

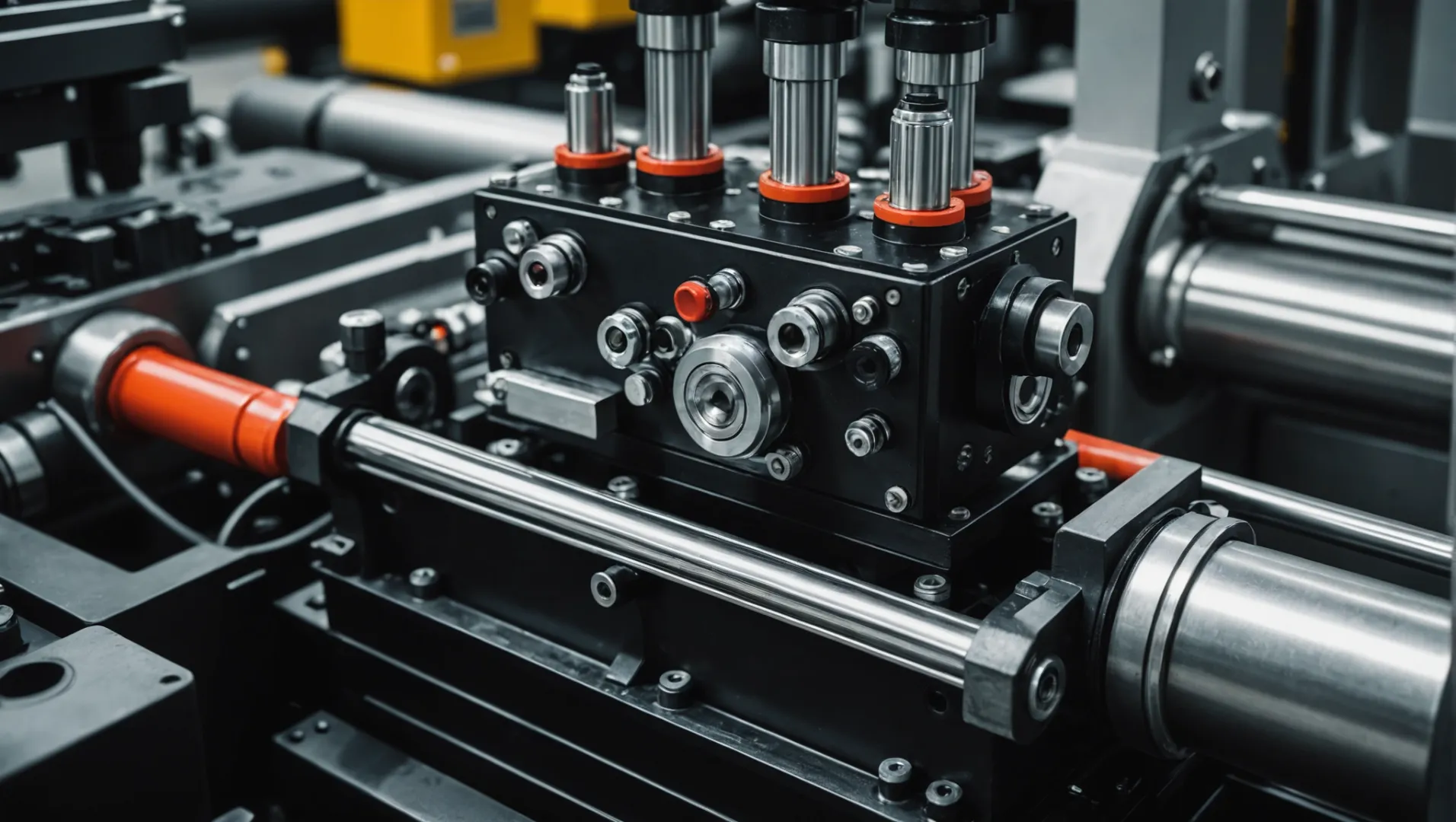
あの洗練されたプラスチック製品がどのように作られるのか、不思議に思ったことはありませんか?その製造工程の核となるのは、驚くべき技術、油圧システムです。この油圧システムが、射出成形機に精密かつ強力な動力を与えています。.
射出成形機では、油圧システムが機械エネルギーを油圧エネルギーに変換し、型締、射出、エジェクタ機構の動作を可能にします。必要な型締力を供給し、機械部品の速度と位置を制御し、特定の成形要件を満たすように圧力を調整します。.
