

押し出し成形や射出成形された部品の表面テクスチャに戸惑ったことはありませんか?私もまさにそうでした。本当に圧倒されるような感覚です!一緒に理解していきましょう。.
射出成形部品は金型精度が高いため、一般的に表面仕上げが滑らかですが、押出成形部品は表面仕上げが粗く、通常Ra1.6~Ra6.3μmの範囲になります。後処理により、射出成形部品の表面をさらに改善することができ、より要求の厳しい用途にも対応できます。.
プロダクトデザイナーとしてのキャリアの中で、私は小さなディテールがデザインの選択を左右することを学びました。例えば、押し出し成形品の表面仕上げは、金型の品質に大きく左右されることがあります。かつて、金型の粗さが製品に小さな波紋を作ってしまうプロジェクトに携わったことがあります。この経験から、冷却とトラクションも結果に影響を与えることを改めて実感しました。一方、射出成形では通常、滑らかな仕上がりになります。これは、金型と設定がより優れているからです。金型温度を微調整することで、プロジェクトの成果がいかに変化するかを目の当たりにしてきました。機能性だけでなく、見た目も美しくなるのです。.
一般的に、射出成形部品は押し出し成形部品よりも表面仕上げが優れています。.真実
射出成形プロセスの性質上、通常、押し出し成形に比べてより滑らかで洗練された表面仕上げが得られます。.
押し出し部品は、要求の厳しい用途向けに高品質の表面仕上げを実現できます。.真実
一般的にはそれほど洗練されていませんが、押し出し部品は適切な技術と特定の用途向けの後処理によって高い基準を満たすことができます。.
表面仕上げの品質に影響を与える要因は何ですか?
デザインの表面仕上げが、製品の成功や失敗を左右する可能性があると考えたことはありませんか?製造やデザインに携わる人にとって、表面仕上げに関わる様々な要素を理解することは不可欠だと私は考えています。.
製造プロセスにおける表面仕上げの品質には、様々な要因が影響します。金型の品質、プロセスパラメータ、そして後処理技術は非常に重要です。製造業者はこれらの要素を慎重に扱う必要があります。これらの要素は、押出成形品や成形品の表面仕上げを著しく向上させます。.

金型の品質とその影響
製品設計のキャリアの中で、表面仕上げの品質がいかに重要かということを痛感しました。金型の品質が製品の出来栄えに大きく影響するというのは驚くべきことです。優れた金型は、建築における堅牢な土台のようなもので、成功への土台を築きます。滑らかな金型表面は、完璧な押し出し成形品を生み出します。しかし、粗い表面は、傷や凹凸といった欠陥を生み出します。.
金型品質の重要な側面
| 側面 | 表面仕上げへの影響 |
|---|---|
| キャビティ粗さ | 粗さが大きくなると、傷や凹凸などの欠陥が発生します。. |
| 金型材料 | 特定の材料は熱安定性に優れ、仕上がりの品質に影響を与えます。. |
| 金型設計 | 複雑なデザインの場合、押し出し時の表面複製が複雑になる可能性があります。. |
金型の品質について考えると、成功したプロジェクトと失敗したプロジェクトが思い浮かびます。最初の押出成形プロジェクトで、金型の品質がいかに重要かをすぐに実感したのを覚えています。熟練の職人が丁寧に作り上げた滑らかなキャビティを持つ金型からは美しい部品が生まれますが、粗い金型からは波紋のような欠陥が生まれ、特に冷却時に不均一な収縮が発生すると、その欠陥は明らかです。.
金型設計テクニック1の詳細については、このリンクを参照してください。
仕上げに影響を与えるプロセスパラメータ
製造において、プロセスパラメータは極めて重要です。もう一つの重要な要素は、製造工程、特に押出成形と射出成形におけるプロセスパラメータです。例えば、押出速度が速すぎると、プラスチック溶融物の流れが阻害され、表面が粗くなる可能性があります。.
影響力のあるプロセスパラメータ
| パラメータ | 表面仕上げへの影響 |
|---|---|
| 押し出し速度 | 速度が速すぎると不安定になり、荒くなります。. |
| 冷却媒体 | 適切な冷却により表面仕上げの均一性が促進されます。. |
| 射出圧力 | 材料が金型を効果的に充填する能力に影響し、表面品質に影響を与えます。. |
この経験から、各パラメータが結果にどのような影響を与えるかがわかりました。適切な冷却方法により、表面を滑らかにし、不均一な収縮を回避することで、結果を変えることができます。.
