

製造中にポリプロピレン部品が潰れて困った経験はありませんか?そんな経験はあなただけではありません。こうした潰れの背後にある微妙なニュアンスを理解することで、コストのかかるミスを回避できます。.
射出成形されたポリプロピレン部品は、材料の収縮、流動性の低下、射出圧力の不足、不適切な金型設計などの問題により、型崩れを起こす可能性があります。これらの要因に対処することは、部品の完全性を維持するために不可欠です。.
ポリプロピレン製造の複雑な世界を詳しく調べて、これらの課題に寄与する主な要因を明らかにしましょう。.
壁の厚さが不均一だとポリプロピレン部品が崩れてしまいます。.真実
壁の厚さが不均一だと冷却差が生じ、内部応力が生じて崩壊の原因となります。.
材料の収縮はポリプロピレン部品にどのような影響を与えますか?
材料の収縮は、ポリプロピレン部品の品質と完全性に影響を与える重要な要素です。その影響を理解することが、崩壊を防ぐ鍵となります。.
ポリプロピレン部品の材料収縮は構造的な弱点につながり、製造後に破損を引き起こす可能性があります。これは、材料固有の特性と射出成形時のプロセス変動によって発生します。.

ポリプロピレンの収縮特性を理解する
収縮特性が知られており、成形部品の最終寸法と安定性に大きな影響を与える可能性があります。通常、ポリプロピレンの収縮率は1.5%から3%です。この差は、使用するポリプロピレンのグレードによって異なります。適切に考慮されない場合、収縮は寸法誤差1や部品の崩壊につながる可能性があります。
ポリプロピレンにはグレードによって収縮率が異なります。メーカーは、想定される用途と性能要件に基づいて材料を慎重に選定する必要があります。設計や工程の調整をせずに、収縮率の高いグレードを選択すると、収縮のリスクが高まります。.
寸法安定性への影響
収縮は部品の寸法安定性に影響を与え、規定の公差からの逸脱につながる可能性があります。これは、高精度が求められる部品では特に問題となります。例えば、壁厚の不均一性は収縮の影響を悪化させる可能性があり、厚い部分は薄い部分よりも冷却が遅く、収縮が大きくなります。この冷却の不均一性は内部応力を引き起こし、部品の構造的完全性を損なう可能性があります。
収縮の影響を軽減するためのプロセス調整
収縮の影響を軽減するために、メーカーはいくつかのプロセス調整を実施できます。
- 材料の選択: 部品の用途に適した、予測可能な収縮特性を持つポリプロピレン グレードを選択します。
- 金型設計: 部品全体の壁の厚さを均一にして、冷却差と収縮を減らします。
- プロセス パラメータ: 射出圧力と温度を最適化して、流量と冷却速度を効果的に制御します。
これらの要因を徹底的に理解することで、製造業者は潜在的な問題を予測し、部品の整合性を維持するために情報に基づいた決定を下すことができます。.
監視と品質管理措置
堅牢な品質管理対策2は、製造工程の早い段階で収縮関連の欠陥を検出する上で不可欠です。寸法分析、目視検査、非破壊検査などの技術を用いることで、崩壊しやすい箇所を特定し、タイムリーな調整を行うことができます。
観察された収縮パターンに基づいて定期的な監視と調整を行うことで、最終製品が品質基準と機能要件を満たすことが保証されます。.
ポリプロピレンの収縮は構造上の弱点につながります。.真実
収縮は寸法と安定性に影響を及ぼし、崩壊を引き起こす可能性があります。.
壁の厚さが不均一だとポリプロピレンの収縮効果が低下します。.間違い
厚さが不均一だと冷却差が大きくなり、収縮が悪化します。.
射出圧力は部品の完全性にどのような役割を果たすのでしょうか?
射出圧力はポリプロピレン部品の構造的完全性を確保する上で極めて重要な要素であり、部品の強度と耐久性に直接影響を及ぼします。.
射出圧力は、溶融ポリプロピレンが金型キャビティを完全に充填することを保証し、欠陥の発生を防ぎ、部品の完全性を確保します。射出圧力が低いと、充填が不完全になり、内部の強度が低下し、ひび割れが発生する可能性があります。.