油圧システムの重要な機能について少し触れましたが、その裏にはさらに多くのことが隠されています。これらのシステムが効率と製品品質の向上に果たす複雑な役割を、さらに深く掘り下げて見ていきましょう。.
射出成形機の油圧システムは型締め用の動力を供給します。.真実
油圧システムは型締め力を発生させて金型を閉じた状態に保ち、漏れを防止します。.
射出成形機の油圧システムのコンポーネントは何ですか?
射出成形機の機能を習得するには、油圧システムのコンポーネントを理解することが重要です。.
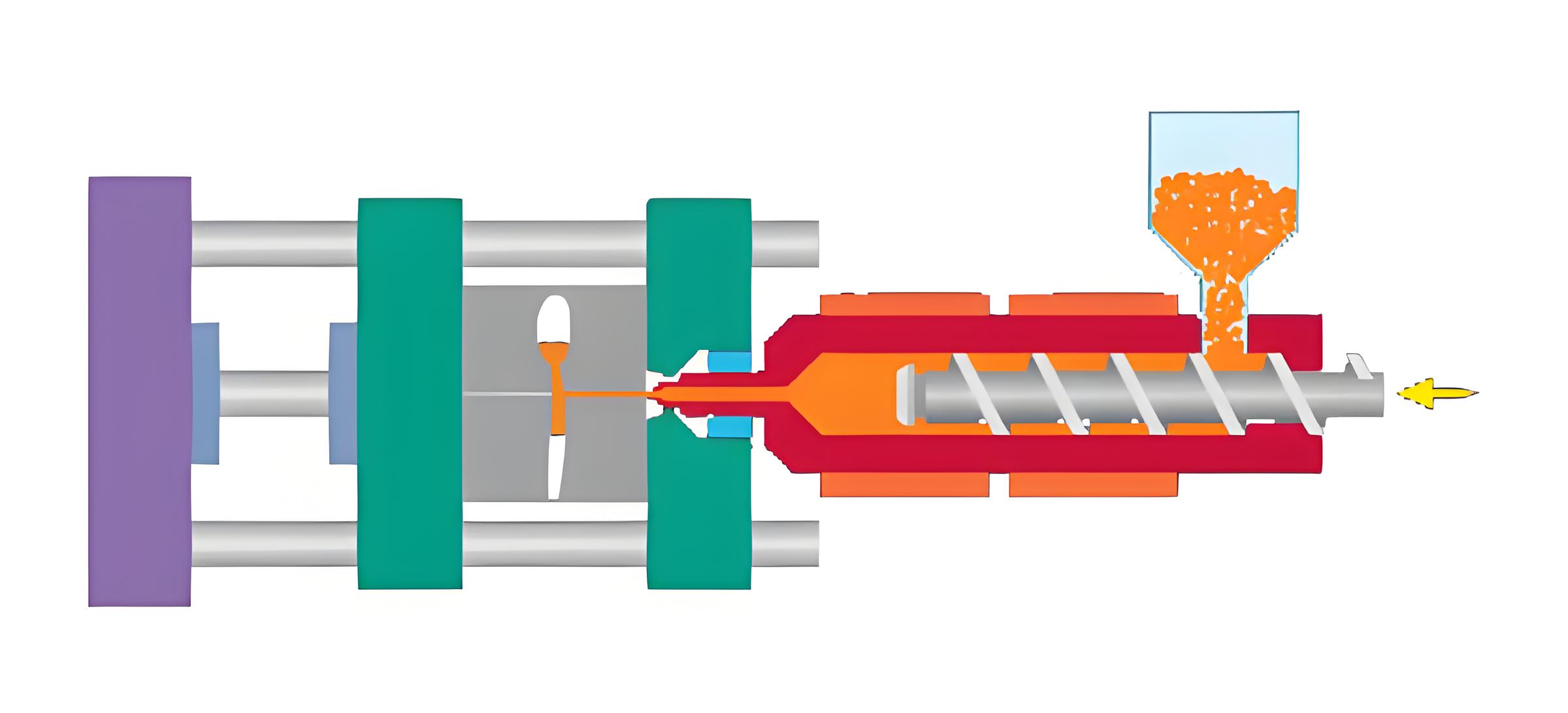
射出成形機の油圧システムの主要コンポーネントには、油圧ポンプ、バルブ、アクチュエーター、リザーバー、作動油が含まれます。これらのコンポーネントは連携して、機械動力を油圧エネルギーに変換し、流体の流れを制御し、成形機の正確な動作と制御を実現します。.
