

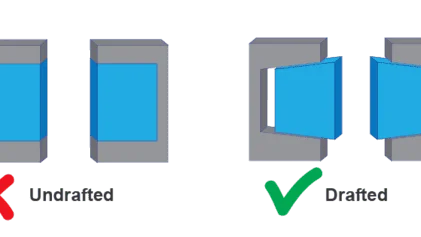
抜き勾配角度は些細なことのように思えるかもしれませんが、まさに射出成形界の縁の下の力持ちです。
抜き勾配は射出成形において非常に重要であり、通常は 0.5° ~ 3° の範囲です。材料の収縮と製品の複雑さを考慮することで、スムーズな脱型を保証し、欠陥を最小限に抑え、生産コストを最適化します。
しかし、これは氷山の一角にすぎません。抜き勾配の興味深い微妙なニュアンスと、抜き勾配が射出成形プロジェクトにどのような変化をもたらすかを一緒に探っていきましょう。
射出成形における抜き勾配の範囲は 0.5° ~ 3° です。真実
最適な抜き勾配は、材料の収縮、製品の複雑さ、金型の構造によって異なります。
材料特性は抜き勾配の選択にどのように影響しますか?
材料特性は、射出成形における抜き勾配の選択に大きく影響します。
収縮や流動性などの材料特性により、射出成形に最適な抜き勾配が決まります。高収縮材料では 1° ~ 2° の角度が必要になる場合がありますが、流動性の高い材料ではより小さい角度が可能です。これらの特性により、スムーズな脱型と最小限の欠陥が保証されます。
抜き勾配の決定における収縮の役割
最も重要な要素1、プラスチック材料の収縮率です。プラスチックは冷却中に収縮する傾向があり、適切に考慮しないと製品が金型内に固着する可能性があります。たとえば、収縮率が高いことで知られるポリエチレンやポリプロピレンなどの材料は、通常、取り外しを容易にするために 1° ~ 2° の範囲の大きな抜き勾配が必要です。
流動性が抜き勾配に与える影響