ポリプロピレン成形における射出圧力の重要性
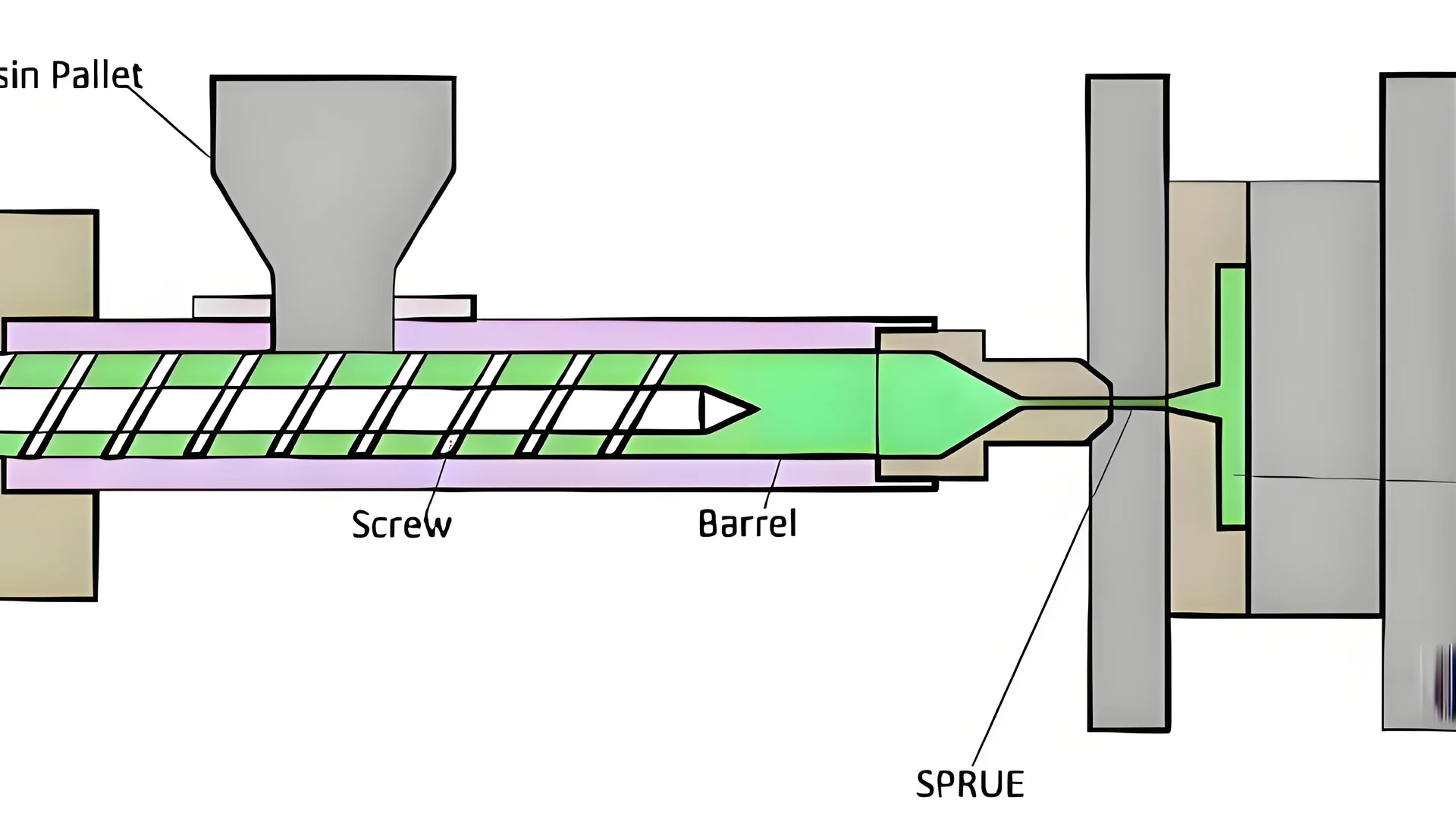
射出成形において、溶融ポリプロピレンが金型キャビティに十分に充填されるには、射出圧力が非常に重要です。この圧力は、抵抗を克服し、金型の隅々まで材料が流れ込むようにするために、十分に高くなければなりません。射出圧力が低すぎると、充填が不完全になり、部品が冷却すると強度が低下し、場合によっては破損する恐れがあります。.
構造健全性への影響
溶融ポリプロピレンを金型に注入する際の圧力が不十分だと、特に複雑な形状や精巧な設計の場合、材料が金型全体に行き渡らないことがあります。この材料分布の不足により、部品内に空隙や脆弱な部分が生じ、応力を受けた際や取り扱い中に部品が潰れやすくなります。射出圧力を高めることで、金型の微細な部分にも材料が確実に充填され、部品全体の強度が向上します。.