油圧ポンプ
油圧ポンプ1はシステムの心臓部であり、機械エネルギーを油圧エネルギーに変換します。油圧ポンプ1は、システム全体に作動油を移動させ、様々な機械部品の動作に必要な圧力を発生させる役割を果たします。
ポンプの種類
- ギア ポンプ: シンプルでコスト効率が良いため一般的に使用され、安定した流れを提供しますが、高圧では効率が低くなります。
- ベーンポンプ: 効率が高く、中程度の圧力を処理できるため、多くの射出成形アプリケーションに適しています。
- ピストン ポンプ: 高圧と高効率で知られており、大きなパワーを必要とする大型機械に最適です。
バルブ
バルブは油圧流体の方向、圧力、流量を制御します。機械の動きを正確に制御するために不可欠です。.
- 方向制御バルブ: システムのさまざまな部分に流体の流れを誘導し、アクチュエータの動きを制御します。
- 圧力制御バルブ: 必要な圧力レベルを維持し、システムを過負荷から保護し、一貫した動作を保証します。
- フロー制御バルブ: 流体の流量を制御することでアクチュエータの速度を調節します。
アクチュエータ
アクチュエータは油圧エネルギーを機械エネルギーに変換し、作業を実行します。射出成形機では、アクチュエータには以下のものが含まれます。
- シリンダー:クランプや排出などの直線動作に使用します。
- 油圧モーター: 回転運動を提供し、多くの場合、射出プロセスでスクリューを駆動します。
貯水池
リザーバー2は作動油を保持し、冷却効果を発揮し、汚染物質を沈殿させます。また、運転中の作動油量の変化を補正します。
油圧作動油
油圧作動油は、動力伝達、部品の潤滑、隙間のシール、そして放熱に不可欠です。適切な作動油を選択するには、粘度、温度安定性、そして耐汚染性を考慮する必要があります。.
センサーとフィードバックデバイス
圧力センサーや位置センサーなどのセンサーは、リアルタイムのフィードバックを提供することで、精度と安全性を確保します。これにより、自動化システムは動作を動的に調整し、効率と製品品質を向上させることができます。.
各コンポーネントは、射出成形機が効率的かつ効果的に動作するために重要な役割を果たします。これらのコンポーネントを理解することは、問題のトラブルシューティングや機械性能の最適化に役立ちます。.
成形機内の油圧ポンプは流体圧力を生成します。.真実
ポンプは機械的エネルギーを油圧エネルギーに変換し、圧力を生み出します。.
油圧システムのバルブは流体を貯蔵するためだけに使われます。.間違い
バルブは流体の方向、圧力、流量を制御しますが、貯蔵量は制御しません。.
クランプ力は射出成形の品質にどのように影響しますか?
クランプ力は射出成形において重要な要素であり、製品の品質と寸法精度に直接影響します。.
射出成形における型締力は、射出成形プロセス中に金型がしっかりと閉じた状態を維持し、樹脂の漏れを防ぎ、正確な製品寸法を確保します。適切な型締力は、成形部品の構造的完全性と表面仕上げに寄与し、製品全体の品質に大きく影響します。.

射出成形における型締力の理解
射出成形において、型締力は射出成形段階における金型の完全性を維持するために極めて重要です。射出成形機の型締ユニットは、射出成形されたプラスチック溶融物による圧力に対抗するのに十分な力で金型の両側を固定する役割を担っています。これにより、金型はしっかりと閉じた状態を維持し、材料の漏れを防ぎ、最終製品の形状と寸法を維持します。.
正確なクランプ力の重要性
型締力の精度は極めて重要です。型締力が不十分だと、バリ(パーティングラインから余分な材料がはみ出す)などの問題が発生する可能性があり、製品の美観と機能を損なう可能性があります。一方、型締力が過剰だと、金型や機械自体に損傷を与え、メンテナンスコストとダウンタイムの増加につながる可能性があります。したがって、最適な製品品質を実現するには、適切な型締力を決定することが不可欠です。.
