射出成形において、リフターリリースの理想的な角度を見つけるのは、毎回異なるパズルを解くようなものです。計算は毎回異なります。.
射出成形用リフターのリリース角度を決定するには、材料の収縮率、製品の深さ、リフターの動きといった要素を検討する必要があります。材料の冷却に伴うサイズと形状の変化も考慮してください。実証済みの計算式を用いて、製品を容易にリリースできる角度を見つけてください。計算には、材料特性と設計要件も考慮してください。.
公式はほんの始まりに過ぎません。プロジェクトはそれぞれ異なるため、細心の注意が必要です。ポリプロピレンのような素材は、状況を大きく左右します。ポリプロピレンは収縮率が高いため、以前はくっつかないように角度を何度も調整しなければなりませんでした。奥行きのあるデザインは扱いが難しいです。奥行きがあるため、スムーズに外すには角度を再計算する必要があります。リフターのサイズと動きを確認することは非常に重要です。細かい部分に驚くかもしれません。かつて、リフターの動きがおかしくなり、危うく問題になりそうになったことがありました。今では、常にこれらのサイズを確認しています。複雑な形状は難しそうに思えるかもしれませんが、単純なパーツに分解すると役立ちます。まるでパズルを解くようなものです。CADソフトウェアや試作金型を使用することで、後々の問題を軽減できるかもしれません。.
収縮率の大きい材料には、より小さなリリース角度が必要です。.間違い
収縮率の大きい材料の場合、固着を防ぐために、より大きなリリース角度が必要になります。.
複雑な留め具の形状では、正確な角度のシミュレーションが必要です。.真実
シミュレーションは、潜在的な干渉による複雑な形状の角度を最適化するのに役立ちます。.
リフターのリリース角度は射出成形にどのような影響を与えますか?
リフターのリリース角度は、一見難しそうに見えますが、実はスムーズな製品取り出しの隠れた鍵です。この角度によって、製品がスムーズに取り出せるようになります。本当に重要な役割を果たしているのです。.
リフターのリリース角度は、射出成形におけるスムーズな脱型に役立ちます。材料の種類によってこの角度は変化します。製品の形状とサイズも重要です。リフターのストロークも角度に影響を与えます。.
リフターのリリース角度を理解する
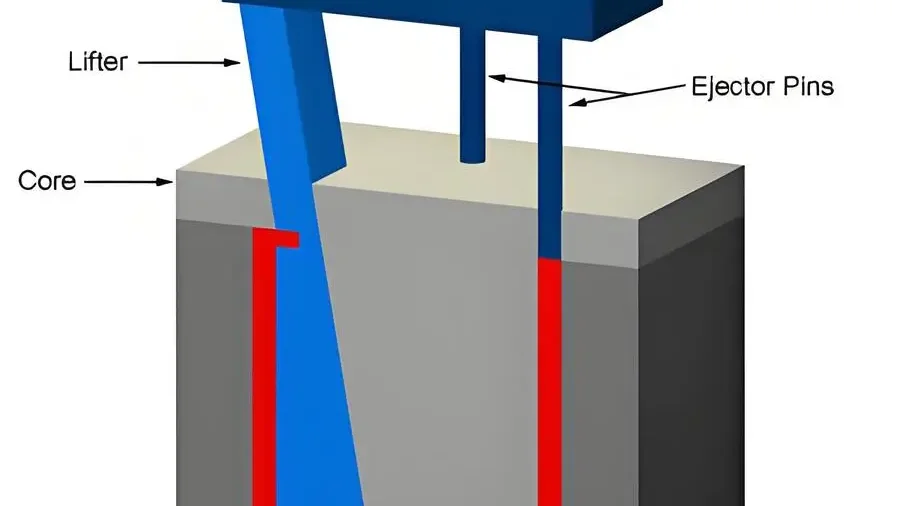
リフターのリリース角度は、射出成形において、製品を金型からスムーズに取り出す上で重要な役割を果たします。主な目的は、製品がリフターに付着して製品と金型の両方に損傷を与えるのを防ぐことです。リリース角度の大きさは、製品の材質、形状、サイズ、そしてリフターのストロークといった要素と密接に関連しています。.
