

背圧のような一見小さなパラメータが射出成形においてどれほど大きな違いを生むのか疑問に思ったことはありませんか?
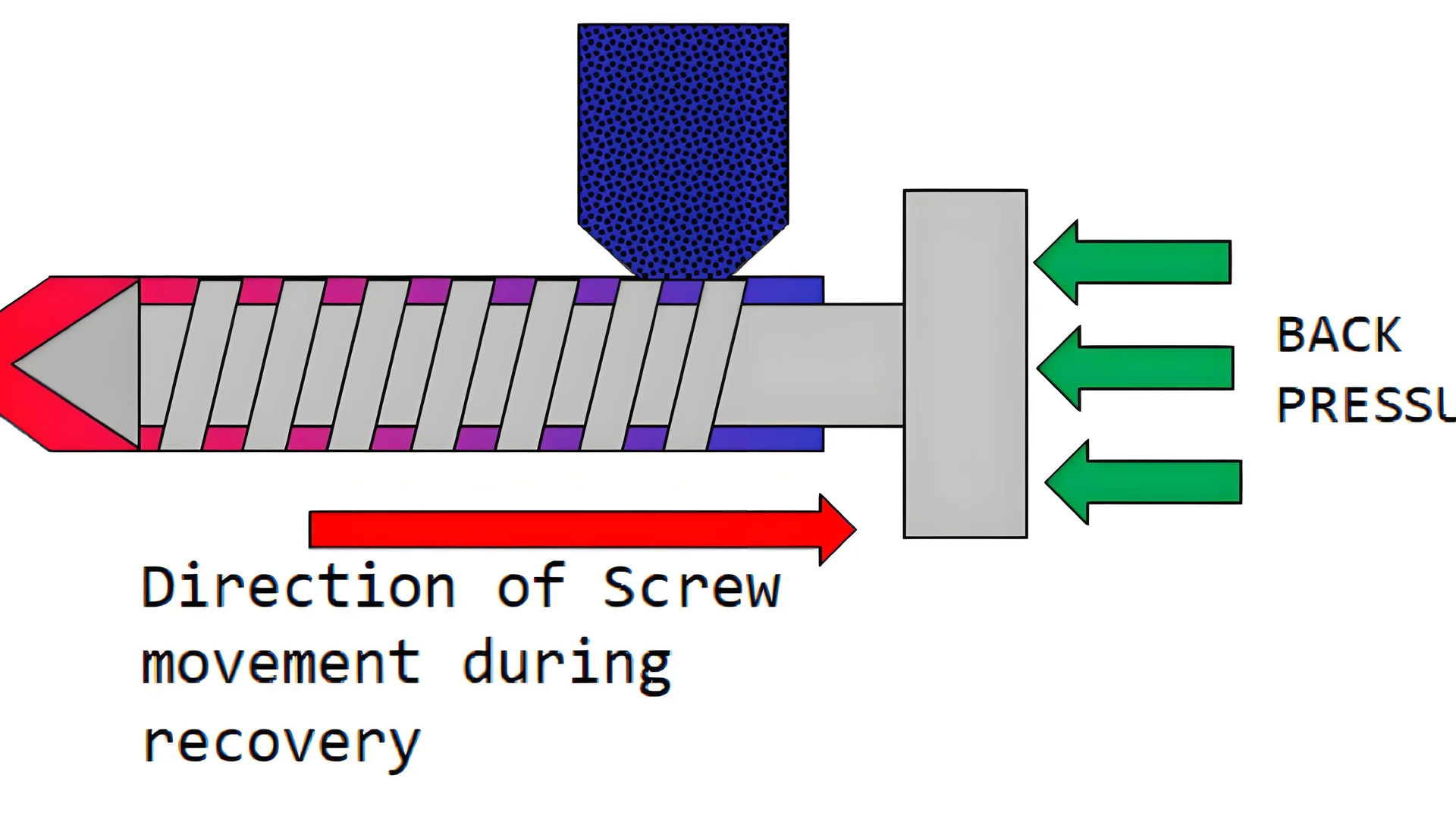
射出成形における背圧とは、可塑化段階におけるスクリューの後退運動に対する抵抗を指します。背圧は材料の均質性を高め、ボイドを低減し、流動特性を制御し、最終的には製品の品質と性能に影響を与えます。.