例えば、油圧システムは、機械や金型のサイズや複雑さに応じて、数トンから数千トンに及ぶ型締力を発生できます。この範囲により、メーカーは特定の製品要件に基づいて型締力を調整し、精度と品質を確保することができます。.
| 金型タイプ | 推奨クランプ力(トン) |
|---|---|
| 小型部品 | 10-50 |
| 中型部品 | 50-200 |
| 大型部品 | 200-500+ |
クランプ力に影響を与える要因
適切な締め付け力の決定にはいくつかの要因が影響します。
- 材料の粘度:プラスチック材料によって粘度は異なります。高粘度の材料は、金型の分離を防ぐために、より高い型締力が必要です。
- 部品の形状: 複雑な詳細を持つ複雑な形状では、欠陥のない適切な充填を確実にするためにクランプ力の調整が必要になる場合があります。
- 金型材料: 金型材料の強度と耐久性は、変形せずにどれだけの締め付け力に耐えられるかに影響します。
クランプ力の管理における油圧システムの役割
油圧システムは、正確なクランプ力の管理と伝達において重要な役割を果たします。油圧と流量を制御することで、これらのシステムは、適用される力を一定に保ち、特定の生産ニーズ3。センサーなどのフィードバック機構を統合することで、リアルタイムの監視と調整が可能になり、安全性と品質の両方が向上します。
クランプ力を理解し最適化することで、メーカーは生産効率を向上させ、無駄を減らし、製品の一貫性を高め、最終的には射出成形プロセスで優れた成果を上げることができます。.
締め付け力が強すぎると金型が損傷する可能性があります。.真実
力が強すぎると金型が損傷し、メンテナンスコストが増加する可能性があります。.
油圧システムでは締め付け力を調整できません。.間違い
油圧システムは圧力と流量の制御を通じて力を調整できます。.
油圧システムにおいて圧力制御が重要なのはなぜですか?
効果的な圧力制御は油圧システムにおいて極めて重要であり、射出成形における安全で効率的な操作と高品質の結果を保証します。.
油圧システムの圧力制御は、システムの過負荷を防ぎ、一貫した製品品質を確保し、さまざまなプロセス要求に適応します。.

システムの安全性と安定性の確保
圧力制御は油圧システムにおいて、機械を潜在的な損傷から守る重要な要素です。例えば、システム圧力が安全限界を超えた場合、圧力制御弁が自動的に過剰圧力を解放し、システムの過負荷による損傷を4。この機構は、油圧システムの長期的な健全性を維持し、高額な修理費用を回避するために不可欠です。
センサーによる圧力レベルのリアルタイム監視により、オペレーターはシステムを指定された安全範囲内に維持することができ、安全性がさらに向上します。これは、射出成形のような高圧環境では特に重要です。急激な圧力上昇は、機械と最終製品の両方に悪影響を及ぼす可能性があります。.
一貫した製品品質の実現
射出成形において、精密な圧力制御は成形品の品質に直接影響します。様々な材料や製品設計に合わせて射出圧力を調整することで、メーカーはそれぞれの金型への適切な充填を確実に行うことができます。例えば、薄肉製品ではキャビティへの完全な充填を保証するために高い圧力が必要となる一方、厚肉設計では内部応力や変形を低減するために低い圧力が適切な場合があります。.
圧力制御の不具合は、充填不良や過剰なバリといった欠陥につながり、製品全体の品質を損なう可能性があります。したがって、最適な圧力レベルを維持することは、一貫性と信頼性の高い製造結果を得るために不可欠です。.
多様なプロセス要件への適応
油圧システムの圧力調整能力は、様々なプロセス要求5。この適応性は、様々なプラスチック材料や製品仕様に応じて特定の圧力設定が必要となる業界では非常に重要です。例えば、圧力を調整することで、サイクルタイムの最適化、効率向上、材料の無駄の削減に役立ちます。
さらに、高度な圧力制御機能を備えた油圧システムは、手動、半自動、全自動の各モードをシームレスに切り替えることができます。この汎用性により、多様な生産ニーズに対応し、品質や安全性を犠牲にすることなく、変化する要件に迅速に対応することで、全体的な生産性を向上させます。.
圧力制御により油圧システムの過負荷を防止します。.真実
圧力制御バルブは過剰な圧力を解放し、過負荷による損傷を防止します。.
射出成形における圧力の不一致は製品の品質に影響します。.真実
適切な圧力により、金型が正しく充填され、バリなどの欠陥を回避できます。.
油圧システムは射出成形の自動化をどのように強化するのでしょうか?