物質的な問題
プラスチックはそれぞれ異なる挙動を示します。例えば、ポリプロピレン( PP )のように収縮率の高い材料は、スムーズな脱型を実現するために、より大きな離型角度が必要です。一般的に、 PPの収縮率は1.0~2.5%です。初心者はこれらの材料特性をしっかりと理解しておく必要があります。材料特性が金型設計にどのように影響するかについて詳しくは、 「成形における材料特性」 1を。
製品の形状とサイズ
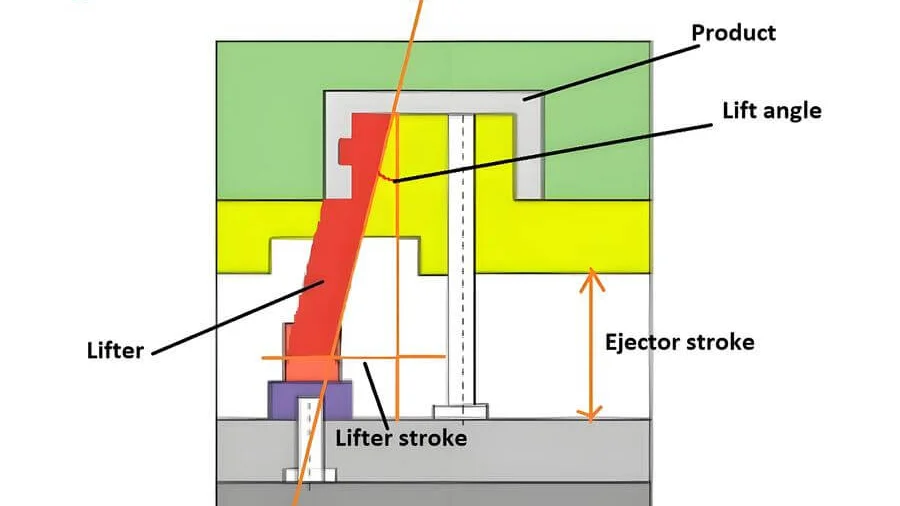
製品の形状は、必要なリリース角度に大きく影響します。深さが50mmを超える円筒形の製品など、より深い製品では、より大きなリフターリリース角度が必要になります。一般的に用いられる経験式はtan a = S/Hです。ここで、Sはリフターの水平移動量、Hは製品の深さです。例えば、製品の深さが100mmで、リフターが5mm移動した場合、次の式が成り立ちます。
- 高さ = 100mm
- S = 5mm
- したがって、a≈2.86°です。.
よりスムーズに終了するには、この角度を少なくとも 3° に増やすように調整する必要があります。.
複雑な設計のための調整
複雑な形状は、リフターの寸法と動作ストロークを考慮した計算が困難です。逆バックルのような設計は、精密なツールやソフトウェアがなければ正確な計算が困難です。
例えば、
- 逆バックルの深さが5mmの場合、
- 横幅は20mm、
- リフター幅が10mmの
場合、tan a≥5/(20-10)=0.5となり、
これは≥arctan(0.5)=26.6°を意味します。
計算精度は問題の発生を防ぐため、複雑な設計においてはシミュレーションと検証にCADソフトウェアを使用することが有益です。CADソフトウェアがこれらのパラメータの正確な計算にか
これらの原則と考慮事項を理解することで、射出成形プロセスにおける効率的で欠陥のない製品脱型を確実に行うことができます。.
リフターのリリース角度は金型製品の取り外しに影響します。.真実
リフターのリリース角度は、金型からの製品のスムーズな排出に非常に重要です。.
すべてのプラスチックには同じリフターリリース角度が必要です。.間違い
プラスチックの種類によって収縮率や摩擦が異なり、放出角度に影響します。.
材料特性はリフターのリリース角度の計算にどのように影響しますか?
材料特性は、リフターのリリース角度を理解する上で非常に重要です。材料特性は、射出成形製品の効率と品質に影響を与えます。これらの特性は非常に重要です。.
収縮率や摩擦係数といった材料特性は非常に重要です。これらの特性はリフターのリリース角度に影響を与えます。収縮率が高いほど、より大きな角度が必要になります。摩擦が大きい場合も、より大きな角度が必要になります。より大きな角度は固着を防ぎ、スムーズな脱型に役立ちます。.
材料の収縮率を理解する
PP を使った最初のプロジェクトを思い出します。収縮率は1.0%から2.5%まで様々でした。この経験から、型から型を取り出す角度を変えることを学びました。まるで、どれくらい膨らむかわからないパンを焼いているような感覚でした。もっと大きな型取り角度がなければ、型から製品をスムーズに取り出すのは難しく、まるで跡形もなくシールを剥がすような作業でした。
リフターのリリース角度を計算する上で最も重要な要素の一つは、材料の収縮率3。ポリプロピレン( PP )のような材料は、1.0%から2.5%と大きな収縮率を示すことが知られており、リリース角度を慎重に調整する必要があります。
摩擦係数とその影響
摩擦係数は扱いが難しいことがあります。粘着性のある材料を扱う際に、このことを学びました。粘着性のある材料は、まるで幼児がお気に入りのおもちゃにしがみつくように、リフターにしがみつきます。摩擦が大きいと、離型角度を大きくする必要がありました。そこで、この「しがみつき」を軽減する方法を見つけました。これにより、製品が金型から簡単に分離するようになりました。まるで長い夜を過ごした旧友と別れるような感覚でした。.
