

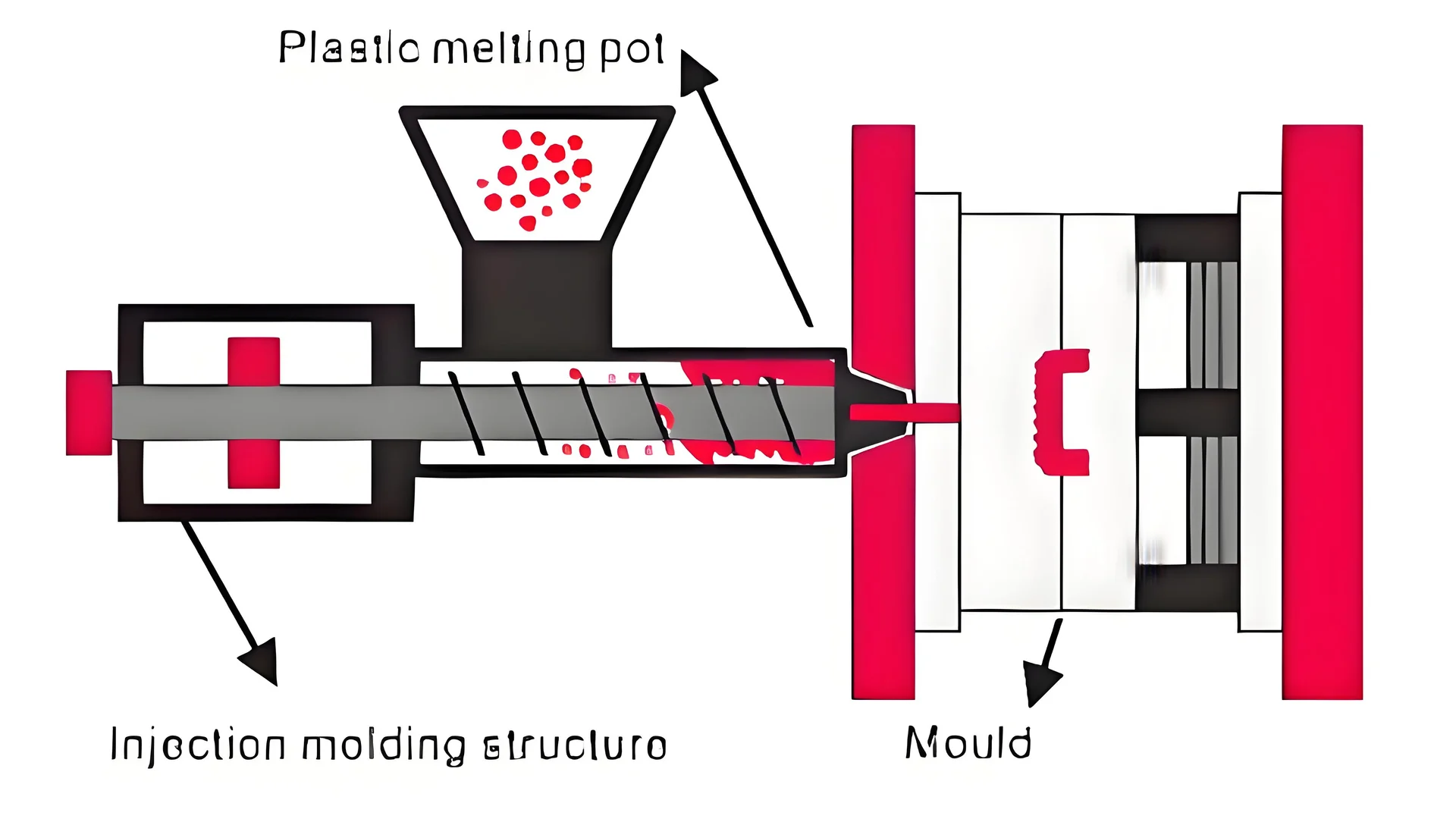
射出成形の複雑な世界では、金型が正しく充填されないと大きなフラストレーションが生じます。おそらく誰もがこの問題を経験したことがあるでしょう。
射出速度、圧力、および体積の設定を分析して、金型の充填不足が射出パラメータまたは金型の設計に起因するかどうかを理解します。ゲートの位置、ランナーの設計、通気条件を検討します。この方法では、本当の根本原因を見つけます。対象となる改善を特定します。
かつて、扱いにくいプラスチックのカバーに取り組んだことを覚えています。射出速度は 30 cm/s から 60 cm/s になりました。突然、薄い壁が完全に埋まりました。画期的な出来事が起こりました。スピードは非常に重要でした。
しかし、スピードだけですべてが解決するわけではありません。場合によっては、プレッシャーにはもっと注意が必要です。射出圧力を80MPaから100MPaに上げることで複雑な部品を修正しました。実際、ゲートの位置を調整することも役に立ちました。毎回謎を解くような気分でした。
金型が充填されない理由を見つけることは、技術的なことだけではありません。それは科学でもあり直感でもあります。それぞれの型が独自の物語を語ります。具体的なテストや観察が教えてくれます。これらの物語は教訓を与えてくれます。聞いてみましょう。
射出速度を上げると充填が改善されます。真実
速度を 30 cm/s から 60 cm/s に増加すると、薄い壁が満たされました。
ゲート サイズは金型の充填には影響しません。間違い
ゲート サイズが大きくなると、カンチレバー構造の充填が改善されました。
射出速度は金型のアンダーフィルにどのように影響しますか?
射出速度は単なる数値ではありません。それが金型充填を成功させる鍵となります。私はこれを直接学びましたが、製品が完璧であるか不十分であるかを決定することがよくあります。
射出速度は、溶融した材料を金型に充填する際に重要な役割を果たします。速度が遅いと材料がすぐに冷えてしまう可能性があります。これにより充填不足が発生する可能性があります。速度を調整すると、金型を完全に充填できるようになり、製品の品質が向上します。適切な速度は本当に良い結果をもたらします。完全に埋めることが重要です。

射出速度の影響を理解する
射出速度は、溶融した材料が金型に入る速さを決定します。これは、金型キャビティ内の複雑なスペースに材料がどの程度うまく充填されるかに影響します。射出速度1、材料が冷えて固まる前に金型のすべての部分に確実に到達します。
私は最初、射出速度がいかに重要であるかを見落としていました。重要なのは、熱い材料をどれだけ早く金型に入れるかということだけではありません。冷める前に、あらゆる小さなスペースを埋めることが重要です。速度を変更することですべてが解決したプロジェクトを覚えています。パーツが完璧に仕上がったときは魔法のように感じました。この教訓から、適切な射出速度を得ることが優れた成形の秘訣であることが分かりました。
注入パラメータを評価する方法
射出速度試験
射出速度テストでは、徐々に速度を調整していきます。たとえば、速度を 30 cm/s から 60 cm/s に増加すると、薄肉領域の充填不足が解決される場合、初速度が低すぎたことを示します。この方法は、速度調整で充填不足の問題を解決できるかどうかを判断するのに役立ちます。