しかし、背圧は定義だけではありません。プラスチックの混合からボイドの形成まで、射出成形の様々な側面に背圧がどのように影響するかを詳しく見ていきましょう。.
背圧により射出成形時のボイドが減少します。.真実
背圧により溶融プラスチックが圧縮され、閉じ込められた空気が排出され、空隙が最小限に抑えられます。.
プラスチックの混合において背圧はどのような役割を果たすのでしょうか?
背圧は、射出成形プロセスにおけるプラスチックの混合において極めて重要な要素であり、材料の品質と一貫性に影響を及ぼします。.
背圧はせん断力を適用してプラスチックの混合を強化し、均質性と密度を向上させ、空隙や気泡などの欠陥を減らします。.
プラスチック混合における背圧の理解
背圧とは、射出成形の可塑化段階においてスクリューが後退する際に発生する抵抗です。この抵抗は単なる機械的な障害ではなく、混合プロセスにおいて重要な要素です。背圧を加えることで、スクリューは溶融プラスチックにさらなるせん断力を加えます。この作用により、材料の混合と均質化が促進され、添加剤が均一に分散され、着色剤がバッチ全体に均一に混入されます。.
材料の均質性の向上
プラスチック混合における背圧の主な役割の一つは、材料の均質性を向上させることです。せん断力の増加により、プラスチック内の凝集体が分解され、より均一な溶融状態が実現します。その結果、成形品の特性が一定になり、ばらつきが低減し、製品全体の品質が向上します。.
密度の向上と空隙の低減
背圧は混練を助けるだけでなく、成形品の密度を高める上で重要な役割を果たします。背圧によって溶融プラスチックが圧縮されると、閉じ込められた空気が押し出され、ボイドが効果的に減少し、気泡が最小限に抑えられます。この圧縮により、最終製品は強固で欠陥のない状態となり、特に高い構造的完全性が求められる製品にとって非常に重要です。.
フロー特性の制御
背圧の影響を受けるもう一つの重要な側面は、流動特性の制御です。背圧を調整することで、メーカーは溶融プラスチックの粘度を制御し、複雑な金型形状における流動性を向上させることができます。この制御は、正確な寸法仕様を達成し、複雑な設計を欠陥なく正しく充填するために不可欠です。.
最適な背圧設定
最適な背圧設定を決定するには、プラスチック材料の種類、金型設計、成形条件など、複数の要因を慎重に検討する必要があります。これらの変数はそれぞれ、背圧が混合に及ぼす影響、ひいては最終製品の品質に大きく影響する可能性があります。メーカーは、最適な結果を得るために、試行錯誤や経験的データに基づいてこれらの設定を微調整することがよくあります。.
背圧がプラスチックの混合にどのように影響するかを理解することにより、製造業者は製品の品質と性能を向上させることができ、このパラメータを射出成形プロセスの重要な焦点とすることができます。
背圧により、成形されたプラスチック内の空隙が減少します。.真実
背圧により溶融プラスチックが圧縮され、空気が押し出されて空隙が減少します。.
背圧が高いと材料の均一性が低下します。.間違い
高い背圧によりせん断力が増大し、材料の均質性が向上します。.
背圧はボイド形成にどのように影響しますか?
ボイドの形成は射出成形でよく発生する問題であり、製品の完全性と外観を損なう可能性があります。.
背圧は、溶融プラスチックを圧縮し、閉じ込められた空気を追い出し、成形プロセス中に均一な材料密度を確保することで、ボイドを最小限に抑えます。.

ボイド低減における背圧のメカニズム
背圧は、材料の緻密化を促進し、射出成形部品内のボイドの発生を抑制する上で非常に重要です。スクリューが後退する際には、背圧と呼ばれる抵抗が発生します。これは溶融樹脂の品質向上のために意図的に加えられるものです。この抵抗によって樹脂へのせん断作用が増大し、混合と均質化が向上します。.