プロセス最適化2についてさらに詳しく知るには、ここをクリックしてください。
後処理技術
後処理は、研削、研磨、スプレーなどの技術によって成形部品の表面仕上げを大幅に向上させ、成形部品の表面を真に改善するため、私にとって非常に興味深いものです。.
一般的な後処理技術
| 技術 | 目的 |
|---|---|
| 研削 | 欠陥を取り除き、均一性を向上させます。. |
| 研磨 | ツヤと滑らかさを高めます。. |
| スプレー | 美観と保護のためにコーティングを施します。. |
私は車の内装部品を手がけました。細部に至るまで美的要求を満たす必要がありましたが、これらの技術によって表面仕上げを向上させることができるため、後処理は非常に重要でした。後処理
方法3について詳しくは、こちらをご覧ください。
押し出し成形部品と射出成形部品の比較
押し出し成形部品と射出成形部品を比較すると、射出成形の方が以下の理由により表面仕上げが優れていることがよくあります。
- より精密な金型設計
- プロセスのより良い制御
- 美観を向上させるためのさまざまな後処理技術が利用可能。.
表面仕上げの比較
| タイプ | 平均表面粗さ(Ra) |
|---|---|
| 押し出し部品 | Ra 1.6 – Ra 6.3 μm |
| 射出成形部品 | Ra 0.8 – Ra 3.2 μm |
、電子機器の筐体や自動車部品などの製品において、高品質な仕上げに射出成形が選ばれる理由を浮き彫りにしています。
成形の比較に関する詳細な情報については、こちらのリンクをご覧ください。
金型表面が滑らかになると、製品の仕上がり品質が向上します。.真実
金型表面が滑らかになると、欠陥が減り、成形部品の表面仕上げが向上し、製品全体の品質が向上します。.
高い押し出し速度により完璧な表面仕上げが保証されます。.間違い
押し出し速度が速いとプラスチックの流れが妨げられ、表面が荒れたり欠陥が生じたりして、仕上がりの品質が保証されなくなります。.
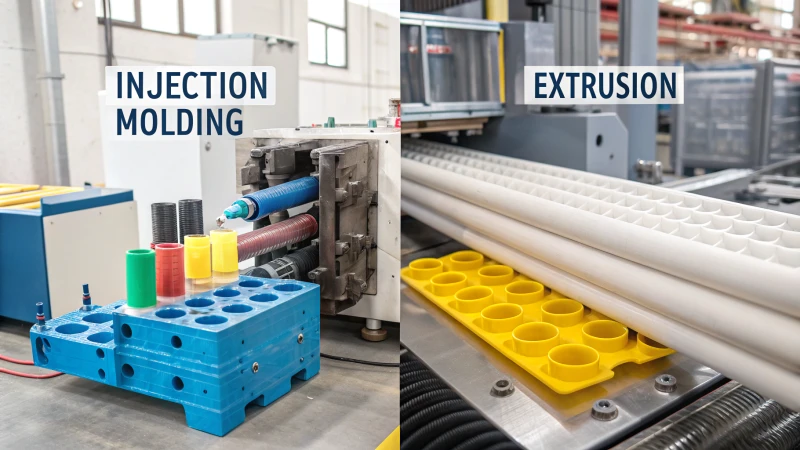
押し出し成形プロセスと射出成形プロセスの主な違いは何ですか?
製造業の世界を探求しました。押出成形と射出成形を理解することは不可欠でした。これらのプロセスは、日常の製品を魅力的な方法で形作っています。多くの興味深い洞察を得ることができました。それを皆さんと共有できることをとても楽しみにしています。.
押し出し成形と射出成形の主な違いは、そのプロセスにあります。押し出し成形は連続した形状を作ります。一方、射出成形はより精密に個別の製品を成形します。射出成形は、高度な技術を駆使することで、より滑らかな仕上がりになることが多いです。.