かつて、プラスチック カバーの作業中に、射出速度を 30 cm/s から 60 cm/s に上げると、扱いにくい薄い領域が完全に充填されることが分かりました。これにより、実際に速度が問題であることがわかりました。
射出圧力の監視
射出中の圧力を監視することで、潜在的な充填不足の原因についての洞察が得られます。圧力が最大値に達せず、充填不足が発生した場合は、速度ではなく圧力が不十分であることを示している可能性があります。圧力を徐々に増加させると、速度ではなく圧力が原因であるかどうかが明確になります。
複雑な部品の場合、圧力を 80MPa から 100MPa に変更したところ、充填が大幅に改善されたことを覚えています。これは、圧力レベルを注意深くチェックする必要があることを教えてくれた大きな気づきでした。
| パラメータ | 試験方法 | インジケータ |
|---|---|---|
| スピード | 徐々に増加 | 薄い部分の充填の改善 |
| プレッシャー | モニターレベル | 最大値になる前に上昇が停止する |
注入量チェック
設定した射出量と実際の必要量を比較すると、その量が充填不足に寄与しているかどうかを特定するのに役立ちます。実際の量が理論上の必要量を下回っている場合は、量の不足など、速度だけではない問題が指摘されている可能性があります。
注入量を確認することは、自分の作業を再確認するような気分になります。設定されたボリュームと必要なボリュームの違いに気付いた場合は、さらに調査する必要があることがわかります。これは私が頼りにしている方法になっています。
アンダーフィルに影響を与える金型設計要素
ゲートの位置とサイズの評価
未充填領域に対するゲートの位置は、充填の成功に影響を与える可能性があります。ゲートが薄肉セクションから遠すぎると、充填不足が発生する可能性があります。ゲートのサイズまたは位置を調整すると、充填効率が向上する場合があります。
かつて、私は長い構造物に取り組んだことがありますが、ゲートを近づけると充填の問題が解決されることがわかりました。ゲートのサイズと位置を変更することで、これらの側面を詳しく調べる必要があることがわかりました。
ランナーシステムのチェック
ランナーが長すぎたり、幅が狭すぎると、メルト フロー抵抗が増加します。ランナーの設計と成功した設計を比較すると、潜在的な問題を特定するのに役立ちます。
私のキャリアの初期に、ランナーの長さと状態によって流れが止まってしまう可能性があることに気づきました。成功した設計と比較することで、アンダーフィルを阻止するにはランナー チェックが不可欠であることがわかりました。
通気条件の分析
特に深い空洞や死角でのアンダーフィルを回避するには、適切な通気が重要です。排気スロットを追加すると、不十分な通気によって引き起こされる充填の問題が軽減される場合があります。
うまく充填できない大きなキャビティ金型に直面するまで、通気は困難でした。排気スロットを追加することで問題が解決され、適切な通気の重要性がわかりました。
金型設計チェック2の詳細については、リソースを参照すると、射出成形プロセスの最適化に関するより詳細な洞察が得られます。
射出速度を上げると充填不足が減少します。真実
