

金型キャビティの数が工場の射出圧力にどのような影響を与えるか考えたことがありますか?
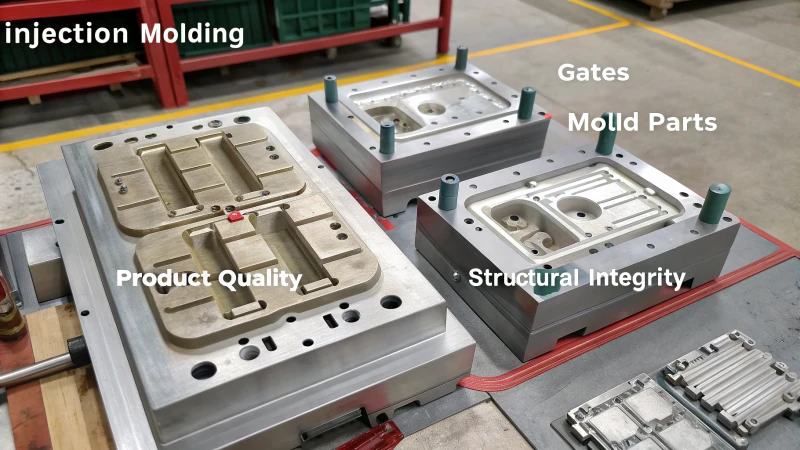
金型キャビティの数は射出圧力に影響します。単一キャビティ金型では流路が単純であるため必要な圧力は低くなりますが、複数キャビティ金型では抵抗を管理し、すべてのキャビティ全体の圧力のバランスをとるためにより高い圧力が必要です。
初めて金型設計に取り組み始めたとき、キャビティと圧力の間の複雑な相互作用に本当に驚きました。カナダのジャッキーのような経験豊富なデザイナーは、理論だけではなく実際の経験を通じてこれらのダイナミクスを理解しています。それは効率的で高品質な製品を作成することです。
単一キャビティ金型を使用して作業することを想像してください。それは一般道路を運転するのと似ています。道は明確に見え、旅はスムーズに感じられます。プラスチック溶融物は容易に動き、抵抗がほとんどなく、射出圧力もわずかしか必要としません。このシンプルさにより、風光明媚なルートに沿って惰性で走行するのと同様の、安定した充填プロセスが実現します。
ここで、複数個取りの金型を想像してください。まるで都市交通の中を移動しているようなものです。複数の道があり、それぞれに異なる課題があります。溶融物は迷路のようなチャネルに面しており、これらの障壁を乗り越えるために圧力を高める必要があると考えられます。これは、各経路が適切に充填されていることを確認し、キャビティの充填不足やオーバーフローを回避するためにエンジン出力を高めるようなものです。
これらの洞察は、成形プロセスを改良したいと考えている人にとって非常に重要です。すべての製品は期待を満たし、それを超える必要があります。
単一キャビティ金型には、より高い射出圧力が必要です。間違い
単一キャビティ金型は、流路が単純であるため、必要な圧力が低くなります。
複数個取りの金型は流動抵抗を増加させます。真実
複数の空洞があると抵抗が増加し、より多くの圧力が必要になります。
単一キャビティ金型と複数キャビティ金型の主な違いは何ですか?
単一キャビティ金型と複数キャビティ金型のどちらを選択するかによって、生産効率がどのように変わるかについて考えたことがありますか?
単一キャビティ金型では、射出圧力が低くなります。単純な流路を持っています。これらの金型内では圧力が均一に分散されます。複数個取りの金型にはより高い圧力が必要です。複雑な流路を持っています。複数のキャビティ間で圧力バランスを維持する必要があります。
射出圧力のダイナミクス
単一キャビティ金型
私はかつて、少数のコンポーネントの作成に取り組んでいました。 1個取りの金型はシンプルで、複雑な流路も気にする必要はありませんでした。溶融物は、約50~80MPaの低い射出圧力で流動した。スムーズに動き、空洞を均一に満たしました。
利点:
- 一貫した品質: 品質は変わらず、すべての部品が必要なとおりであることを保証します。
- エネルギー使用量の削減: さらに、エネルギーも節約できました。省エネは本当に助かりました!
