

射出成形の複雑なプロセスを体験する旅にご参加ください。適切な射出圧力をかけることで、このプロセスは輝きを放ちます。まさに魔法がここにあります。.
射出成形に最適な圧力は、材料特性、製品構造、金型設計によって異なります。通常、圧力は30~150MPaです。粘度や流動性などの要因がこの圧力に影響します。金型試作における試験と調整は、適切な圧力を見つけるのに役立ちます。実際の試験は非常に重要です。.
射出成形について学び始めた時、私はとても驚きました。圧力のわずかな変化が、最終製品を劇的に向上させたり、台無しにしたりするのです。これは単なる数字の問題ではありません。芸術と科学の両方が関わっています。材料の厚さや製品の複雑な設計といった細部を理解する必要があります。ポリカーボネート(PC)を使ったプロジェクトを覚えています。この材料は厚みがあり、金型の隅々まで適切に充填するには、約80~130MPaという高い圧力が必要でした。.
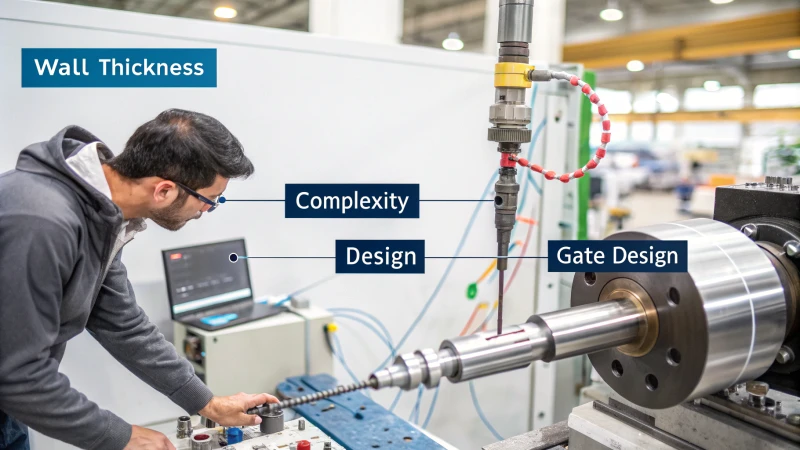
金型設計は非常に重要です。ゲートのサイズと位置は、必要な圧力に大きな影響を与えます。複雑な内部部品を持つ製品で、難しい問題に直面しました。製品にミスなく完全に充填するために、ゲートの設計を変更する必要がありました。これらの経験から、最適な射出圧力を見つけるのはどのプロジェクトでも同じではないことがわかりました。特別なアプローチが必要で、何度も試行錯誤を繰り返し、非常に精密な変更を加える必要があるのです。.
最適な射出圧力は常に 100MPa です。.間違い
最適な圧力は材料や金型の設計によって異なり、100MPa に固定されるわけではありません。.
経験的テストは注入圧力を決定するのに役立ちます。.真実
金型試験中のテストは射出圧力の最適化に役立ちます。.
材料の粘度は射出圧力にどのように影響しますか?
射出成形において、材料によってはより高い圧力が必要となる理由について考えたことはありますか?粘度と射出圧力の興味深い世界を探検してみましょう!
成形における射出圧力の選択において、材料の厚さは非常に重要です。厚い材料は薄い材料よりも金型への充填に高い圧力が必要です。高い圧力をかけることで、金型への充填が適切に行われ、良質な製品が保証されます。.

材料の粘度を理解する
粘度は、射出成形において、目立たないながらも重要な役割を果たします。ポリカーボネートを初めて使った時のことを覚えています。この材料は粘度が高く、まるでストローで蜂蜜を押し出すような感じです。金型の隅々まで充填するには、高い圧力をかける必要があります。対照的に、ポリエチレンのような低粘度の材料は水のように、ほとんど力を入れずに滑り込んでいきます。.
流動性の役割
流動性は興味深い視点を提供します。ビュッフェの列が2つあるパーティーを想像してみてください。遅い列では、人々は料理を選ぶのに長い時間がかかります。これは、流動性の低い材料が流れ、移動させるにはより多くの圧力を必要とすることに似ています。一方、ポリスチレンは、より少ない圧力でも、速く流れる列のようにスムーズに流れます。.
| 材料 | 粘度 | 射出圧力(MPa) |
|---|---|---|
| ポリカーボネート | 高い | 80-130 |
| ポリエチレン | 低い | 30-80 |
| ポリスチレン | 適度 | 40-90 |
製品構造の分析
製品デザインは旅行の計画に例えることができます。厚肉の製品を設計するのは、広い高速道路を運転しているようなもので、最小限の圧力で安定して走行します。一方、薄肉の製品は曲がりくねった山道に似ており、滑らかさを保つにはより多くの力(または圧力)が必要です。.