射出速度が速いと、薄肉領域が完全に充填される場合に見られるように、充填が向上します。
ゲート サイズは金型の充填には影響しません。間違い
ゲート サイズが不適切だと充填不足が発生する可能性があります。サイズを大きくすると充填性が向上します。
射出圧力は金型の充填にどのような影響を及ぼしますか?
ストローを使って小さな亀裂に絵の具を入れようとしている写真。射出圧力は金型充填の場合と同様に機能します。
射出圧力は、溶けた材料を金型の隅々まで押し込む力です。適切な圧力を加えると、金型が完全に充填されます。これにより、欠陥のない非常に高品質な製品が得られます。
金型充填における射出圧力の役割
金型設計の仕事を始めたとき、適切な射出圧力を選択することは、完璧なステーキを調理するのと同じように感じられることに気づきました。圧力が低すぎると、製品の充填が不十分。圧力が強すぎると、バリや過剰充填などの欠陥が発生します。適切な量は、材料と金型の複雑さによって異なります。
噴射パラメータの判定
射出速度テスト:
私の初期のプロジェクトでは、薄肉領域が適切に充填されていませんでした。射出速度を 30 cm/s から 60 cm/s に増加すると、問題が解決されました。それは、完璧な高速道路の巡航ペースを見つけるために車の速度を調整するようなものでした。
射出圧力の監視:
私は常に圧力の測定値を注意深く観察していました。圧力が最大値になる前に増加が止まり、充填不足が発生した場合は、圧力を上げると効果がありました。複雑なプラスチック片を使用した丈夫なケースがありました。圧力を80MPaから100MPaに上げることで完全に解決しました。
注入量のチェック:
問題は圧力や速度ではなく、量にある場合があります。注入量が必要量の 80% しかなかったプロジェクトがありました。適切な量とは、壁全体を覆うのに十分な量の絵の具を使用するようなものです。完璧な仕上がりには欠かせません。
| パラメータ | 調整例 | 結果 |
|---|---|---|
| 射出速度 | 30cm/秒から60cm/秒に増加 | 薄い領域の塗りつぶしの改善 |
| 射出圧力 | 80MPaから100MPaへ増加 | 複雑な部分をより良く埋める |
金型設計が充填に及ぼす影響
ゲートの位置とサイズ:
かつて、私たちは長い構造のアンダーフィルの問題に直面しました。ゲートの位置を近くに移動し、大きくすることで問題は解決しました。ホースのノズルを調整して庭に均等に水をまくようなものです。
ランナー システム チェック:
ランナーが長いか細いと、メルト フロー抵抗が増大します。これは、水の流れを良くするためにホースのもつれを解くのと似ています。成功したデザインと比較すると、ランナーに必要な変更が示されました。
通気条件の分析:
通気が悪いと卑劣になり、深い領域で充填不足が発生します。排気スロットの追加は、新鮮な空気の流れを確保するために窓を開けるなど、非常に役立ちました。
製造プロセスにとって重要です4 。この知識は、射出成形作業における製品品質を修正および改善するためのツールボックスです。
射出速度を上げると、金型の充填性が向上します。真実
射出速度が速いほど、薄肉領域を効果的に充填できます。
ゲート サイズは複雑な金型の充填には影響しません。間違い
ゲート サイズが不適切だと流れが妨げられ、充填不足が発生する可能性があります。
