

射出成形の複雑さを体験する旅に参加してください。適切な射出圧力によってプロセスが輝きます。ここでは本当に魔法が起こります。
射出成形に最適な圧力は、材料の特性、製品の構造、金型の設計によって異なります。圧力は通常 30 ~ 150 MPa です。粘度や流動性などの要因がこの圧力に影響します。金型試作中にテストと調整を行うと、適切な圧力を見つけることができます。実技試験は本当に重要です。
射出成形について学び始めたとき、私はとても驚きました。圧力を少し変えるだけで、最終製品が実際に改善されたり、台無しになったりする可能性があります。数字だけの問題ではありません。それには芸術と科学の両方が関係します。人々は、材料の厚さや製品の複雑なデザインなどの細部を理解する必要があります。ポリカーボネート(PC)を使ったプロジェクトを思い出します。この材料は厚みがあり、金型のすべての部分を適切に充填するには約 80 ~ 130 MPa の大きな圧力が必要でした。
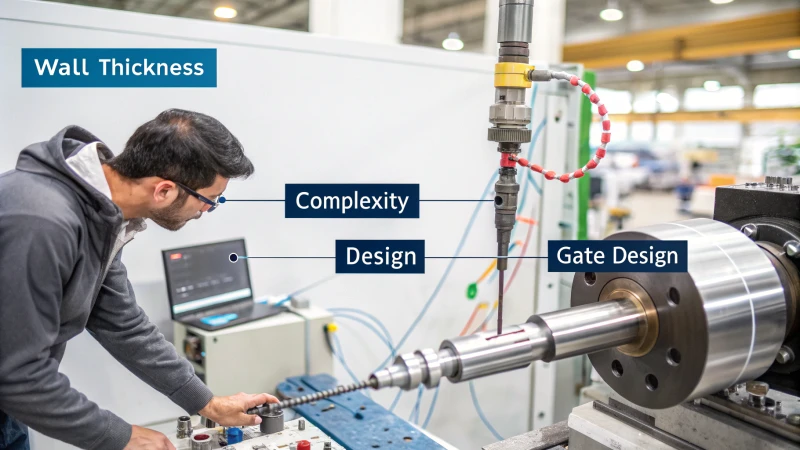
金型の設計は非常に重要です。ゲートのサイズと位置は、必要な圧力に大きく影響します。内部が複雑な製品で難しい問題に直面しました。製品をミスなく完璧に充填するには、ゲートの設計を変更する必要がありました。これらの経験から、完璧な射出圧力を見つけるのはすべてのプロジェクトで同じではないことが分かりました。特別なアプローチが必要です。多くの場合、繰り返しの試行と非常に正確な変更が必要になります。
最適射出圧力は常に100MPaです。間違い
最適な圧力は材料や金型の設計によって異なり、100MPaで固定されるものではありません。
経験的テストは射出圧力を決定するのに役立ちます。真実
金型試作中のテストは、射出圧力の最適化に役立ちます。
材料の粘度は射出圧力にどのように影響しますか?
一部の材料が射出成形でより高い圧力を必要とする理由について考えたことはありますか?粘度と射出圧力の興味深い世界を探検してください!