材料の流動性、つまり材料が流動して金型に充填される能力も、抜き勾配を決定する際に重要な役割を果たします。流動性の高い材料は、金型キャビティにスムーズに充填され、簡単に型から取り外されるため、より小さな抜き勾配が必要です。逆に、流動性が低い材料では、製品を損傷することなく簡単に排出できるようにするために、より大きな抜き勾配が必要になる場合があります。
抜き勾配の選択における材料特性の比較
| 材料 | 収縮率 | 一般的な抜き勾配角度 |
|---|---|---|
| ポリエチレン | 高い | 1° – 2° |
| ポリプロピレン | 高い | 1° – 2° |
| ABS | 適度 | 0.5° – 1° |
| ナイロン | 低い | <0.5° |
ケーススタディ: 抜き勾配に対する材料の影響
ポリエチレン製品と ABS プラスチック部品の例2 を考えてみましょうポリエチレン部品には少なくとも 1° の抜き勾配が必要ですが、ABS 部品は適度な収縮と優れた流動性により、0.5° の角度しか必要としない場合があります。
これらの材料特性を理解することで、設計者は抜き勾配を最適化し、欠陥の可能性を減らし、全体的な生産効率を向上させることができます。
ポリエチレンには少なくとも 1° の抜き勾配が必要です。真実
ポリエチレンは収縮率が高いため、通常 1° ~ 2° の角度が必要です。
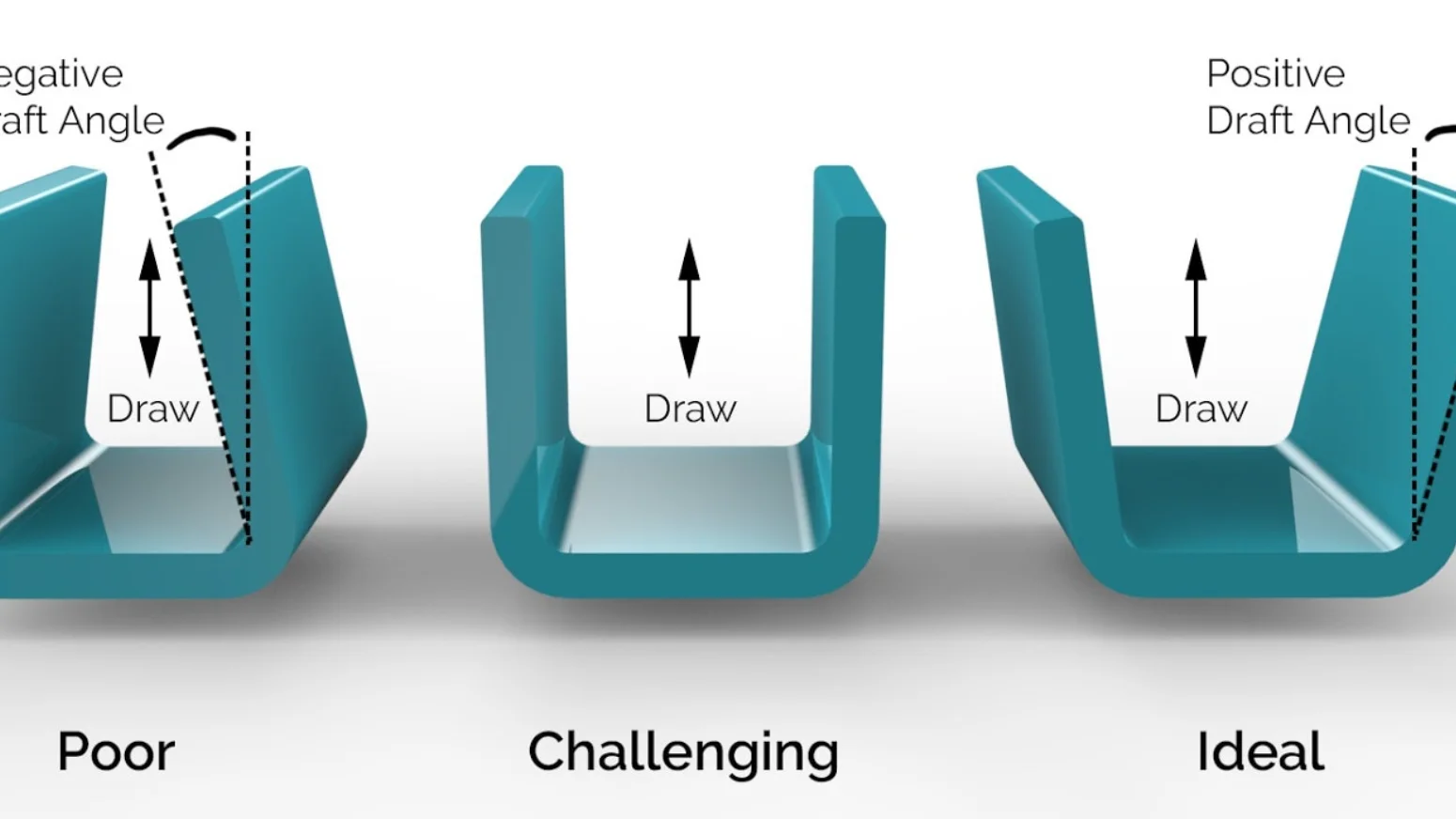
複雑な形状では、脱型時に大きな抜き勾配が必要になります。真実
複雑な形状では摩擦が増大するため、より大きな抜き勾配が必要になります。
単純な平面には 3° ~ 5° の抜き勾配が必要です。間違い
単純な平面には通常、0.5° ~ 1° の抜き勾配が必要です。
金型設計は抜き勾配要件にどのような影響を与えるのでしょうか?