充填不足を避けるために射出量が重要なのはなぜですか?
製造における細部が製品の成功か失敗かを決定します。射出成形では、部品の充填不足を防ぐために射出量の制御が不可欠です。
注入量は非常に重要です。金型を完全に充填し、欠陥を防ぎます。射出設定を変更すると、充填不足の問題が解決される場合があります。これは実際に製品の品質の向上につながります。

注入量の役割
完璧な量のパンケーキ生地を調理し、鍋に注ぐところを想像してください。すべてのエッジがこぼれることなくきれいに埋められます。射出成形も同様に機能します。体積が正確でないと、パーツの充填不足が生じてしまい、望ましくないことになります。
注入量の確認
これは簡単なチェックだと考えてください。マシンの設定容量と必要な容量を比較することで、問題を早期に特定して修正できます。店に行く前に買い物リストを見直すようなものです。
| パラメータ | 観察 |
|---|---|
| 注入量の設定 | 理論値の100%かどうかを確認する |
| 実際の注入量 | 計算された要件と一致する必要があります |
注入パラメータとその影響
射出速度のテスト
あるプロジェクトにはプラスチック製のハウジングが含まれていました。射出速度を 30 cm/s から 60 cm/s に増やすと、すべてが変わりました。薄壁のセクションは完璧に埋まり、まるで散歩から高速ランニングに移行したかのようでした。
射出圧力の監視
同様に、難しい金型では圧力を80MPaから100MPaに調整した記憶があります。生地に適量のイーストを加えたようなもので、見事に膨らみました。
金型設計の考慮事項
ゲートの位置とサイズ
ある日、頑固なカンチレバー構造が原因でフラストレーションが発生しました。ゲートを近くに移動したことで大きな違いが生じました。場合によっては、視点を変えることが役に立つこともあります。
| 金型の特徴 | おすすめ |
|---|---|
| ゲート位置 | クリティカルフィルエリアの近くにある必要があります |
| ゲートサイズ | 適切な流量を実現するのに十分な大きさ |
ランナー システムの解析
ランナーは素材にとって高速道路のようなものです。それらはスムーズかつダイレクトでなければなりません。小さな凹凸のあるエリアでも、交通渋滞や充填不足が発生する可能性があります。
標準設計および以前の成功例と照合して、ランナーの潜在的な問題を特定します。
通気条件の影響
通気性が良いということは、息苦しい部屋に新鮮な空気が入るようなものです。窓を開けると空間が明るくなるのと同じように、必要な場所に通気口を追加すると、充填性が大幅に向上します。
特に深いキャビティや止まり穴において、金型の通気が適切であるかどうかを検査します。
排気スロットを追加すると、空気の流れと充填が改善されます。
これらの技術は、各製造ステップがどのように密接に連携しているかを常に思い出させます。完璧なバランスを見つけることは、優れた製品の品質と効率につながります。
射出速度を上げると、充填不足の問題を軽減できます。真実
射出速度が速いと、薄肉領域で見られるように充填が向上します。
ランナーの長さはメルトフロー抵抗には影響しません。間違い
ランナーが長いと抵抗が増加し、充填不足が発生する可能性があります。
ゲートの設計は金型の充填にどのように影響しますか?