金型設計の考慮事項
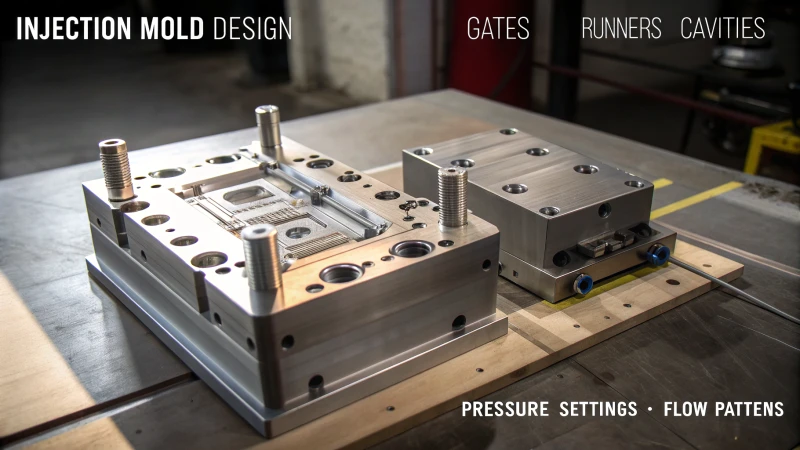
金型設計にはゲートのサイズと位置が重要です。大きなゲートは開いたコンサートホールの扉のような形状で、少ない圧力で容易に進入できます。一方、小さなゲートは開いた扉が数枚しかないような形状で、ボトルネックを防ぐためにより大きな力が必要になります。.
優れたランナーシステム1は滑らかな経路のように機能し、抵抗を低減し、必要な圧力を低減します。かつて、ホットランナーシステムに切り替えたところ、圧力が20MPaも低下しました。まるで加工を容易にする近道を見つけたかのようでした。
金型試作と最適化
圧力を適切に調整するのはまさに芸術です。まずは経験に基づいた推測から始め、試行錯誤を繰り返しながら改良を重ねていきます。まるで料理で火加減を調整して完璧な煮込み具合を実現するのを彷彿とさせます。射出速度や保持圧力といった要素を微調整することで、予想外のトラブルなく理想的な製品が生まれます。.
粘度が射出圧力2、私のアプローチは大きく変わりました。まるで最高品質の製品を効率的に製造するための秘密のレシピのようです。この知識は、ジャッキーをはじめ、すべてのデザイナーにとって大きなメリットです。
高粘度材料にはより高い射出圧力が必要です。.真実
ポリカーボネートのような材料は流れに対する抵抗が大きいため、より高い圧力が必要になります。.
肉厚の厚い製品には、より高い射出圧力が必要です。.間違い
壁が厚いほど抵抗が少なくなり、成形時の圧力が低くなります。.
製品構造は射出圧力にどのように影響しますか?
製品の製造時に様々な圧力が必要な理由について考えたことはありますか?製品の形状を適正にするために、様々な圧力が必要となることがよくあります。製造工程において、様々な圧力をかけることで、精緻なデザインを形作ることができます。素材によっては高い圧力の方が適しているものもあれば、低い圧力で済むものもあります。メーカーはこれらの技術を頻繁に使用しています。この方法により、最終製品の品質が向上します。.
製品構造は、製造において必要な射出圧力を設定する上で非常に重要です。肉厚、複雑さ、ゲート設計は、材料の動きに影響を与えます。この動きは効率を左右し、最終製品の品質にも影響を与えます。.
材料特性の探究
粘度と流動性
様々な材料を扱い始めた当初、粘度と流動性は理論以上のものとなりました。ポリカーボネート3、その粘性から、金型への充填に80~130MPa程度の大きな圧力を必要とすることがよくありました。一方、ポリエチレンのような低粘度材料は挙動が異なり、30~80MPa程度のはるかに低い圧力で容易に流動します。
かつては40~90MPaで容易に金型に流れ込むポリスチレンを使っていました。しかし、強化プラスチックは硬くて、充填をスムーズにするために150MPaまで圧力を上げた時期もありました。.