成形時の射出圧力を選択する際には、材料の厚さが非常に重要です。厚い材料は、薄い材料よりも金型を充填するためにより多くの圧力を必要とします。高圧により、金型への適切な充填と良好な製品が保証されます。

材料の粘度を理解する
粘度は射出成形において地味ですが重要な役割を果たします。ポリカーボネートを初めて使用したときのことを思い出します。この材料は粘度が高いです。ストローで蜂蜜を押し出すようなものです。金型のすべての部分を充填するには、高圧を使用する必要があります。対照的に、ポリエチレンのような低粘度の材料は水のように機能します。ほとんど力を入れずに滑り込みます。
流動性の役割
流動性は興味深い視点を提供します。 2 つのビュッフェ ラインがあるパーティーを想像してください。遅い列では食べ物を選ぶのに時間がかかる人もいます。これは流動性が低い材料に似ており、移動するにはより大きな圧力が必要です。一方、ポリスチレンは、圧力が低くても、高速で流れるラインのようにスムーズに流れます。
| 材料 | 粘度 | 射出圧力(MPa) |
|---|---|---|
| ポリカーボネート | 高い | 80-130 |
| ポリエチレン | 低い | 30-80 |
| ポリスチレン | 適度 | 40-90 |
製品構造の分析
プロダクトデザインは旅行の計画にたとえられます。厚肉のアイテムを設計することは、余分な圧力を最小限に抑えながら安定して移動しながら、広い高速道路を運転するようなものです。薄肉の製品は曲がりくねった山道に似ており、滑らかさを維持するにはより多くの力(または圧力)が必要です。
金型設計の考慮事項
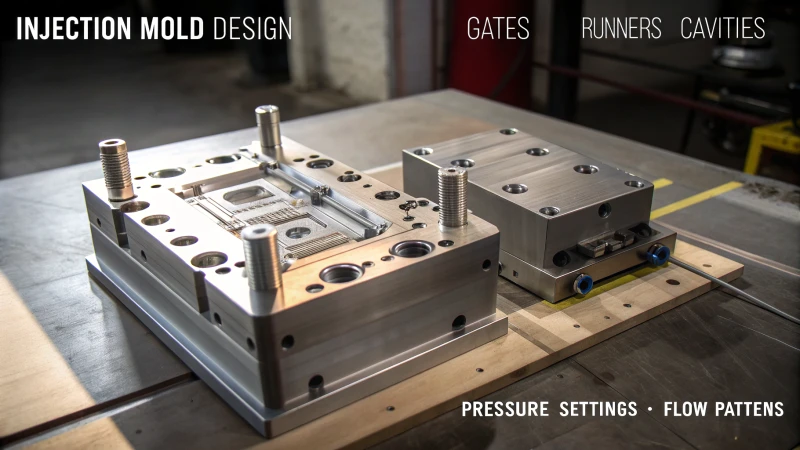
金型の設計には、ゲートのサイズと位置が関係します。大きなゲートは開いたコンサートのドアに似ており、圧迫感が少なく簡単に入場できます。小さなゲートは、開いたドアがほとんどないように機能するため、ボトルネックを防ぐためにより大きな力が必要になります。
優れたランナー システム1滑らかな経路のように機能し、抵抗を減らし、必要な圧力を軽減します。かつて、ホットランナーシステムに切り替えると、加工を容易にする近道を発見したように、圧力が20MPa減少しました。
金型の試行と最適化
圧力を適切に調整することはまさに芸術です。私は経験に基づいた推測から始めて、試行結果に基づいて改良します。火加減を調整することで完璧な煮込みを実現する料理を思い出させます。射出速度や保持圧力などの要素を微調整することで、理想的な製品を驚くことなく導き出します。
射出圧力2に対する粘度の影響を理解することで、私のアプローチが変わりました。最高品質の製品を効率よく作るための秘伝のレシピのようなものです。この知識は実際、すべてのデザイナー、特に Jacky に有益です。
高粘度の材料にはより高い射出圧力が必要です。真実
ポリカーボネートなどの材料は、流れに対する抵抗があるため、より多くの圧力が必要になります。
肉厚の高い製品には、より高い射出圧力が必要です。間違い
壁が厚いと抵抗が少なくなり、成形時の圧力が低くなります。
製品構造は射出圧力にどのように影響しますか?