プラスチック製品の中には完璧に見えるものと、多くの問題を抱えているものがある理由を考えたことはありますか?
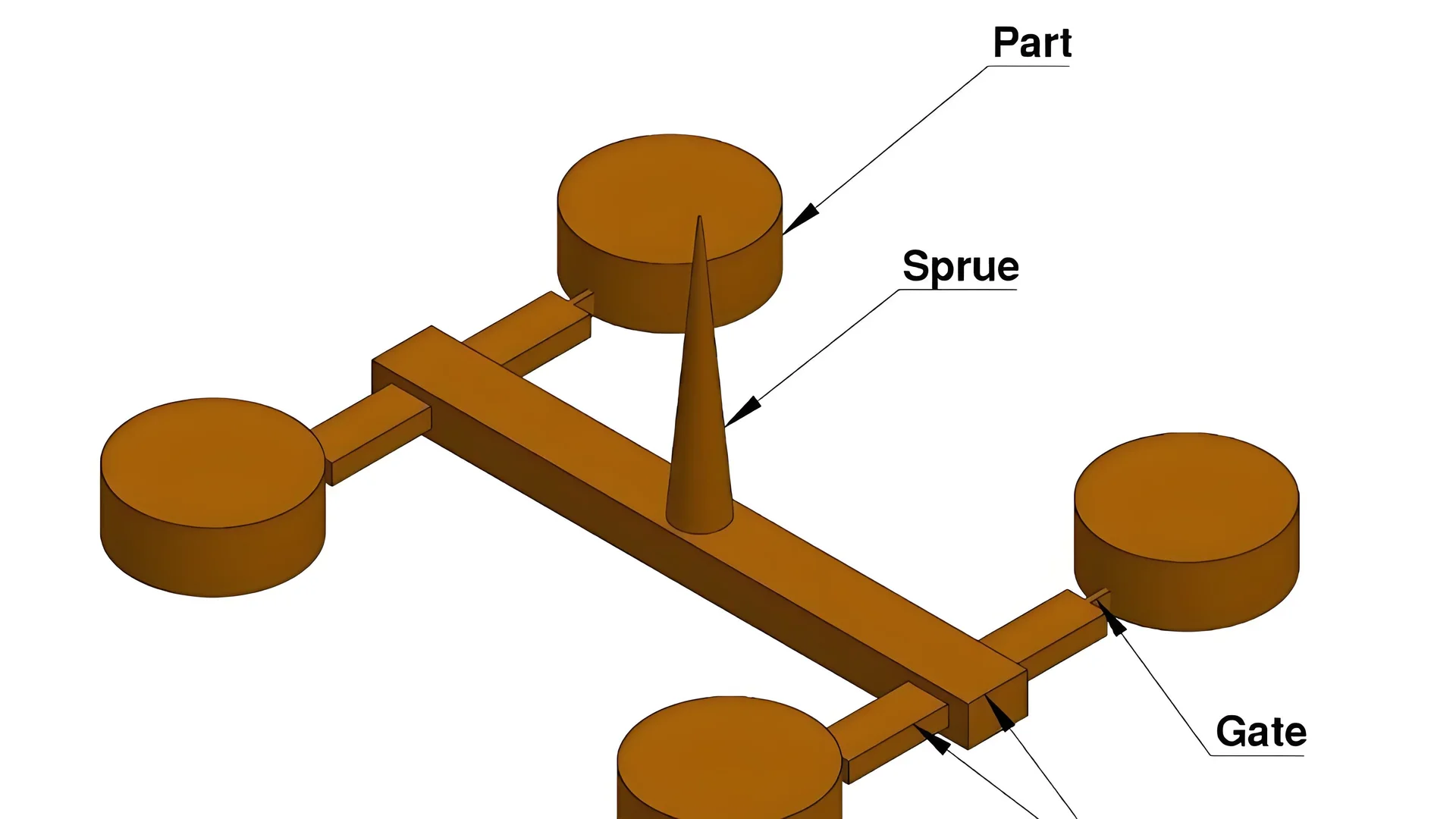
金型充填においてはゲート設計が非常に重要です。溶融材料の流れと速度をガイドします。これは、金型の充填状態に影響します。ゲートのサイズや配置が正しくないと、充填不足や反りなどの問題が発生します。これらの間違いは製品の品質に悪影響を及ぼします。それは最終製品の品質に大きく影響します。
金型充填におけるゲート設計の役割
私が金型設計の仕事を始めたとき、プロセス全体におけるゲート設計の重要性を理解していませんでした。それはドミノを完璧に並べることに似ています。 1 つ間違った部分があると、セットアップ全体が台無しになる可能性があります。ゲートのサイズ、形状、位置は、金型のすべての部分を溶融プラスチックで充填するために非常に重要です。
| デザイン要素 | 金型充填への影響 |
|---|---|
| ゲートサイズ | 流量と圧力分布に影響します。ゲートが小さいと充填不足が発生する可能性があります。 |
| ゲート位置 | 流路に影響を与えます。配置を誤ると、セクションの充填が不完全になる可能性があります。 |
金型設計の判断方法
充填不足の問題を抱えたプロジェクトを思い出します。ゲートの位置をカンチレバー構造に近づけて変更することで、大きな改善が見られました。これは、より良い結果を得るために隠された鍵を見つけるような気分でした。
-