製品構造を理解する
壁の厚さ
壁の厚さには驚かされることがよくあります。製品の壁の厚さは圧力要件に直接影響します。
| 壁の厚さ | 圧力範囲 |
|---|---|
| より厚い壁 | 必要な圧力が少ない |
| 薄い壁 | より多くの力が必要 |
壁が厚いほど圧力が少なくて済みます。壁が薄い場合は、完全に充填するためにより多くの力が必要です。.
複雑
電子機器の筐体の複雑な設計は、私にとってしばしば挑戦の種となります。厄介な溶接跡を避けるために、通常は最大150MPaの圧力が必要です。.
金型設計スキル
ゲートのサイズと位置
ゲートのサイズと位置は金型設計において重要な役割を果たします。
- ゲートが大きいほど、圧力が低くても流れやすくなります。
- ゲートが小さいほど、より高い圧力が必要になります。
- ゲートの配置も重要です。位置が悪いとプロセスが台無しになります。.
ランナーシステムは圧力要件に大きく影響します。様々な設計を試した結果、スマートな設計によってコールドシステムに比べて圧力を大幅に削減できることが分かりました。.
テストを通じて改善する
各プロジェクトは、データを用いて初期圧力を設定することから始まります。5~10MPaずつ調整しながら、すべてが完璧に整列し、欠陥がなくなるまで何度も確認を繰り返すプロセスです。
変更を加えるたびに、圧力を最適化するための新たなコツが生まれ、将来のプロジェクトを簡素化できます。微調整がうまくいった瞬間は、設計と製造の熟練度を追求する上で、私にとって大きな節目となります。
高粘度材料にはより高い射出圧力が必要です。.真実
ポリカーボネートのような材料を金型に充填するには 80 ~ 130 MPa が必要です。.
壁が薄ければ、射出圧力は低くなります。.間違い
薄い壁は急速に冷却するため、キャビティを完全に充填するには 80 ~ 140 MPa が必要です。.
射出圧力設定において金型設計が重要なのはなぜですか?
金型設計が射出成形作業に実際にどのように役立つか、あるいは破壊するかについて考えたことはありますか?
金型設計は、射出圧力設定において重要な役割を果たします。金型設計は、材料の動きと金型内への充填に影響を与えます。設計を理解することで、適切な圧力設定が可能になります。キャビティを完全に充填するには、適切な圧力が必要です。これにより、欠陥を回避し、効率と品質の両方を向上させることができます。.
材料特性の役割
初めてポリカーボネートを使った時のことを覚えています。まるで頑固な動物と格闘しているような気分でした!この素材は流動抵抗が大きいので、金型に充填するだけで圧力を上げて、時には130MPaまで上げなければなりませんでした。それとは対照的に、ポリエチレンは扱いやすく、流動性が高いため、30~80MPa程度の圧力で済みました。.
粘度4といった材料特性を考慮する必要があります。粘度の高い材料は金型キャビティへの充填に高い圧力を必要とし、粘度の低い材料は低い圧力で済みます。
| 素材の種類 | 粘度 | 圧力範囲(MPa) |
|---|---|---|
| ポリカーボネート(PC) | 高い | 80-130 |
| ポリエチレン(PE) | 低い | 30-80 |
製品構造分析
製品構造の研究は、私が決して怠らないことです。かつて、壁厚わずか2mmのハウジングに取り組んだことがあります。この薄い壁はすぐに冷えてしまうため、型枠に適切に充填するには140MPa近くの圧力が必要でした。壁厚8mmの別のプロジェクトでは、70MPa程度の圧力で十分でした。.
設計者は製品構造を分析し、適切な射出圧力を設定する必要があります。肉厚は重要な役割を果たします。肉厚が厚いほど抵抗が減り、必要な圧力も少なくなりますが、肉厚が薄いほど急速冷却と流動抵抗の増加により、より高い圧力が必要になります。.
金型設計要因
ゲートのサイズと位置はすべてを変えます。かつて私は、複雑な設計において小さなゲートが及ぼす影響を過小評価していました。この経験から、射出圧力について重要な教訓を得ました。今では、ゲートを適切に配置するだけで均一な充填が得られ、多くの労力を節約できるため、ゲートの位置には細心の注意を払っています。.