マルチキャビティ金型
別のプロジェクトでは、品質を損なうことなく、より迅速に制作する必要がありました。マルチキャビティ金型1 はすべてを変え、新たな課題をもたらしました。射出圧力が高くなると複雑さが増し、単一キャビティ金型よりも 30% ~ 50% 高くなることもありました。にぎやかな都市と静かな田舎を想像してみてください。すべての空洞の抵抗は異なりました。
課題:
- 圧力バランス: すべての空洞を均一に充填するには、慎重なバランスが必要でした。
- 必要な圧力の増加: すべてのキャビティを効果的に充填するには、より高い圧力が必要でした。
設計上の考慮事項
流路の複雑さ
単一キャビティ金型の設計は、単純な線を引くようなもので、非常に簡単です。対照的に、複数キャビティの金型2 は複雑なタペストリーを作成するようなもので、各キャビティには一貫した流れを実現するための精度が必要です。
| 特徴 | シングルキャビティ | マルチキャビティ |
|---|---|---|
| 流路 | 単純 | 複雑な |
| 圧力要件 | より低い | より高い |
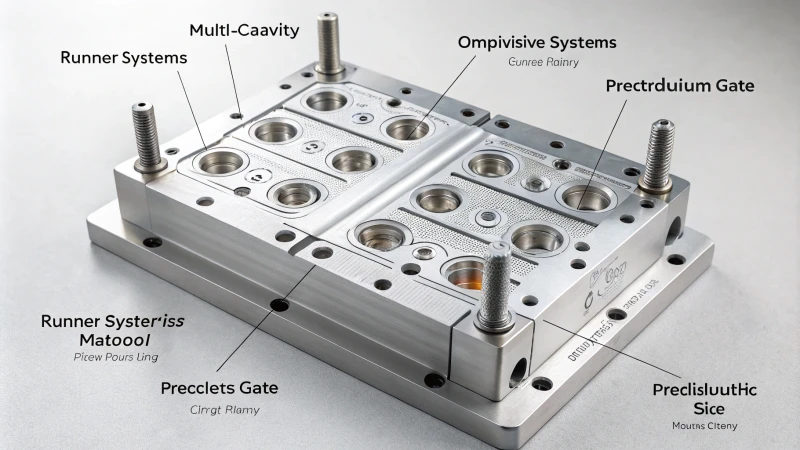
ランナーシステムの設計
シングルキャビティ ランナー システムは、単純な 1 車線の道路に似ており、簡単かつ直接的です。マルチキャビティ システムは、圧力の不均衡を3 。
考慮事項:
- シングルキャビティ: ランナーのレイアウトが簡単になります。
- マルチキャビティ: 均一な分布を確保するには細心の注意を払った設計が必要です。
重要な考慮事項
適切な材料を選択することは、レシピに最適な材料を選択することに似ています。材料は、圧力や流路が異なると異なる動作をします。
プラスチック材料の特性
これらの特性を知ることは金型を選ぶ上で重要です。あるプロジェクトでは、材料特性4射出圧力のニーズに大きく影響し、効率とコストに影響を与えることがわかりました。
結論として、これらの違いを理解することは、製造目標に最適な金型タイプを選択するのに役立ちます。単一キャビティ金型は信頼性を提供し、複数キャビティ金型は効率を提供します。それぞれに独自の利点と課題があります。
単一キャビティ金型では、より低い射出圧力が必要です。真実
単一キャビティ金型は流路が単純なので、圧力の必要性が軽減されます。
複数個取りの金型は、単一個取りの金型よりも単純な流路を持っています。間違い
多数個取り金型は、単一個取り金型とは異なり、複雑な流路を持っています。
キャビティが増えると流動抵抗が増加するのはなぜですか?
金型設計でキャビティの数を増やすことが、マラソンの上り坂を走るのとよく似ている理由を考えたことはありますか?
キャビティ数が多いほど流動抵抗が強くなります。追加のキャビティはそれぞれ、流路に新たなひねりを加えます。新しい工夫により、摩擦と圧力の必要性が増加します。精密な圧力制御が必要となります。すべてのキャビティを均等に充填する必要があります。充填さえも非常に重要です。効率的かつ高品質な生産には重要です。
流れ抵抗の基礎
金型設計に取り組み始めたとき、流路の複雑さに本当に驚きました。プロセス全体はこの複雑さに依存します。射出成形金型などのシステムでは、キャビティを追加すると、メルト フロー5 。それはラッシュアワーの混雑した通りを歩こうとするようなものです。
単一キャビティ金型と複数キャビティ金型
- 単一キャビティ金型:静かな通りを静かに散歩しているところを想像してください。溶融物はゲートから 1 つのキャビティに直接移動し、ほとんど抵抗を受けません。射出圧力は低いままで、多くの場合約 50 ~ 80 MPa です。 1 つのパンケーキ型にシロップを注ぐのと同じように、シンプルかつ効率的です。
- マルチキャビティ金型:多くの交差点がある混雑した都市で交通を誘導することを想像してください。溶融物はさまざまなチャネルを通って移動し、いくつかのキャビティを満たします。各ブランチでより多くの摩擦と損失が発生します。より高い圧力が必要であり、単一キャビティ システムよりも 30 ~ 50% 高い場合もあります。
| モールドタイプ | 一般的な射出圧力 | 流路の複雑さ |
|---|---|---|
| シングルキャビティ | 50~80MPa | 単純 |
| マルチキャビティ | 65~120MPa | 複雑な |
圧力バランスの課題
初めて一度に多くのタスクをこなしたときのことを思い出してください。多数個取り金型の圧力のバランスをとることも同様です。各キャビティのランナーの長さや形状が異なる場合があり、不均一な抵抗が生じます。一部のキャビティは十分に満たされない可能性があり、また他のキャビティは、圧力制御が正確でない場合にオーバーフローする可能性があります。