押し出しプロセスを理解する
押し出し加工とは、材料(通常はプラスチック)を金型に押し込み、均一な断面を持つ細長い形状を作る製造プロセスです。押し出し加工された部品の品質は、いくつかの要因に大きく左右されます。
-
表面仕上げ:押出製品の滑らかさは、押出金型の品質に左右されます。高品質の金型はより滑らかな押出製品を生み出します。しかし、冷却中に表面欠陥が発生し、収縮の不均一性により、わずかな波紋や凹凸が生じることがあります。
-
プロセスパラメータ:押出速度や冷却方法といった重要なパラメータも表面仕上げに影響を与えます。例えば、押出速度が速いと、金型出口での流動が不安定になり、表面が粗くなる可能性があります。一般的に、押出製品の表面粗さはRa1.6~Ra6.3μmの範囲で、パイプや単純な形状など、多くの用途に適しています。
射出成形プロセスの探究
射出成形は、溶融プラスチックを金型に注入して特定の形状を成形するプロセスです。この方法は、特に複雑なデザインの製造において、高い精度と効率性で知られています。
-
表面品質:射出成形部品の表面品質は、金型設計と射出パラメータの両方に左右されます。精密に加工された高品質の金型は、より優れた仕上がりを実現します。射出圧力や金型温度などのパラメータを調整することで、表面品質を大幅に向上させることができます。
-
後加工:押出成形とは異なり、射出成形製品は研削や研磨などの追加処理を施すことで表面仕上げをさらに向上させることができます。射出成形部品の表面粗さは通常、Ra0.8~Ra3.2μm程度となり、自動車内装や電子機器筐体など、外観品質が求められる用途に最適です。
射出成形技術の改善の詳細については、 「射出成形の進歩6」。
押出成形と射出成形の主な比較
| 特徴 | 押し出し | 射出成形 |
|---|---|---|
| プロセスタイプ | 連続 | 離散 |
| 表面仕上げ範囲 | Ra1.6 – Ra6.3μm | Ra0.8 – Ra3.2μm |
| 金型品質の影響 | 高い影響力 | 高い影響力 |
| 後処理オプション | 限定 | 広範囲(研磨、磨き) |
| 最適なユースケース | パイプ、シンプルなプロファイル | 複雑な形状、美しい部品 |
この表は、2つのプロセスとそれぞれの用途の本質的な違いをまとめたものです。具体的なユースケースの詳細については、産業用途7。
押し出し成形では、射出成形とは異なり、連続した形状が生成されます。.真実
押し出し成形は長く連続した製品を作るのに対し、射出成形は異なる形状の製品を作ります。この根本的な違いは、それぞれの用途と製造プロセスに影響を与えます。.
射出成形部品は押し出し成形部品よりも表面仕上げが滑らかです。.真実
通常、射出成形製品の表面粗さは Ra0.8 ~ Ra3.2 μm となり、押出成形品の Ra1.6 ~ Ra6.3 μm の範囲に比べて滑らかになります。.
各タイプの仕上げの一般的な用途は何ですか?
製品の仕上げが、その機能や見た目にどのような影響を与えるか考えたことはありますか?表面仕上げの世界を探検してみましょう。様々な業界でどのように使われているか、ぜひご覧ください!
**建設業や電子機器などの業界では、様々な種類の仕上げが製品の機能や外観に大きな役割を果たしています。仕上げは、製品が特定の基準を満たすのに役立ちます。家庭の丈夫な配管や、最新のスマートフォンケースも、仕上げによって支えられています。これらの仕上げが私たちの生活にどのような影響を与えているかを見てみましょう。
押出成形部品における表面仕上げの用途
押出成形部品の仕上げは、多くの産業での使用において非常に重要です。例えば建設業界では、配管や排水システムに押出成形されたパイプがよく使用されています。以前、ある現場を訪れた際に、これらのパイプの表面粗さがRa1.6~Ra6.3μmであることにより、建物に完璧に調和していることに気付きました。
構造用プロファイルのように外観がそれほど重要でない場合は、表面は基本的な要件を満たします。押出成形金型の品質は仕上がりに大きく影響することを覚えておいてください。滑らかな金型は通常、より滑らかな表面を生み出します。しかし、製造中の冷却速度や引張といった要因によって、粗い部分や凹凸のある表面が生じる可能性があります。.
射出成形部品における表面仕上げの用途
射出成形部品は、その美しい仕上げにいつも感銘を受けます。多くの場合、表面粗さはRa0.8~Ra3.2μmです。この優れた品質は、自動車の内装や家電製品などの分野で非常に重要です。
金型設計と加工設定は、これらの仕上がりを実現するために連携して機能します。私が携わったプロジェクトでは、射出圧力と金型温度を変更することで、表面品質が大幅に向上しました。また、製造後に研磨や磨きをかけることで、仕上がりをさらに向上させることができます。.
仕上げ技術の比較
押出成形と射出成形はどちらも一定の仕上げ効果をもたらしますが、用途は大きく異なります。射出成形は、より優れた制御性と追加の仕上げ工程により、一般的に表面品質が向上します。建築材料や基本的な形状など、仕上げがそれほど重要でない分野では、押出成形の方がコストを抑えた選択肢となります。
これらの用途を理解することで、私のようなデザイナーは、プロジェクトの見た目と機能の両方に適した素材や仕上げを選ぶことができます。こうした決定がデザインだけでなく、ユーザーエクスペリエンスにもどのように影響するかは、実に興味深いことです。
すべてのプロジェクトは、特別なものを生み出すチャンスです。適切な仕上げは、あなたのデザインを新たなレベルへと引き上げます!一緒に探求し、デザインを続けましょう!