最適な結果を得るための射出圧力の調整
-
部品設計の考慮事項
部品の形状と複雑さは、必要な射出圧力に大きく影響します。例えば、薄肉で複雑な設計の場合、欠陥なく完全に充填するためには高い圧力が必要になることがあります。逆に、よりシンプルな設計では、それほど高い圧力は必要ないかもしれません。.
-
材料特性
ポリプロピレンのグレードによって、流動性と収縮特性は異なります。例えば、高流動性のグレード3は、粘度の高いグレードよりも低い圧力で金型への充填が容易です。
-
金型構成
ゲートの数やサイズ、ベントシステム、冷却チャネルなどの要因は、金型全体への圧力の効率に影響を与える可能性があります。適切な金型設計は、これらの要因を管理し、圧力の均一な分散を確保するのに役立ちます。.
圧力と他の変数のバランスをとる
射出圧力を高めることで部品の完全性を向上させることができますが、保持時間や冷却速度といった他のパラメータとのバランスを取ることも重要です。過剰な圧力は、内部応力の増加やバリ発生といった問題を引き起こす可能性があります。.
これらの要素を体系的に調整し、バランスをとることで、ポリプロピレン部品の品質と性能を大幅に向上させることができます。各要素を詳細に評価することで、生産効率と費用対効果を維持しながら、崩壊を防ぐための的確な改善が可能になります。.
高い射出圧力により金型充填不良を防止します。.真実
高圧により溶融ポリプロピレンが金型に完全に充填され、欠陥が回避されます。.
低い射出圧力によりポリプロピレン部品が強化されます。.間違い
圧力が低いと充填が不完全になり、部品に弱点が生じる可能性があります。.
金型設計はなぜ崩壊防止に重要なのでしょうか?
ポリプロピレン部品の構造崩壊を防ぎ、耐久性と機能を確保するには、適切に設計された金型が不可欠です。.
ポリプロピレン部品の型崩れを防ぐには、肉厚の均一性、ゲートの位置、排気効率といった要素を考慮した金型設計が不可欠です。適切な金型設計は、材料の均一な分布を確保し、内部応力を低減し、部品の安定性を向上させます。.

均一な壁厚の重要性
金型設計における基本的な要素の一つは、部品の肉厚を均一に保つことです。ポリプロピレン部品の肉厚が不均一な場合、冷却速度と収縮率は部品全体で大きく異なります。肉厚の厚い部分は冷却が遅く、収縮が大きくなるため、内部応力が生じ、型から取り出す際に型崩れを引き起こす可能性があります。.
この問題を軽減するために、設計者は部品全体にわたって均一な肉厚を目指す必要があります。肉厚のばらつきが避けられない場合は、リブや遷移フィレットなどの構造的特徴を取り入れることで、応力をより均等に分散させ、崩壊リスクを軽減できます。.
均一な材料の流れを実現するゲート配置
ゲートの位置は、金型設計において部品の品質に影響を与える重要な要素です。ゲートの位置が不適切だと、材料の分布が不均一になり、部品のさまざまな部分で材料が不足したり過剰になったりする可能性があります。冷却段階でのこの不均一性は、多くの場合、成形品の崩壊につながります。.
設計者は、ポリプロピレンの流動特性と部品の形状を慎重に考慮し、均一な充填を確保できるゲート位置を選択する必要があります。例えば、戦略的な位置にゲートを配置することで、バランスの取れた流路を実現し、潜在的な弱点を最小限に抑えることができます。.
効率的な排気システム
金型からの効率的なガス排出は、材料の流れを阻害し、充填不足につながる高圧領域の発生を防ぐために不可欠です。排気設計が不十分だと、空気が閉じ込められ、圧縮が発生し、冷却後に型が崩壊する恐れがあります。.
パーティング面間の排気溝やベントなど、綿密に設計された排気システムを導入することで、ガスをスムーズに排出できます。これにより、材料の分散性が向上するだけでなく、部品全体の安定性にも貢献します。.
金型設計技術4、これらの戦略を実際にどのように実装できるかについての理解を深めましょう。金型設計におけるこれらの重要な要素に焦点を当てることで、メーカーはポリプロピレン部品の構造的完全性を大幅に向上させることができます。
均一な壁厚により部品の崩壊を防止します。.真実
壁の厚さを一定にすることで、応力と収縮の差が軽減されます。.