ランナーシステムを決して無視しないでください!初めて粗いランナーシステムを使った時は、まるでストローでシロップを押し出すような感覚でした。滑らかで短いランナーは抵抗を減らし、圧力を低く抑えられることを実感しました。.
ゲートのサイズと位置は、射出圧力の管理において非常に重要です。ゲートが大きいほど溶融抵抗が低減し、必要な圧力も低くなりますが、ゲートが小さいほど高い圧力が必要になります。さらに、ゲートの位置が適切であれば、キャビティへの充填も均一になります。
ランナーシステムの設計(長さ、直径、表面粗さ)も、メルトフロー抵抗に影響を与えます。
金型試作と最適化
最初は金型の試作に不安を感じていましたが、基本的な計算式を使い、5~10MPaずつ調整することで最適な設定を見つけられることがすぐに分かりました。微調整は品質を大幅に向上させただけでなく、将来の作業に役立つデータも得られました。.
初期の射出圧力設定は経験式を用いて推定し、金型試作中に調整することができます。段階的な調整(5~10 MPaの増分)により、キャビティが欠陥なく完全に充填される最適な設定を実現できます。.
ポリカーボネートにはポリエチレンよりも高い射出圧力が必要です。.真実
ポリカーボネートは粘度が高く、80 ~ 130 MPa が必要ですが、ポリエチレンでは 30 ~ 80 MPa が必要です。.
金型の壁が厚くなると、より高い射出圧力が必要になります。.間違い
壁が厚いほど抵抗が減り、薄い壁に比べて必要な圧力が少なくなります。.
金型試験で圧力を最適化するにはどうすればいいですか?
金型試作における圧力調整は、製品の品質を「良好」から「優秀」へと向上させます。このプロセスは非常に重要です。ここでは、私がどのように取り組んでいるかをご紹介します。.
圧力設定に適した金型テストをうまく行うために、材料の挙動を研究し、製品の形状を観察し、金型のレイアウトを確認します。そして、ゆっくりと設定を変えながら結果を確認します。こうすることで、圧力を調整し、製品の品質を向上させることができます。そう、品質向上です。.

材料特性の理解
金型試験を研究する中で、厚みや伸びの良さといった材料特性がいかに重要かを学びました。例えば、ポリカーボネートよう、80~130MPaといった高い射出圧力が必要です。一方、ポリエチレンのような流動性の高い材料は、30~80MPaで十分です。伸びの良い材料は、低い圧力で隙間を埋めることができます。しかし、そうでない材料は、良好な充填のためにより高い圧力が必要になることがよくあります。
製品構造の分析
製品設計によって圧力要件は大きく変わります。特に壁厚は重要な要素です。壁が厚いほど抵抗は少なく、5~10mmの壁であれば50~90MPaで済みます。3mm未満の薄い壁の場合は、より多くの圧力が必要になります。80~140MPaという高い圧力をかけることで抵抗を抑え、充填不足などの問題を回避できます。.
金型設計要因の評価
金型設計は非常に重要です。ゲートのサイズと位置、そしてランナーシステムは非常に重要です。ゲートが大きいほど抵抗は減少しますが、ゲートが小さいほど圧力が必要になります。適切に設計されたランナーシステム6は、特にホットランナーシステムにおいて抵抗を大幅に削減できます。ホットランナーシステムは、コールドシステムと比較して必要な圧力を10~30MPa低減します。
| 要素 | 圧力への影響 |
|---|---|
| ゲートサイズ | ゲートが大きいほど圧力が下がる |
| ランナーシステム | ホットランナーは圧力要件を低減 |
カビ試験の実施
試験済みの配合に基づいた初期圧力から始めるのが、私の通常のアプローチです。製品の充填品質を注意深く監視しながら、5~10MPaずつ徐々に調整していきます。目標は、フローマークや気泡などの欠陥のない、完璧なキャビティ充填です。速度などの設定を調整しながら、金型と製品の種類ごとに最適な圧力範囲を記録し、将来の生産効率を高めます。.
高粘度材料にはより高い射出圧力が必要です。.真実
ポリカーボネートなどの材料は粘度が高いため、80~130MPa が必要です。.
薄壁の場合は厚壁よりも低い射出圧力が必要です。.間違い
薄い壁では抵抗が増加するため、より高い圧力 (80 ~ 140 MPa) が必要になります。.