楽しいデザインを!**

表面仕上げの重要性
表面仕上げは見た目が良いだけでなく、製品の機能や使用感にも大きく影響します。デザイナーとして初めて仕事をした時、あるプロジェクトに最適な仕上げを選ばなければなりませんでした。それは本当に圧倒されるような経験でした。選択肢が尽きることがないように思えたのです。しかし、それぞれの仕上げには、特定の業界の要求に適した特別な役割があることにすぐに気づきました。今日は、これらの仕上げに関する私の知識を共有したいと思います。これらを理解することは、私たちのデザイン上の意思決定において非常に重要です。.
押し出し部品における表面仕上げの応用
押出成形部品の表面仕上げは、様々な産業におけるその用途において重要な役割を果たします。例えば、建設分野では、配管や排水システムに押出成形パイプがよく利用されています。これらの製品の表面粗さは、一般的にRa1.6~Ra6.3μmの範囲です。
構造プロファイルなど、美観がそれほど重要でない用途では、表面仕上げは基本的な機能要件を満たすことができます。
しかし、押出成形金型の品質が表面仕上げに大きく影響することを考慮する必要があります。金型キャビティが滑らかであれば、一般的に製品表面はより滑らかになります。しかし、製造中の冷却速度やトラクションといった要因によって、波紋や凹凸といった欠陥が生じる可能性があります。このことから、望ましい仕上がりレベルを維持するためには、押出成形工程における品質管理が重要であることがわかります。.
射出成形部品における表面仕上げの応用
射出成形部品は優れた表面仕上げで知られており、一般的にRa0.8~Ra3.2μmの粗さを実現します。この品質は、自動車内装や民生用電子機器など、高い美観基準が求められる分野で特に重要です。.
| 業界 | アプリケーション例 | 表面仕上げ粗さ(Ra) |
|---|---|---|
| 自動車 | 内装部品 | Ra0.8 – Ra2.5μm |
| 家電 | 製品ハウジング | Ra0.8 – Ra3.2μm |
これらの仕上がりを実現するには、金型設計と加工パラメータの相乗効果が不可欠です。例えば、射出圧力や金型温度などのパラメータを最適化することで、溶融樹脂が金型表面をどの程度忠実に再現するかが向上します。さらに、研削や研磨などの後加工技術を用いることで、仕上がり品質をさらに向上させることができます。.
仕上げ技術の比較
押出成形と射出成形はどちらも特定の表面仕上げを持つ部品を生み出しますが、求められる仕上げ品質によって用途は大きく異なります。射出成形は、成形プロセスにおけるより精密な制御と追加の後処理方法の実現可能性により、美観に優れた表面を実現するという点で押出成形を上回ることがよくあります。
一方、建築資材や基本的な工業用プロファイルなど、仕上げ品質がそれほど重要でない用途では、押出成形は依然として費用対効果の高い選択肢です。
これらのアプリケーションを理解することは、ジャッキーのようなデザイナーにとって、プロジェクトの美的要件と機能要件の両方に適合する材料の選択と仕上げプロセスについて十分な情報に基づいた決定を下すために不可欠です。.
押し出しパイプは配管や排水システムに使用されます。.真実
押し出しパイプは、特に配管や排水の用途において建設業において重要な役割を果たし、建物内の効率的な水管理を保証します。.
射出成形部品の粗さはRa5.0μmです。.間違い
射出成形部品の典型的な粗さは Ra0.8 ~ Ra3.2μm の範囲であり、この範囲を超えているため、この主張は誤りです。.
後処理によって表面仕上げを本当に変えることができるのでしょうか?
3Dプリントされたパーツを見て、「もっと滑らかだったらいいのに」と思ったことはありませんか?後処理によって表面の仕上がりは大きく変わります。後処理によって、あなたの作品は新たなレベルへと引き上げられます。.
研磨、研磨、化学的な平滑化といった技術は、3Dプリント部品の表面品質を大幅に向上させます。これらの手法は、部品の外観と機能の両方を飛躍的に向上させます。この記事では、より滑らかな表面を実現するための様々な方法とその利点について説明します。より滑らかな表面を実現することは、非常に有益です。.

