上します。
に関する専門家のアドバイス 表面処理が 非常に役立ちました。
金型構造サポートの強化
金型構造の強化により設計が改善されました。ガイドコラムとスリーブを使用することで、正確な突き出し動作が確保され、機構のたわみによって発生する可能性のある不均一な力を最小限に抑えることができました。
金型プレートにリブを追加することで、高圧操作時の変形を軽減しました。
これらの側面を モールドフロー解析8 、設計を洗練させ、ダウンタイムを削減しながら効率を高めることができました。
型抜き角度は0.5°~3°の範囲です。.真実
効率を上げるため、型抜き角度は通常 0.5° ~ 3° の範囲になります。.
エジェクタ ポイントを増やすと、排出力が低下します。.真実
排出ポイントが増えると力が均等に分散され、全体的な排出力が軽減されます。.
表面処理によって金型の性能はどのように向上しますか?
金型の効率と寿命を延ばしたい人にとって、表面処理は大きな変化をもたらします。.
表面処理は金型の強度を高め、性能を向上させます。これらの処理により摩擦が軽減され、製品の取り出しがスムーズになります。研磨とコーティングにより摩耗が抑えられます。これらの方法により製品の品質が向上します。非常に優れた品質です。.

表面コーティングによる金型の強化
などのコーティングで金型が改良されたのを初めて見た時のことを覚えています 窒化処理 や 硬質クロムメッキ。まるで小さな奇跡を目撃したような気持ちでした。これらの処理は、金型にとってスーパーヒーローの盾のように、ダメージと戦う保護層を作り出します。金型の寿命が長くなるだけでなく、新しい金型を作るコストも削減できます。例えば、 高め9に 、錆を防ぎます。
摩擦を下げて取り出しやすくする
金型を滑らかに研磨することは重要です。私はこのことを早い段階で学びました。滑らかな表面は金型とプラスチック間の摩擦を減らし、バターが焦げ付きにくいフライパンから滑らかに滑り落ちるような心地よい瞬間のように、簡単に取り出すことができます。放電加工後に研磨してRaを0.8~0.2μmにすることはよく推奨されます。さらに、離型剤を塗布すると、 脱型が容易になる10。
| 治療方法 | 利点 |
|---|---|
| 窒化 | 硬度を高め、摩耗を軽減します |
| クロムメッキ | 腐食や摩耗から保護します |
表面コーティングによる金型設計の改善
表面コーティングは保護だけでなく、金型設計の精度向上にも役立ちます。離型角度や表面テクスチャを変更することで、金型の取り出しに必要な力を軽減できます。以前、深キャビティ金型の角度を1°から2°に調整したことがあります。まるで隠された仕掛けを解き放ったような感覚でした。.
さらに、革新的な設計には、 傾斜エジェクタ システム11 が 。
支持構造と表面コーティング
金型にとって、強固なガイド構造と支持構造は非常に重要です。高精度のガイドコラムは静かなヒーローのような役割を果たし、エジェクション時のスムーズな動きを保証し、不均一な力を軽減します。リブで金型テンプレートを補強することで、エジェクション時の反力が軽減され、安定性と性能が大幅に向上する様子を実際に見てきました。.
これらの方法により、製品の品質が向上し、生産が高速化されるため、現代の金型設計と製造において表面コーティングが重要である理由がわかります。.
窒化処理により金型の硬度が上がります。.真実
窒化処理により金型に硬い保護層が形成され、耐久性が向上します。.
研磨により金型の表面粗さが増加します。.間違い
研磨により表面粗さが減少し、摩擦が減って排出が容易になります。.
結論
射出成形における突出力の強化には、金型設計の最適化、エジェクタ機構の改良、および離型角度の調整が含まれ、スムーズな製品リリースを実現し、欠陥を削減します。.
-
エジェクタピンを戦略的に配置することで、製品の品質を向上させ、変形を防ぐ方法を学びます。. ↩
-
プッシュ プレート エジェクターが大型中空製品に最適な理由と、均一な力の分散を保証する仕組みについて説明します。. ↩
-
力の不均衡を最小限に抑える排出機構の効果的な設計戦略を探ります。. ↩
-
金型フロー解析によって効率的な排出のための最適な構成を予測する方法を学びます。. ↩
-
角度を調整することで保持力が軽減され、深いキャビティの製品の排出にどのようなメリットがもたらされるかを学びます。. ↩
-
力の分散を強化するためにエジェクタ設計を最適化する戦略を検討します。. ↩
-
金型効率を向上させる表面処理技術をご紹介します。. ↩
-
金型フロー解析が最適なエジェクタ設計の決定にどのように役立つかを説明します。. ↩
-
窒化処理によって金型の硬度と耐腐食性がどのように向上するかをご覧ください。. ↩
-
離型剤が離型効率と製品品質を向上させる仕組みを学びます。. ↩
-
複雑な金型設計における傾斜エジェクタ機構の利点を理解します。. ↩