射出圧力を設定する際によくある間違いは何ですか?
工場で、欠陥のある金型を見ながら、その間違いについて考え込んでしまった経験はありませんか?よくある射出圧力の設定ミスが、こうした問題を引き起こす原因です。これらのミスを理解することで、ミスを回避できます。.
射出圧力の設定においてよくあるミスには、材料特性の無視、製品設計の詳細の見落とし、金型設計要因の忘れ、金型テストの省略などがあります。これらのエラーを修正することで、射出成形の結果はより良くなります。.

材料特性を考慮しない
生地のことを考えずにクッキーを作ることを想像してみてください。射出成形に用いられる材料はどれも似たようなものですが、それぞれ独自の特性を持っています。例えば、ポリカーボネートは濃厚な生地のような形状で、流動性を高めるには80~130MPa程度の高い圧力が必要です。一方、ポリエチレンは溶けたバターのように流動性が高く、はるかに低い圧力で済みます。.
製品構造を忘れる
ピースが全部揃っていないパズルを組み立てるのは、とてもイライラします。これは、成形時に製品構造の詳細を無視した場合に起こります。厚みのある製品であれば、抵抗が少ないため、それほど大きな圧力は必要ないかもしれません。問題は、薄型や複雑なデザインです。電子機器の筐体のように、薄い壁や複雑な角には正確な圧力が必要です。圧力が不足すると、溶接跡や充填不良などの欠陥が発生します。.
| 壁の厚さ | 推奨圧力範囲(MPa) |
|---|---|
| 5mm以上 | 50-90 |
| 3mm未満 | 80-140 |
金型設計要因の見落とし
ゲートサイズとランナーシステムは重要な役割を果たします。ゲートサイズが大きいほど、水門が開いたように材料が自由に流れます。ゲートサイズが小さいほど、スムーズな流れを実現するために高い圧力が必要になります。.
同様に、効率的なホットランナーシステムは、コールドシステムと比較して圧力を 10 ~ 30 MPa 低減できます。.
金型試験と最適化を無視する
金型の試作なしに生産するのは、地図なしで旅に出るようなものです。リスクを伴います。私はデータを基にテストを行い、設定をゆっくりと調整していきます。完璧な充填を実現し、気泡やフローマークを回避するには、最適なポイントを見つけることが不可欠です。.
初期設定は経験的データに基づく必要がありますが、金型試験中の微調整が重要です。.
追加の考慮事項
成功したパラメータを文書化することは、一貫性を保つための鍵です。これは、おいしい料理のレシピを保存するのと同じで、成功を一貫して再現するのに役立ちます。.
これらのよくある間違いを避けることで、製品の品質とプロセスの効率が向上します。.
さらに詳しく読むには、おそらくプロセスを強化するの金型設計のヒント9
高粘度材料には低い射出圧力が必要です。.間違い
ポリカーボネートのような高粘度材料には、より高い射出圧力が必要です。.
壁が厚くなると、射出圧力が低くなります。.真実
通常、製品の壁が厚い場合は、適切に充填するために、より低い射出圧力が必要です。.
結論
成形における最適な射出圧力は、材料の粘度、製品構造、金型設計によって異なり、通常は 30 ~ 150 MPa の範囲で、正確な調整には実験的なテストが必要です。.
-
さまざまなランナー システムが射出圧力と全体的な金型効率にどのように影響するかを確認します。. ↩
-
さまざまな材料の射出圧力要件に異なる粘度がどのように影響するかを調べます。. ↩
-
ポリカーボネートの特性について学び、なぜ高い射出圧力が必要なのかを理解しましょう。. ↩
-
適切な射出圧力を設定し、欠陥を回避するには、材料の粘度を理解することが重要です。. ↩
-
粘度を理解することは、さまざまな材料に適切な射出圧力を決定するのに役立ちます。. ↩
-
適切に設計されたランナー システムは抵抗を減らし、圧力設定を最適化できます。. ↩
-
ベストプラクティスを探求することで、効率と製品品質の向上につながります。. ↩
-
正しい射出圧力を設定し、充填品質を向上させるために粘度を理解することがなぜ重要なのかを学びます。. ↩
-
射出圧力設定を最適化し、一般的な欠陥を防ぐ実用的な金型設計戦略を検討します。. ↩