ゲートの位置とサイズの評価
- 一部のパーツがゲートから遠く離れたところで未充填のままになっている場合は、ゲートの位置が間違っている可能性があります。たとえば、ゲートをカンチレバーの近くに移動すると、充填が容易になります。
-
ランナーシステムのチェック
-
ベント解析
- 換気も非常に重要です。深いキャビティを持つ金型に追加の排気スロットを追加したことがあります。この変更によりエア トラップが停止し、充填不足の問題が修正されました。
噴射パラメータの判定方法
射出パラメータは、金型充填における隠れた成分のように機能します。これらを変更すると、デザインの真の能力が明らかになります。
-
射出速度試験
- 製造中に射出速度を変更したことを思い出します。速度が上がると、薄肉領域は充填不足から完璧な状態になりました。
-
射出圧力の監視
- 圧力に注意を払うことは非常に重要です。圧力を 80MPa から 100MPa に上げると充填品質が大幅に向上する様子を観察しました。
-
注入量チェック
- 射出量が理論的に必要な量と一致していることを確認することは、金型を効果的に充填する7 。ここでの間違いは、充填不足につながることがよくあります。
射出速度を上げると、薄肉領域の充填が向上します。真実
射出速度が速いほど流れが向上し、薄肉部分を効果的に充填します。
ランナーの表面粗さはメルトフロー抵抗に影響しません。間違い
ランナー表面が粗いと抵抗が増加し、メルトの流れが妨げられます。
ランナー システム設計における重要な考慮事項は何ですか?