なぜ一部の製品が製造時にさまざまな圧力を必要とするのか考えたことがありますか?多くの場合、製品は正しい形状を実現するためにこれを必要とします。製造中には、さまざまな圧力が詳細なデザインの作成に役立ちます。一部の材料は高圧によく反応しますが、他の材料はそれほど力を必要としません。メーカーはこれらの手法を頻繁に使用します。この方法により、最終製品の品質が向上します。
製品構造は、製造時に必要な射出圧力を設定する上で非常に重要です。壁の厚さ、複雑さ、ゲートの設計は、材料の動きに影響を与えます。この動きは効率に影響を与えます。最終製品の品質にも影響します。
材料の特性を調べる
粘度と流動性
多くの材料を扱う仕事を始めた当初、粘度と流動性は理論以上のものになりました。ポリカーボネート3 のような高粘度の材料は、その厚い性質により、金型に充填するのに多くの場合、約 80 ~ 130MPa の大きな力を必要とします。逆に、ポリエチレンのような低粘度の材料は異なる挙動を示し、はるかに低い圧力 (約 30 ~ 80MPa) で簡単に動きます。
かつて、ポリスチレンは 40 ~ 90MPa で金型に簡単に流れ込むため、ポリスチレンを使用しました。しかし強化プラスチックは厳しかった。ちょうど良い充填のために圧力を 150MPa まで上げたときのことを覚えています。
製品構造を理解する
肉厚
壁の厚さには驚かされることがよくあります。製品の壁の厚さは、圧力要件に直接影響します。
| 肉厚 | 圧力範囲 |
|---|---|
| 壁が厚い | 必要な圧力が少なくなる |
| 壁を薄くする | より大きな力が必要 |
壁が厚いと、圧力が少なくてすみます。薄いものは完全に充填するためにより多くの力を必要とします。
複雑
電子ハウジングの複雑なデザインは、私にとってしばしば課題となります。煩わしい溶接痕を避けるために、通常は最大 150MPa が必要です。
金型設計スキル
ゲートのサイズと位置
ゲートのサイズと位置は金型設計において重要な役割を果たします。
- ゲートが大きいほど、より低い圧力での流れが容易になります。
- ゲートが小さいほど、より高い圧力が必要になります。
- ゲートの配置も重要です。悪い位置ではプロセスが台無しになります。
ランナー システムは圧力の必要性に大きく影響します。私はさまざまな設計を試し、スマートな設計がコールド システムと比較して実際に圧力をどのように削減できるかを確認しました。
テストによる改善
各プロジェクトはデータを使用して初期圧力を設定することから始まります。すべてが完璧に欠陥なく揃うまで、多くの場合 5 ~ 10MPa ステップで調整と観察を繰り返すプロセスです。
あらゆる変更により、圧力を最適化するための新しいトリックが明らかになり、将来のプロジェクトが簡素化されます。微調整が成功するたびに、デザインと製造の熟練を追求する上でのマイルストーンとなります。
高粘度の材料にはより高い射出圧力が必要です。真実
ポリカーボネートなどの材料を金型に充填するには、80 ~ 130MPa が必要です。
壁が薄いほど、より低い射出圧力が必要になります。間違い
薄い壁は急速に冷却されるため、キャビティを完全に充填するには 80 ~ 140MPa が必要です。
射出圧力設定において金型設計が重要なのはなぜですか?
金型の設計が射出成形の仕事にどのように役立つのか、あるいはどのように破壊されるのかを考えたことがありますか?
金型の設計は、射出圧力の設定を決定する上で重要な役割を果たします。材料がどのように移動し、金型に充填されるかに影響します。設計を理解することで、適切な圧力を設定することができます。空洞を完全に充填するには、適切な圧力が必要です。これにより欠陥が回避され、効率と品質の両方が向上します。
材料特性の役割
初めてポリカーボネートを使用したときのことを覚えています。まるで頑固な動物と戦っているような気分でした。この材料は流動抵抗が高いため、金型に充填するだけでも圧力を 130 MPa まで高める必要があります。対照的に、ポリエチレンは流動しやすいため、必要な圧力が 30 ~ 80 MPa とはるかに低く、加工が容易でした。
効率的な射出成形を確保するために、粘度4などの材料特性を考慮する必要があります粘度が高い材料では金型キャビティを満たすためにより高い圧力が必要ですが、粘度が低い材料では必要な圧力が低くなります。
| 材質の種類 | 粘度 | 圧力レンジ(MPa) |
|---|---|---|
| ポリカーボネート(PC) | 高い | 80-130 |
| ポリエチレン(PE) | 低い | 30-80 |
製品構造解析
製品構造の研究は私が決して欠かさないことです。私はかつて、壁の厚さがわずか 2mm の筐体に取り組んだことがあります。これらの薄い壁はすぐに冷えてしまうため、型を適切に充填するには 140 MPa 近い圧力が必要でした。厚さ 8 mm の壁を使用した別のプロジェクトでは、約 70 MPa の圧力だけで十分でした。