ゲートの位置が不適切だと材料不足につながります。.真実
ゲートの配置が不適切だと、材料の分布が不均一になります。.
冷却時間は構造の安定性にどのような影響を与えるのでしょうか?
冷却時間は射出成形において重要な要素であり、ポリプロピレン部品の構造的安定性に影響を与えます。.
適切な冷却時間によりポリプロピレン部品が完全に固まり、冷却不足による崩壊のリスクが軽減されます。.
冷却時間の科学
射出成形の世界では、冷却時間は極めて重要なパラメータです。ポリプロピレン部品の凝固の程度と、その後の構造安定性に直接影響します。冷却が不十分だと材料が半固体状態になり、重量や応力によって崩壊する可能性が高くなります。逆に、冷却が過剰だと生産サイクルが長くなり、効率に影響を与える可能性があります。
材料の凝固
冷却段階では、溶融状態から固体状態への遷移が起こります。この段階は、成形品の最終的な強度と安定性を決定するため、非常に重要です。冷却が不十分だと、部品の一部が完全に凝固せず、崩壊しやすい弱点が生じる可能性があります。.
| 冷却シナリオ | 結果 |
|---|---|
| 冷却不足 | 部分的に固化した部分、崩壊の危険 |
| 最適な冷却 | 完全な凝固、構造の完全性 |
| 過度の冷却 | サイクルタイムの増加、効率の低下 |
最適な冷却のための考慮事項
- 部品の厚さ:厚い部分は均一な凝固を確保するために長い冷却時間が必要です。薄肉部品は冷却が速くなりますが、反りや収縮を防ぐために注意が必要な場合があります。
- 金型温度:適切な金型温度を維持することで、部品から熱が効率的に除去され、均一な冷却が促進されます。
- 冷却チャネル:金型内の適切に設計された冷却チャネルは、熱放散を強化し、部品全体の冷却を均一にします。
効率と品質のバランス
構造的な破損を防ぐために十分な冷却時間を確保することは不可欠ですが、メーカーは効率的な生産速度を維持するという課題にも直面しています。このバランスは、以下の方法で実現できます。
- 冷却チャネル設計を最適化して熱除去効率を高めます。.
- 部品の形状に基づいて、金型温度やサイクル時間などのプロセス パラメータを調整します。.
- シミュレーション ソフトウェアを利用して冷却動作を予測し、設定を最適化します。.
結論として、冷却時間を効果的に管理することは、単に崩壊を防ぐだけでなく、品質と生産効率の微妙なバランスを実現することにもつながります。メーカーにとって、これらのダイナミクスを理解することは、より堅牢で信頼性の高いポリプロピレン部品の製造につながります。.
冷却が不十分だとポリプロピレンが崩壊してしまいます。.真実
適切な冷却が行われないと、部品は半固体のままとなり、崩壊する危険があります。.
過剰な冷却により生産効率が向上します。.間違い
過度の冷却によりサイクルタイムが長くなり、生産効率が低下します。.
結論
材料特性、プロセスパラメータ、金型設計に対処することで、製造業者は崩壊のリスクを大幅に低減し、製品の信頼性を高めることができます。.
-
収縮が成形部品の寸法精度に及ぼす影響について学びましょう。:これらの結果から、特定のグレードと部品の収縮は、必要な部品の厚さを基準に正確に予測できます。これは固定値です… ↩
-
射出成形部品の効果的な品質管理戦略を検討します。最初の段階は設計段階であり、その後に金型と生産前検査、工程内品質管理、最終検査が続きます。. ↩
-
より優れた金型充填能力を提供するさまざまなグレードをご覧ください。: Moplen RP5007 は流動性が高く光沢が高いため、処理温度を 10 ~ 20°C 下げ、射出速度を上げ、… ↩
-
部品の完全性を高める高度な金型設計戦略をご紹介します。アンダーカットを含む部品設計の6つの例:TEキャップ、CTキャップ、ねじ付きカラー、処方設計、ドージング設計、長いねじ山設計。アンダーカット… ↩
-
射出成形における冷却時間の重要な影響を探ります。: 80%。これは成形サイクルの80%がプラスチック部品の冷却に費やされることを意味します。これはプロセス全体の中でかなり大きな割合を占めるため、… ↩