操作を効率化する高度な油圧システムのおかげで、射出成形の自動化は新たなレベルに到達しました。.
油圧システムは、動作を正確に制御し、複数の動作モードを可能にし、効率的な圧力調整を可能にすることで、射出成形の自動化を促進します。これらのシステムは生産効率を向上させ、高品質の出力を確保し、多様な製造ニーズに適応するため、現代の射出成形プロセスに不可欠なものとなっています。.
油圧システムにおける精密制御
パワーと精度を提供する上で重要な役割を果たします。油圧システムは、油圧の流量と圧力を調整することで、機械の動作速度と位置を正確に制御します。例えば、使用するプラスチックの種類に応じて射出速度を調整することで、最適な成形品質を確保できます。位置センサーは、製品の寸法精度を実現するために不可欠な金型の位置合わせを適正に保つことで、この精度をさらに高めます。
複数の操作モード
油圧システムの際立った特徴の一つは、手動、半自動、全自動など、様々な動作モードに対応できることです。この汎用性により、メーカーは特定のニーズや生産要件に合わせて動作をカスタマイズできます。自動モードでは、油圧システムが各動作のシーケンスとタイミングをプログラムで管理できるため、生産効率が大幅に向上し、手動による監視の必要性が軽減されます。.
効率的な圧力調整
油圧システムは、射出成形工程における精密な圧力制御(7)。油圧ポンプの出力圧力を調整したり、圧力制御弁を利用したりすることで、様々な材料特性や製品仕様に対応できます。例えば、薄肉製品では金型への完全な充填を確保するために高い射出圧力が必要となる場合がありますが、厚肉製品では応力による変形を防ぐために圧力を下げることが効果的です。
| 機能性 | 手動モード | 半自動モード | 全自動モード |
|---|---|---|---|
| アクションシーケンス | マニュアル | 部分的 | 自動化 |
| 圧力調整 | マニュアル | 手動/自動 | 自動化 |
| スピードコントロール | マニュアル | 手動/自動 | 自動化 |
これらの改良により、油圧システムを自動化プロセスにシームレスに統合し、射出成形工程における一貫した品質と信頼性を確保できます。さらに、センサーによるシステム圧力のリアルタイム監視により、過負荷を防止し、システムの整合性を維持し、安全で安定した機械稼働に貢献します。.
油圧システムでは、射出成形では手動操作のみが可能です。.間違い
油圧システムは、手動、半自動、自動モードをサポートします。.
油圧の精密制御により金型の位置合わせ精度が保証されます。.真実
油圧システムの位置センサーは、正しい金型の位置合わせを維持します。.
結論
油圧システムは、効率的な射出成形に不可欠です。正確な動作と柔軟な圧力制御を実現し、より高品質な製品の製造工程を最適化します。.
-
機械効率を最適化するために、様々なポンプの種類を検討してください。ポンプは流体をラインに送り込みます。射出成形機で最も一般的に使用されるポンプは、バランスドベーン型です。. ↩
-
リザーバーが流体管理とシステムの安定性をどのようにサポートするかを学びましょう。: リザーバー:リザーバーは油圧流体を貯蔵します。バルブ:… 射出成形機の油圧システムの3つの基本機能は次のとおりです。. ↩
-
油圧システムによって正確な型締力の管理がどのように実現されるかを説明します。: 型締装置は、射出圧力によって閉じた金型にプラスチックが引き込まれたときに発生する圧力に対抗して、金型を閉じた状態に保ちます。. ↩
-
圧力制御弁がシステムを危険な過負荷から保護する仕組みを学びましょう。: 安全弁は、圧力が設定値を超えると開き、流体をバイパスします。圧力が低下すると、弁は再び閉じます。. ↩
-
油圧調整が製造効率に与える影響をご確認ください。: 油圧的には、圧力補償によりポンプ出口の流れが補償器制御にリダイレクトされ、ポンプの容積効率が低下します。 ↩
-
精密制御によって射出成形の精度がどのように向上するかをご覧ください。: 油圧機械は、より大きな型締力や高い線速度が必要な場合、プラスチックのノズル圧力が重要な場合など、より効果的であると考えられることがよくあります。 ↩
-
高精度な圧力制御が高品質な製品に不可欠な理由を理解しましょう。: 圧力制御弁は、油圧システムにおいて圧力関連の調整および制御を行うために使用されます。制御対象には… ↩