これを解決するには、最も困難なキャビティでも十分な材料を確実に注入できるように、より高い射出圧力が必要です。この調整では、次のような追加の要素6。
- さまざまなキャビティ位置
- ランナーの長さが不等である
設計における実際的な意味
新しい金型の設計を計画するとき、私は常にこれらの複雑さを考慮します。設計者は、成形品の欠陥を避けるために、圧力分布のバランスが保たれていることを確認する必要があります。流動抵抗がキャビティ充填にどのような影響を与えるかを理解することは、システムの効率と品質を向上させるのに役立ちます。
圧力制御システム7を介して圧力バランス技術についてさらに詳しく調べることができます。これらの洞察は私のデザインアプローチを本当に変えました。
複数個取りの金型には、より高い射出圧力が必要です。真実
多数個取りの金型には複雑な流路があり、抵抗と圧力が増加します。
単一キャビティ金型は、複数キャビティ金型よりも多くの摩擦を受けます。間違い
単一キャビティ金型は流路が単純であるため、摩擦と抵抗が少なくなります。
複数個取りの金型の圧力のバランスを保つにはどうすればよいですか?
同時に何千ものタスクを処理しているように感じたことはありますか?多数個取り金型の圧力管理は、本当にそう感じることがあります。ただし、心配する必要はありません。いくつかのトリックは、すべてのバランスをスムーズに行うのに本当に役立つかもしれません。
ランナー システムを最適化して、複数個取りの金型で適切な圧力バランスを実現します。ゲート サイズを慎重に調整してください。高度な制御システムを賢く使用してください。これらの手順により、すべてのキャビティが均一に充填されます。均一な充填は、製品の品質を安定させるために非常に重要です。これにより、製品の品質が一定に保たれます。
複数個取りの金型を理解する
単一キャビティの金型を使用することを想像してください8 。すべてがスムーズに進みます。谷を曲がりくねる穏やかな川のように、溶融物がゲートからキャビティ内に直接移動するため、射出圧力は低く保たれます。複数個取り金型に切り替えると、シーンが変わります。曲がりくねった迷路を進むようなものになります。経路が増加すると、摩擦と流れ抵抗が増加します。
ランナー システム設計の最適化
高速道路に車線を設けることを考えてみましょう。適切に設計されたランナー システムにより、すべてのパスが明確かつ均等に保たれます。これにより、溶融物が均一に流れるようになります。各キャビティのランナーは高速道路の車線に似ています。それらがすべて同じ長さと形状を持っていれば、交通、つまり溶融物は玉突きすることなく流れます。
| ランナー機能 | シングルキャビティ | マルチキャビティ |
|---|---|---|
| パスの複雑さ | 単純 | 複雑 |
| 流れ抵抗 | 低い | 高い |
均一な充填のためのゲート サイズの調整
ゲートのサイズは、溶融物が入るための出入り口としてイメージしてください。 1 つの空洞がより遠くにある場合、その「出入口」をより広くする必要がある場合があります。これにより、同じ量のものが同時に溶けます。それは、パーティーのゲスト全員が同じ時間にディナーを食べられるようにするようなものです。
高度な制御システム
成形プロセス全体をリモコンで行うことを考えてみましょう。シーケンシャルバルブゲートなどの高度な制御システムにより、充填率を正確に調整できます。まるで交響曲を指揮しているかのようで、各セクションが調和して演奏されるようにします。
材料特性の重要性
プラスチックの素材を知ることは非常に重要です。材料の粘度9 が、スムーズな乗り心地とでこぼこした乗り心地の違いとなる可能性があります。素材に合わせて温度と圧力を調整することで、すべてのバランスを保つことができます。
フィードバックメカニズムの実装
フィードバック システムは GPS のように機能し、リアルタイムの更新を提供します。各キャビティのセンサーが圧力の変化を追跡し、その場で変更するのに役立ちます。どこにでも目があるようなものなので、驚くことはありません。
これらの戦略を使用して、多数個取り成形プロセスの効率と品質を向上させました。これらの原則を理解し、熱心に適用することで結果が得られます。経験豊富なデザイナーである Jacky は、大規模な生産環境に合わせて金型設計を最適化することで同様のことを行い、家庭用電化製品の製造現場で一貫して高品質の結果を保証します。
射出成形技術を向上させ、優れた結果を達成するための10をさらに検討してください
バランスの取れたランナー システムにより、金型内の流動抵抗が軽減されます。真実
ランナーの長さが等しいため、均一な流れが保証され、キャビティ全体の抵抗が軽減されます。
射出点近くのキャビティには大きなゲートが使用されます。間違い
均一な充填を確保するには、より遠いキャビティにはより大きなゲートが必要です。
射出圧力要件に影響を与える要因は何ですか?