設計者は製品構造を分析して、適切な射出圧力を設定する必要があります。壁の厚さは重要な役割を果たします。壁が厚いと抵抗が減少し、必要な圧力が低くなります。一方、壁が薄いと急速な冷却と流動抵抗の増加により高い圧力が必要になります。
金型設計要素
ゲートのサイズと位置によってすべてが変わります。私はかつて、複雑な設計に対する小さなゲートの影響を過小評価していましたが、このことが射出圧力に関する重要な教訓を教えてくれました。今では、ゲートを適切に配置しても均一に充填することで労力を大幅に節約できるため、細心の注意を払っています。
ランナーシステムを決して無視しないでください。初めてラフランナーシステムを使用したときは、ストローにシロップを押し込むような感じでした。滑らかで短いランナーは抵抗を減らし、圧力を低く保つことがわかりました。
ゲートのサイズと位置は、射出圧力を管理する際の基本です。ゲートが大きいと溶融抵抗が減少し、必要な圧力が低くなりますが、ゲートが小さいと高い圧力が必要になります。さらに、適切に配置されたゲートにより、キャビティの均一な充填が保証されます。
ランナー システムの設計 (長さ、直径、表面粗さ) もメルト フロー抵抗に影響します。
金型の試行と最適化
金型の試作は最初は緊張しました。基本的な公式を使用し、一度に 5 ~ 10 MPa を調整すると、完璧な設定を見つけるのに役立つことがすぐにわかりました。微調整により品質が大幅に向上しただけでなく、将来のタスクに役立つデータも得られました。
初期射出圧力設定は経験式を使用して推定し、金型の試行中に調整できます。段階的な調整 (5 ~ 10 MPa 刻み) により、キャビティが欠陥なく完全に充填される最適な設定を達成することができます。
ポリカーボネートはポリエチレンよりも高い射出圧力を必要とします。真実
ポリカーボネートは粘度が高く、80~130MPaが必要ですが、ポリエチレンは30~80MPaが必要です。
金型の壁が厚くなると、より高い射出圧力が必要になります。間違い
壁が厚いと抵抗が減り、薄い壁に比べて必要な圧力が少なくなります。
金型試作時の圧力を最適化するにはどうすればよいですか?
金型試行時の圧力を調整することで、製品の品質が良好から優れたものに向上します。このプロセスは重要です。これが私の対処方法です。
圧力設定に関する金型テストを適切に実行するために、材料がどのように動作するかを研究し、製品の形状を観察し、金型のレイアウトを確認します。ゆっくりと設定を変更し、結果を観察します。これは、圧力を調整して製品の品質を向上させるのに役立ちます。はい、品質が向上しました。

材料の特性を理解する
金型の試作を研究して、厚さや広がりの良さなど、材料の品質がいかに重要であるかを学びました。たとえば、ポリカーボネート5、80 ~ 130 MPa のより高い射出圧力が必要です。ポリエチレンのような易流動性材料では、必要な圧力は 30 ~ 80 MPa だけです。よく広がる材料は、より低い圧力で空間を満たします。適切な充填を行うには、より多くの圧力が必要な場合もあります。
製品構造の分析
製品設計により、圧力のニーズが大きく変わります。壁の厚さは重要な役割を果たします。壁が厚いほど抵抗が少なくなり、5 ~ 10 mm の壁の場合は 50 ~ 90 MPa しか必要としません。 3 mm 未満の薄い壁では、より多くの労力が必要になります。 80 ~ 140 MPa のより高い圧力が抵抗と闘い、十分な充填が行われないなどの問題を防ぎます。
金型設計要素の評価
金型設計は非常に重要です。ゲートのサイズと位置、ランナー システムは非常に重要です。大きなゲートは抵抗を減らしますが、小さなゲートはより多くの圧力を必要とします。綿密に計画されたランナー システム6は、特にホット ランナー システムの場合、抵抗を大幅に削減できます。これらの低温システムと比較して、必要な圧力は 10 ~ 30 MPa 低くなります。
| 要素 | 圧力への影響 |
|---|---|
| ゲートサイズ | 大きなゲートにより圧力が軽減されます |
| ランナーシステム | ホット ランナーによる圧力の必要性の低減 |
金型トライアルの実施
テスト済みの配合に基づいて初期圧力から始めるのが私の通常のアプローチです。製品の充填品質を見ながら、5~10MPaずつ徐々に調整していきます。目標?フローマークや気泡などの欠陥がなく、完全に充填されたキャビティ。速度やその他の設定を調整しながら、今後の生産を効率化するために、金型や製品タイプごとに最適な圧力範囲を記録します。
高粘度の材料にはより高い射出圧力が必要です。真実
ポリカーボネートなどの材料は粘度が高いため、80~130MPaが必要です。
薄い壁には厚い壁よりも低い射出圧力が必要です。間違い
壁が薄いと抵抗が増加するため、より高い圧力 (80 ~ 140MPa) が必要になります。
射出圧力を設定する際によくある間違いは何ですか?