溶融プラスチックを圧縮することで、ボイドの主な原因である閉じ込められた空気を排出するのに役立ちます。これらの空気ポケットを排除することで、背圧によって材料が金型キャビティに完全に均一に充填されることが保証されます。.
材料密度への影響
背圧は材料の圧縮力を高めることで、成形品の密度も向上させます。密度の向上はボイド発生の低減に直接つながります。背圧が高いほど材料の密度が高くなり、金型のあらゆる隙間を埋めることで、空気の閉じ込めや潜在的なボイドを最小限に抑えることができます。.
たとえば、複雑な金型設計や粘度の高い材料を使用する場合、背圧を調整することですべての領域が均一に充填され、部品の品質が大幅に向上します。.
バランスを見つける:材料特性の役割
最適な背圧設定は、材料の種類や金型の複雑さなど、複数の要因によって異なります。例えば、空気を保持しやすい材料の場合、ボイドの発生を効果的に抑制するためには、より高い背圧設定が必要になる場合があります。しかし、過剰な背圧は、サイクルタイムの延長や敏感な材料の劣化の可能性など、他の問題を引き起こす可能性があります。.
射出成形の専門家は、最適な結果を得るために、さまざまな条件下で試験を実施して背圧設定のバランスを取ることを推奨しています。.
要約すると、背圧がボイド形成にどのように影響するかを理解することは、欠陥のない射出成形製品を製造する上で不可欠です。材料特性2、圧力設定3、メーカーはプロセスを微調整し、製品品質を向上させることができます。
背圧により射出成形時のボイドが減少します。.真実
背圧により溶融プラスチックが圧縮され、閉じ込められた空気が排出され、空隙が最小限に抑えられます。.
背圧が高くなると材料の密度が低下します。.間違い
背圧が高くなると、圧縮が強化され、材料の密度が高まります。.
背圧は流量特性にどのような影響を与えますか?
背圧が流動特性に与える影響を理解することは、射出成形の精度を実現するために非常に重要です。.
背圧は粘度と流量を制御することで流動特性に影響を与え、複雑な金型の充填を改善し、寸法精度を向上させます。.

粘度制御における背圧の役割
背圧は、溶融プラスチックの粘度を4。背圧を調整することで、成形業者はプラスチック材料に適用されるせん断速度を変えることができます。この調整はプラスチックの粘度に影響を与え、流動性を高めたり、流れにくくしたりします。例えば、背圧が高いと一般的にせん断速度が上昇し、粘度が低下するため、複雑な金型形状へのプラスチックの充填が容易になります。
金型充填の強化
効率的な金型充填も、背圧の影響を受ける重要な要素です。複雑な金型形状を扱う場合、均一な流動とキャビティへの完全な充填を実現することが最も重要です。適切に調整された背圧は、成形サイクル全体を通して一貫した流量を維持するのに役立ちます。この安定性は、金型の一部が完全に充填されないショートショットなどの欠陥を防ぐために不可欠です。.
寸法精度と安定性
背圧は成形品の寸法精度に寄与します。流動特性を制御することで、材料が金型に均一に充填され、より安定した寸法精度の高い製品を製造することができます。安定した流量は、金型内での材料分布の不均一性に起因する一般的な問題である反りや収縮を防ぎます。.
最適な結果を得るための背圧のバランス
背圧設定において適切なバランスを保つことは不可欠です。背圧が高すぎると、スクリューを動かすのに必要な力が増加し、サイクルタイムとエネルギー消費量の増加につながる可能性があります。逆に、背圧が不十分だと、混合不良や材料の不均一性につながる可能性があります。したがって、背圧設定を最適化するには、各材料と金型設計の正確な要件を理解することが不可欠です。.
まとめると、背圧は粘度を管理し、金型への効率的な充填を確保することで、流動特性に大きな影響を与えます。これらの効果は、高品質で寸法精度の高い射出成形部品の製造に不可欠です。.
背圧が高くなると、射出成形時の粘度が低下します。.真実
背圧が高くなるとせん断速度が上がり、粘度が下がるため金型の充填性が向上します。.
低い背圧により、複雑な金型でも均一な流れが実現します。.間違い
背圧が不十分だと、均一性ではなく、混合不良や不均一な流れが発生する可能性があります。.