金型設計の複雑さは抜き勾配の要件に大きく影響し、脱型の成功と製品の完全性に影響を与えます。
金型の設計は、金型の構造、表面仕上げ、および脱型力を考慮して抜き勾配の要件を決定します。適切な金型設計により抜き勾配が最適化され、脱型効率と製品品質が向上します。
金型設計の役割を理解する
金型の設計は、適切な抜き勾配要件を決定する上で重要な要素です。スライダー、ベベルトップ、表面仕上げなどの特定の設計要素を組み込むことで、金型設計者は抜き勾配を最適化し、脱型プロセスをよりスムーズに行うことができます。このセクションでは、これらの設計コンポーネントが抜き勾配の選択にどのような影響を与えるかを説明します。
金型構造とその影響
-
スライダーとベベルトップの使用: 金型設計におけるこれらのコンポーネントにより、より大きな抜き勾配の必要性が大幅に軽減されます。追加の離型力を提供することで、抜き勾配が最小限であっても製品をスムーズに取り出すことができます。
-
表面仕上げに関する考慮事項: 金型の表面仕上げを高くすると、抜き勾配を小さくすることができます。滑らかな表面により、離型時の摩擦が軽減され、製品がくっついたり損傷したりすることなく簡単に離型できます。
| 金型構造 | 抜き勾配への影響 |
|---|---|
| スライダー | より小さな角度が可能 |
| ベベルトップ | 脱型が容易 |
| 高仕上げ | 摩擦を軽減します |
効率的な脱型のための設計
金型設計プロセスでは、効率的な生産を確保するために、抜き勾配に影響を与えるすべての要素を慎重に考慮する必要があります。これには以下が含まれます。
- 製品形状の分析: 複雑な形状では、構造の完全性を確保しながら最適な抜き勾配を維持するための革新的な金型設計が必要となる場合があります。
- 材料の適合性の評価: さまざまな材料が金型表面と独特に相互作用するため、これらの変化に対応するために金型設計の調整が必要になります。
結論
構造コンポーネントと表面仕上げに注意を払って金型を綿密に設計することで、メーカーは抜き勾配を効果的に調整できます。これにより、脱型プロセスの効率が向上するだけでなく、射出成形製品の全体的な品質とコスト効率も向上します。金型設計の影響を調査すると、抜き勾配要件を形成し、製造を確実に成功させる上で金型設計が極めて重要な役割を果たしていることがさらに明らかになります。
金型の構造コンポーネント5 がどのように影響するかを調査するか表面仕上げの高い金型6の利点を理解すること。
スライダーを使用すると、より大きなドラフト角度の必要性が軽減されます。真実
スライダーは追加の脱型力を提供し、より小さな角度を可能にします。
高い表面仕上げにより、抜き勾配の要件が増加します。間違い
高度な表面仕上げにより摩擦が軽減され、より小さな角度が可能になります。
図面に抜き勾配をマークする一般的な方法は何ですか?