一部のプラスチック部品が完全にフィットするのに、他のプラスチック部品がフィットしない理由について知りたいですか?
射出圧力は、金型の設計、材料の厚さ、温度によって異なります。通常、単一キャビティの金型では必要な圧力が低くなります。これらの金型は、より単純な流路を備えています。多数個取りの金型にはより高い圧力が必要です。これらの型に充填する場合でも、より多くの電力が必要になります。

金型設計の基礎
金型設計の旅を始めたとき、金型の設計が射出圧力に大きく影響することに気づきました。例えば、単一キャビティ金型11。経路が単純なため、プラスチック溶融物が容易に流れます。私は、小型の単一キャビティ金型に 50 ~ 80 MPa の圧力が必要なプロジェクトに取り組みました。この圧力は、プラスチックをキャビティ内でスムーズに移動させるのに最適でした。これは重要です。
対照的に、多数のキャビティの金型12を、オーケストラを指揮することに似ている。どのチャンネルにも完璧な調和が必要です。これらの金型には複数のキャビティが同時に充填され、複雑なネットワークが形成されます。多くの場合、単一キャビティ金型よりも 30% ~ 50% 高い圧力が必要です。
| モールドタイプ | 代表圧力(MPa) |
|---|---|
| シングルキャビティ | 50-80 |
| マルチキャビティ | 70-120 |
素材の特性
材料の粘度は非常に重要です。ある時、材料を変更したところ、圧力設定が完全に変わりました。高粘度の材料を動かすには、実際には追加の圧力が必要です。温度を調整すると粘度が変わり、必要な圧力も変化します。これは、サーモスタットを変更すると部屋の快適さが変わるのと同じです。このような小さな変化は私を警戒させてくれます。
処理要素
加工条件も大きく影響します。射出速度13を調整したり、温度を微調整したりすると、必要な圧力が大幅に変化します。私は早い段階で、欠陥やオーバーフローを防ぐには、多数個取りの金型で完璧な圧力バランスを維持することが必要であることを学びました。
これらの要素を把握することは、射出プロセスを最適化し、家庭用電化製品に高品質のプラスチック部品を提供したいと考えている設計者にとって非常に重要です。それぞれのプロジェクトは、これらの変数のバランスを取ることが芸術であり科学でもあることを思い出させてくれます。
単一キャビティ金型には 50 ~ 80 MPa の圧力が必要です。真実
単一キャビティ金型は流路が直線なので、必要な圧力が少なくなります。
複数キャビティ金型は、単一キャビティ金型よりも少ない圧力で済みます。間違い
多数個取りの金型は流路が複雑なため、より高い圧力が必要になります。
結論
金型キャビティの数は射出圧力に大きく影響します。単一キャビティ金型は流路が単純であるため、必要な圧力は低くなりますが、複数キャビティ金型はバランスのとれた充填のために高い圧力が必要です。
-
より複雑であるにもかかわらず、複数個取りの金型が大量生産に有益である理由を探ってください。 ↩
-
流路設計が射出成形プロセスの効率と品質にどのような影響を与えるかを学びます。 ↩
-
複雑な金型構成で効果的なランナー システムを設計するための戦略を発見します。 ↩
-
さまざまな材料が金型の設計と生産効率にどのような影響を与えるかを理解します。 ↩
-
メルトフロー特性とそれが射出成形プロセスにどのような影響を与えるかについて学びます。 ↩
-
金型設計の効率を高めるために、流動抵抗に影響を与える変数を理解します。 ↩
-
複雑な金型設計における圧力の管理に役立つシステムを発見してください。 ↩
-
このリンクでは、単一キャビティ金型と複数キャビティ金型の違いを調査し、それぞれの固有の課題と利点についての洞察を提供します。 ↩
-
材料の粘度を理解することは、金型のパフォーマンスを最適化するための設定を調整し、均一な充填を確保し、欠陥を最小限に抑えるための鍵となります。 ↩
-
射出成形プロセスを強化し、効率と製品品質の向上につながる最先端の戦略とツールを発見してください。 ↩
-
単一キャビティ金型では、流路が簡素化されているため、射出圧力が低くなる理由をご覧ください。 ↩
-
複数個取りの金型が流動抵抗を増加させ、圧力要件にどのように影響するかを学びます。 ↩
-
射出速度が必要な圧力とキャビティ充填の均一性にどのような影響を与えるかを調べてください。 ↩