何かを完璧にしようとして、結局大きく変更されてしまったことはありませんか?それがランナーシステムデザインです!それを継続させる重要な部分を見てみましょう。
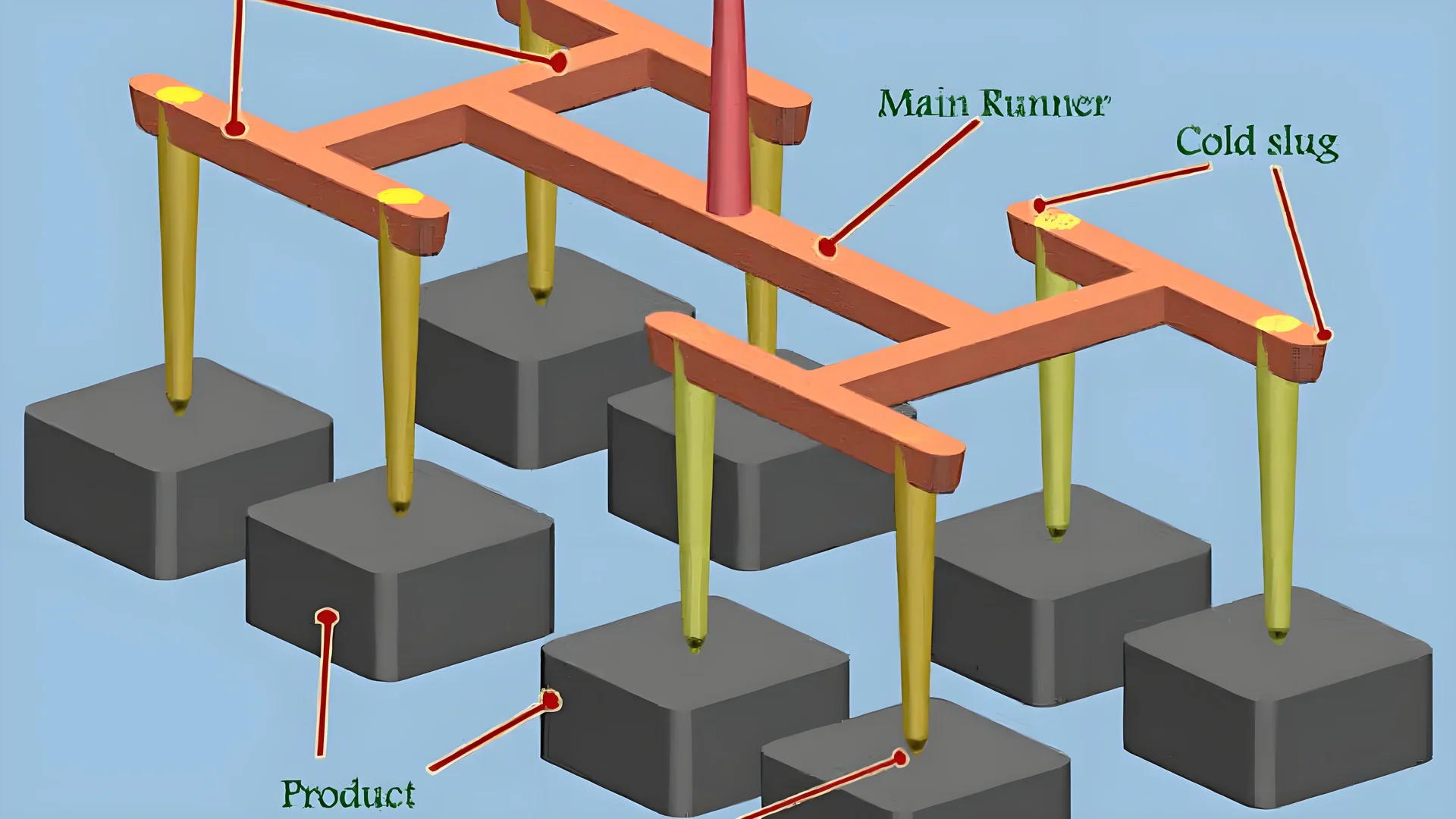
ランナー システムを設計するための重要なポイントには、ランナーの長さ、幅、表面品質のチェックが含まれます。ゲートの適切な配置とサイズが重要です。噴射設定を監視し、通気条件を検査することは非常に重要です。
ランナーの長さと直径の評価
長いレースを走ると、一歩を踏み出すたびに辛く感じます。ランナーが長いと、射出成形の流れが遅くなります。ある日、ランナーの長さを半分にカットしたところ、材料の無駄が少なく、すべてが完璧に充填されました。ランナーの直径を変更することは、ホースからの水の流れを調整することに似ています。圧力を一定に保つためには、適切な圧力が必要です。
例:ランナーが成功した以前の設計の 2 倍の長さである場合、長さを短くすることで充填が改善されるかどうかを評価します。
ランナーの表面状態
ザラザラした表面を手でこすると不快に感じます。ランナー表面が粗いと、同様にメルト フローが妨げられます。新しい金型と標準デザイン8 をが、うまく機能するレシピを使用しているように感じました。滑らかな表面により乱流が軽減され、分布が均一になります。
ヒント:定期的なチェックと修正は、信頼できるパートナーとして機能します。大きな問題になる前に小さな欠陥を見つけるのに役立ちます。
ゲートの位置とサイズ
家の窓の位置を正しく選択すると、適切な光が取り入れられます。難しい金型に取り組んだところ、ゲートを複雑なセクションの近くに配置することが非常に役立つことがわかりました。突然、頑固な充填不足の領域に十分な量の材料が供給されました。
ケース スタディ:ゲートをカンチレバー セクションの近くに移動すると、充填が改善され、初期配置が不適切であることが浮き彫りになりました。
注入パラメータのモニタリング
射出速度、圧力、およびボリュームの調整は、古いラジオを調整してクリアな信号を得るのと似ています。
- 速度:あるプロジェクトでは、射出速度を 30 cm/s から 60 cm/s に上げることで、薄肉領域が不十分な充填から適切に形成された構造に改善されました。
- 圧力:射出圧力を監視および調整して、充填の問題に効果的に対処します。