抜き勾配角度は射出成形でスムーズな脱型を実現するために重要であり、図面上の正確なマーキングは不可欠です。
図面上の抜き勾配角度は、通常、「1.5°」などの直接角度表記、または 1° 角度の「1:50」などの傾斜表現を使用してマークされます。これらの方法により、明確なコミュニケーションが保証され、製造エラーが防止されます。
正確な抜き勾配マーキングの重要性
技術図面上の抜き勾配マーキングは、射出成形プロセス7 。正確なマーキングにより、金型の設計者や製造者は、製品の品質低下や生産コストの増加につながる可能性のあるエラーを回避できます。
直接角度の表記
抜き勾配をマークする最も簡単な方法の 1 つは、直接表記することです。ここで、抜き勾配は、例えば「抜き勾配1.5°」のように図面上に明示される。この方法は単純で曖昧さを最小限に抑え、関係者全員が仕様を明確に理解できるようにします。
長所:
- わかりやすい
- 誤解のリスクを軽減
短所:
- 混乱を避けるために、配置と方向に細心の注意が必要です
傾斜の表現
勾配法では、勾配角度を表すために比率が使用されます (たとえば、勾配 1° の場合は「1:50」)。このテクニックは、角度の勾配を視覚的に表すため、斜面に慣れている人にとってはより直感的です。
長所:
- 角度を視覚的に表現します
- 視覚的なガイダンスが有益な複雑な設計に役立ちます
短所:
- 勾配比の理解が必要
| 方法 | 例 | 利点 |
|---|---|---|
| 直接角度の表記 | 1.5° | シンプルかつ明確 |
| 傾斜の表現 | 1:50 | 複雑な構造も直感的に操作可能 |
効果的な抜き勾配マーキングに関する考慮事項
設計の複雑さ8や製造チーム間のコミュニケーションの誤りの可能性などの要因を考慮することが不可欠です
- 細部への注意: 誤解を防ぐために、角度が一貫して目に見えるようにマークされていることを確認してください。
- 明確なコミュニケーション: 珍しいマーキングを説明したり、方法を切り替える場合には、図面上のメモや凡例を使用します。
これらの方法とその応用を理解することは、射出成形プロジェクトの効率と成功に大きな影響を与える可能性があります。
直接角度の表記は、傾きの表記よりも常に明確です。間違い
直接表記は簡単ですが、複雑なデザインでは傾斜がより明確になります。
傾斜表現は、複雑なデザインで視覚的なガイドとして役立ちます。真実
勾配比は勾配を視覚的に表し、複雑な設計の理解を助けます。
結論
抜き勾配を理解することで、生産効率と製品の品質を大幅に向上させることができます。これらの洞察を適用して、射出成形の実践を向上させましょう。
-
抜き勾配の選択に影響を与えるさまざまな要因を詳しく調べます。: 抜き勾配の選択には、いくつかの要因が影響します。これらの要素には、壁の厚さ、壁の深さ、収縮率、材料の選択などが含まれます。 ↩
-
さまざまな材料が抜き勾配のニーズにどのように影響するかを学びます。壁の厚さ、材料の選択、突き出し、収縮率、仕上げ/質感、壁の深さ、製造能力などの要素がすべて影響します。 ↩
-
複雑な製品形状が必要な抜き勾配をどのように決定するかを学びましょう。: 部品を設計するときは、できるだけ多くの抜き勾配を適用します。一般的な経験則では、キャビティの深さ 1 インチあたり抜き勾配 1 度ですが、これは状況によって変化する可能性があります。 ↩
-
複雑な設計に対してより小さい抜き勾配を可能にする金型の適応を発見します。: 部品の全体的な形状を考慮します。複雑な形状や複雑な詳細では、成形性を維持するために肉厚の調整が必要になる場合があります… ↩
-
スライダーとベベルトップがどのように抜き勾配を減らすかを調べてください。: 反りの低減: 射出成形中、不均一な金型温度や不均一なプラスチックの溶融が製品の変形を引き起こす可能性があります。ちゃんとした … ↩
-
表面仕上げによってどのように脱型が容易になるかを理解します。同様に、金型キャビティへの充填が速くなると、ウェルド ラインの視認性が低下する可能性があります。したがって、プラスチック仕上げの全体的な外観が向上します。 ↩
-
抜き勾配角度が射出成形の効率と品質にどのように影響するかを確認します。: 抜き勾配を使用して射出成形部品を改善します。適切なドラフト (部品をより簡単にリリースできるようにするためにわずかなテーパー) を早期に適用すると、時間を節約できます。 ↩
-
複雑な設計が抜き勾配の決定にどのように影響するかを学びます。: 抜き勾配を選択する際には、数多くの要素が関係します。これらには、壁の厚さ、深さ、収縮率、材料の選択、部品の複雑さ、仕上げなどが含まれます。 ↩