ワークショップで欠陥のある金型を見て、間違いについて考えているときに、間違いのために立ち止まったことはありますか?射出圧力の設定におけるよくある間違いが、このような問題を引き起こすことがよくあります。これらのエラーを理解することは、それらを回避するのに役立ちます。
射出圧力の設定でよくある間違いには、材料特性の無視、製品設計の詳細の見落とし、金型設計要素の忘れ、金型テストのスキップなどが含まれます。これらのエラーを修正すると、射出成形の結果がより良くなります。

材料特性を考慮していない
生地のことを考えずにクッキーを作ることを想像してみてください。射出成形の材料も同様です。それぞれにユニークな特徴があります。たとえば、ポリカーボネートは厚い生地に似ています。十分に流動するには、約 80 ~ 130 MPa のより高い圧力が必要です。逆に、ポリエチレンは溶けたバターのように流動し、必要な圧力ははるかに低くなります。
製品構造を忘れる
ピースがすべて揃っていない状態でパズルを組み立てるのはイライラします。製品構造の詳細を無視して成形すると、このようなことが起こります。厚い製品では、抵抗が少なくなるため、それほど大きな圧力を必要としない場合があります。課題は、薄いデザインや複雑なデザインにあります。電子機器の筐体など、薄い壁や扱いにくい角には正確な圧力が必要です。これがないと、溶接跡や充填不完全などの欠陥が発生します。
| 肉厚 | 推奨圧力範囲(MPa) |
|---|---|
| >5mm | 50-90 |
| <3mm | 80-140 |
金型設計要素の見落とし
ゲート サイズとランナー システムは重要な役割を果たします。ゲート サイズが大きいと、水門を開けるように材料が自由に流れます。ゲートが小さいほど、スムーズな流れを得るためにより多くの圧力が必要になります。
同様に、効率的なホット ランナー システムでは、コールド システムと比較して圧力を 10 ~ 30 MPa 下げることができます。
金型の試行と最適化を無視する
金型の試作を行わずに生産することは、地図を持たずに旅行を始めるようなものであり、危険を伴います。データを使ってテストを行い、少しずつ設定を調整していきます。スイートスポットを見つけることは、気泡やフローマークを避け、完璧なフィルを行うために不可欠です。
初期設定は経験的データに基づいて行う必要がありますが、金型試行中の微調整が重要です。
追加の考慮事項
成功したパラメータを文書化することが一貫性の鍵となります。それはおいしい料理のレシピを保存するようなもので、一貫して成功を再現するのに役立ちます。
これらのよくある間違いを回避することで、製品の品質とプロセスの効率が向上します。
さらに読むには、おそらくプロセスを強化する金型設計のヒント9
高粘度の材料には、より低い射出圧力が必要です。間違い
ポリカーボネートなどの高粘度の材料には、より高い射出圧力が必要です。
壁が厚いほど、より低い射出圧力が必要になります。真実
製品の壁が厚いほど、適切に充填するには通常、より低い射出圧力が必要になります。
結論
成形における最適な射出圧力は、材料の粘度、製品構造、金型の設計によって異なり、通常は 30 ~ 150 MPa の範囲であり、正確に調整するには経験的なテストが必要です。
-
さまざまなランナー システムが射出圧力と全体的な金型効率にどのような影響を与えるかを確認してください。 ↩
-
さまざまな粘度がさまざまな材料の射出圧力要件にどのような影響を与えるかを調べてください。 ↩
-
ポリカーボネートの特性について学び、なぜ高い射出圧力が必要なのかを理解してください。 ↩
-
材料の粘度を理解することは、適切な射出圧力を設定し、欠陥を回避するために重要です。 ↩
-
粘度を理解すると、さまざまな材料に対する適切な射出圧力を決定するのに役立ちます。 ↩
-
適切に設計されたランナー システムにより、抵抗が軽減され、圧力設定が最適化されます。 ↩
-
ベスト プラクティスを探ることは、効率と製品品質の向上につながります。 ↩
-
正しい射出圧力を設定し、充填品質を向上させるために粘度を理解することが重要である理由を学びましょう。 ↩
-
射出圧力設定を最適化し、一般的な欠陥を防ぐ実際的な金型設計戦略を検討します。 ↩