表面仕上げにおける後処理の役割
後処理によって、3Dプリント部品の表面仕上げを大幅に向上させることができます。積層造形に特有の層状ラインや表面粗さといった一般的な問題に対処するために、様々な技術を活用することができます。例えば、研磨、サンディング、蒸気スムージングといった手法を用いることで、より微細な仕上げを実現できます。.
研磨は、3Dプリントでよく使用されるABSやPLAなどの材料に特に効果的です。細かい研磨剤を使用することで、デザイナーは欠陥を取り除き、光沢のある表面を実現できます。これは美観を向上させるだけでなく、耐湿性や耐薬品性の向上といった機能特性の向上にも貢献します。研磨技術を試して、その効果を実感してみてください。研磨技術の詳細については、こちらのリソース8。
一般的な後処理技術
一般的な後処理方法の概要は次のとおりです。
| 技術 | 説明 | 利点 |
|---|---|---|
| サンディング | サンドペーパーや研磨工具を使用して表面を滑らかにします。. | 層線を除去し、グリップを向上します。. |
| 蒸気スムージング | 部品を溶剤蒸気にさらして滑らかな仕上がりを実現します。. | ガラスのような表面仕上げを実現します。. |
| 絵画 | 外観を向上させるためにペイントまたはコーティングを塗布します。. | カスタマイズ可能な色とテクスチャ。. |
| ケミカルスムージング | 化学薬品を使用して表面の欠陥を溶解します。. | 分子レベルで肌荒れを軽減します。. |
これらの技術は、仕上げる部品の特定の要件に応じて組み合わせて最適な結果を得ることができます。.
後処理における材料の影響
3Dプリントで使用される材料の種類は、後処理方法の有効性を決定する上で重要な役割を果たします。例えば、
- PLA : 一般的にユーザーフレンドリーで、研磨や塗装に最適です。ただし、蒸気平滑化の際の高温に耐えられない場合があります。
- ABS : より弾力性があり、蒸気スムージングなどのさまざまな後処理技術と互換性があります。
- ナイロン: 水分を吸収するため扱いが難しい場合がありますが、専用の化合物で効果的に磨くことができます。
材料特性を理解することは、望ましい表面仕上げを実現するための適切な後処理方法を選択する上で重要です。材料特性の詳細については、こちらのリンク9。
強化表面仕上げの実用化
自動車や家電製品など、美観と機能性が最も重視される業界では、表面仕上げの改善が顧客満足度の向上につながります。例えば、
- 自動車部品: 高品質の仕上げは見た目が優れており、耐久性と価値を伝えます。
- 民生用電子機器: ユーザー インターフェイスでは滑らかな表面が重要で、パフォーマンスと美観が向上します。
後処理に時間を投資することは、見た目だけの問題ではありません。製造工程の仕上げ不良に起因する欠陥の低減にも役立ちます。表面仕上げの改善に関するケーススタディについては、10ページ。
後処理により、3D プリントされた表面の仕上がりが常に向上します。.間違い
後処理によって仕上がりが向上することはよくありますが、結果は使用する技術や材料によって異なります。すべての処理が仕上がりの向上を保証するわけではありません。.
蒸気スムージングにより、3D プリントにガラスのような仕上がりが生まれます。.真実
蒸気スムージングは、滑らかで光沢のある表面を効果的に提供し、特に ABS などの材料に効果的で、美観と機能性を高めます。.
結論
この記事では、押し出し成形部品と射出成形部品の表面仕上げを比較し、金型の品質、プロセスパラメータ、後処理が美観と機能品質にどのように影響するかを強調します。.
-
製造における表面仕上げに影響を与える要因に関する包括的なリソースを見つけて、知識とスキルを高めましょう。. ↩
-
表面仕上げの品質に直接影響を与えるプロセス最適化手法に関する詳細な記事をご覧ください。. ↩
-
成形製品の表面仕上げを改善する高度な後処理技術について学びます。. ↩
-
押し出し成形部品と射出成形部品の比較分析を行って、表面仕上げの違いを理解します。. ↩
-
このリンクでは、生産品質を向上できる高度な押し出し技術について詳しく説明します。. ↩
-
製造の効率と精度を向上させる射出成形の新たな進歩を探ります。. ↩
-
両方のプロセスのさまざまな産業用アプリケーションについて学習し、ニーズに最適なものを決定します。. ↩
-
さまざまな後処理方法によって 3D プリントされたデザインを強化し、品質と美観を向上させる方法を学びます。. ↩
-
最適な結果を得るために、特定の材料とさまざまな後処理技術との互換性について詳しく学びます。. ↩
-
さまざまな業界における表面仕上げの改善の利点を示す実際の例をご覧ください。. ↩