射出成形の品質向上のために背圧を最適化するにはどうすればよいでしょうか?
射出成形における背圧を最適化することで、製品の品質と均一性を大幅に向上させることができます。この重要なパラメータを微調整して最適な結果を得る方法を学びましょう。.
射出成形における背圧を最適化するには、材料の種類と金型設計に基づいて調整する必要があります。これらの要素のバランスをとることで、材料の均質性が向上し、欠陥が低減し、製品の一貫性が向上します。.

材料特性の理解
背圧を最適化するには、使用するプラスチック材料の種類が非常に重要です。プラスチックの種類によって粘度や流動特性が異なるため、適切な背圧のかけ方が異なります。例えば、高粘度の材料では、適切な混合と均質化を実現するために、より高い背圧が必要になる場合があります。最適な設定を決定するには、材料固有のガイドラインを参照することが重要です。.
金型設計の評価
金型設計も、最適な背圧を決定する上で重要な役割を果たします。複雑な形状の金型では、樹脂がすべてのキャビティに完全に充填されるようにするために、より高い背圧が必要になる場合があります。モールドフロー解析5、さまざまな背圧レベルが充填プロセスにどのような影響を与えるかを把握し、特定の設計に合わせた設定を微調整するのに役立ちます。
実験と微調整
材料や金型のばらつきを考慮すると、最適な背圧設定を見つけるには実験が必要となることがよくあります。メーカー推奨値から始めて、成形品の品質の変化を観察しながら段階的に調整していきます。それぞれの変更とその結果を記録し、一貫して高品質な結果を生み出すためのカスタマイズされたアプローチを構築してください。.
監視とフィードバック
射出成形プロセスの継続的な監視は不可欠です。センサーを導入し、背圧とその影響に関するリアルタイムデータを取得しましょう。このフィードバックに基づいて設定を動的に調整することで、生産全体を通して最適な状態を維持できます。このアプローチにより、ボイドなどの欠陥を最小限に抑え、製品全体の品質を向上させることができます。.
研修と開発
射出成形プロセスに関わる人員へのトレーニングに投資することで、背圧設定の最適化を向上させることができます。様々なパラメータの相互作用を理解することで、より情報に基づいた意思決定が可能になります。射出成形における背圧管理の複雑さに焦点を当てたトレーニングプログラム6
高粘度の材料には、より大きな背圧が必要です。.真実
高粘度の材料を適切に混合するには、より大きな力が必要です。.
金型設計は背圧の最適化に影響しません。.間違い
複雑な金型では、完全な充填のためにより高い背圧が必要になる場合があります。.
結論
背圧を最適化することは、高品質の射出成形製品を製造する鍵となります。その効果を理解することで、メーカーは製品の品質と効率の両方を向上させることができます。.
-
背圧がプラスチックの混合にどのように影響するかを詳細に検証します。これは、背圧によって溶融密度が増加することを示しています。この特定の例では、600psiのプラスチック圧力を選択できます… ↩
-
さまざまな材料がボイド形成にどのように影響するかについて説明します。: ボイドは厚い部品の表面に現れる傾向があり、部品の外側の層が内側の層よりも早く冷えて固まる場合に発生することがあります。 ↩
-
背圧調整の効果的なテクニックをご紹介します。原則として、減圧量はチェックリングの移動量の1.5倍を超えてはなりません。背圧が増加すると、スクリューが… ↩
-
背圧調整がプラスチックの粘度制御にどのように影響するかを理解します。: 背圧を高くすると材料の溶融と色の分散が改善されますが、射出成形時のストレスも増加します。 ↩
-
モールドフロー解析が背圧の最適化にどのように役立つかを学びます。: モールドフロー解析の予測プロセスにより、設計上の問題を発見し、リソースを節約し、事前の修正を可能にし、全体的なスピードを向上することができます。 ↩
-
射出成形プロセスの理解を深めるトレーニング プログラムをご覧ください。: American Injection Molding (AIM) Institute は、プラスチック射出成形業界の教育とトレーニングの世界的リーダーです。. ↩