- ボリューム:ショートショットを防ぐために、設定されたボリュームが実際の要件と一致していることを確認します。
| パラメータ | テスト | インパクト |
|---|---|---|
| スピード | 徐々に増加 | 薄い領域の塗りつぶしを改善します |
| プレッシャー | インクリメンタル調整 | 複雑な塗りつぶしを解決します |
| 音量 | 理論上のニーズと照らし合わせてチェックする | ショートショットを防ぐ |
通気条件の評価
窓を開けずに調理すると空気がこもり、失敗の原因になります。通気が悪いとこれも起こります。通気口の掃除は窓を開けるのと同じで、すべてのものが呼吸してスムーズに機能するようになります。
解決策:ベントを追加または清掃すると、欠陥の原因となるエア トラップが防止され、金型の充填効率が大幅に向上します。
これらの要素を管理することで、プロセスが非常にスムーズに進むことに気づきました。小さな調整により、品質と効率が大幅に変化しました。
射出速度を上げると充填不足が改善されます。真実
射出速度が速いほど、薄肉領域をより効果的に充填できます。
長いランナーにより、メルト フローに対する抵抗が軽減されます。間違い
ランナーが長いと抵抗が増加し、充填不足の問題が発生する可能性があります。
結論
この記事では、射出パラメータと金型設計要素を分析することにより、射出成形における金型の充填不足の問題を特定する方法について説明し、速度、圧力、体積、ゲート設計の重要性を強調します。
-
最適化手法を検討すると、速度調整によって充填不足を防ぐ方法を理解するのに役立ちます。 ↩
-
金型設計の考慮事項を理解すると、充填不足に対処して製品の品質を向上させることができます。 ↩
-
充填不足の製品の原因と影響を調べて、射出成形における一般的な問題を理解します。 ↩
-
射出成形技術を中心に製造効率を高める方法を学びます。 ↩
-
一般的なランナー設計エラーを特定すると、流動抵抗が軽減され、金型の充填効率が向上します。 ↩
-
ランナー システムの影響を調査すると、成形効率と製品品質を向上させることができます。 ↩
-
正しい注入量により完全な充填が保証され、製品の完全性が向上し、欠陥が減少します。 ↩
-
標準設計を調べることで、効率的なランナー システムを作成するためのベンチマークが得られます。 ↩