材料の摩擦係数は、金型やリフターの設計においてもう一つの重要な要素であり、スムーズな排出のためにリリース角度の調整が必要になります。.
リリース角度に関する幾何学的考慮
幾何学は常に私の得意分野でした。製品の設計は複雑さを増し、50mmを超える深い製品には特別な計算が必要でした。tan a=S/Hという式は本当に役に立ちました。放出角度が3°以上必要な円筒形の設計にこの式を使いました。まるでダーツで正しい位置を見つけるような感覚でした。.
製品の形状は、特に特定の深さを超える深いアイテムの場合、適切なリリース角度を決定する上で重要な役割を果たします。.
複雑なバックル形状への取り組み
複雑な形状はまるでパズルを解くようでした。角度を計算するために、それらをより単純なパーツに分解しました。CADソフトウェアは、天候の変化のように予測不可能な干渉の可能性を示してくれる相棒のような存在でした。.
複雑な形状を扱う場合、エンジニアはそれをより単純な幾何学的形状に分解し、 CAD ソフトウェア シミュレーション4計算を精緻化する必要がある場合があります。
PP は収縮率が高いため、より大きなリリース角度が必要です。.真実
ポリプロピレンは収縮率が高いため、より大きなリリース角度が必要になります。.
リフターの幅は必要なリリース角度の計算に影響します。.真実
リフターの幅とその移動ストロークは、必要なリリース角度に影響します。.
リリース角度を決定する際に製品の形状とサイズが重要なのはなぜですか?
ケーキを焼いた後、型から取り出すのに苦労したことはありませんか?これは、成形における製品の形状と取り出し角度の仕組みに似ています。.
製品の形状とサイズは、離型角度に非常に重要です。これらは、製品が金型からどれだけスムーズに取り出せるかに大きく影響します。形状が大きく複雑な場合は、離型角度を大きくする必要があることがよくあります。これにより、製品の固着を防ぐことができます。スムーズな取り出しも重要です。.
製品素材の重要性
初めて家でキャンドル作りに挑戦した時のことを覚えています。色々なワックスを使ってみて、素材がとても重要だとすぐに理解しました。射出成形では、ポリプロピレンのような素材は収縮率や表面との擦れ方に特徴があります。例えば、収縮率の大きい素材や擦れが激しい素材は、取り出す際に引っかかるのを防ぐために、より大きな離型角度が必要になります。.
形と大きさについての考察
私が作った背が高くて細いキャンドルを想像してみてください。製品の奥行きが深い場合(例えば50mmを超える円筒形など)、リリース角度は慎重に検討する必要があります。奥行きHとリフターのストロークSに基づいて角度を計算する便利な公式があります。奥行き100mm、ストローク5mmの場合、tan a≈2.86°となる場合があります。3°以上に調整すると、問題なく動作する可能性があります。.
複雑な形状:計算とテスト
精緻なデザインの石鹸を作り始めた頃は、複雑なパターンをシンプルなパーツに分解しました。製品デザインにおいては、複雑な留め具の形状も角度計算精度を高めるために分解する必要があります。特に特殊な形状の場合、CADツールを用いたシミュレーションやテスト金型でこれらの角度を確認し、正しくフィットすることを確認します。.
リフターの寸法を考慮する
リフターの設計はパズルを解くようなものです。ピースを正しく配置する必要があります。ピースのサイズと動きが鍵となります。リリース時の衝突を避けるため、幅wと水平方向の動きsを考慮する必要があります。リリース角度αは、スムーズな取り外しのためにtan a=h/(bw)の条件を満たす必要があります。これは、逆バックルのような複雑な設計では非常に重要です。逆バックルでは、角度計算5がリフターの容量と一致する必要があります。
より深い製品には、より大きなリリース角度が必要です。.真実
より深い製品の場合、スムーズな型抜きを確実にするために、より大きな角度が必要となります。.
すべてのプラスチック材料には同じリリース角度要件があります。.間違い
材質によって収縮率や摩擦が異なり、角度に影響します。.
リフターの寸法と移動ストロークを修正するにはどうすればよいですか?
金型設計の成功を左右するリフターのサイズについて考えたことはありますか?適切な寸法は非常に重要です。設計の成否を左右するからです。.
リフターの寸法計算を修正するには、最適なリリース角度を見つける必要があります。これは、リフターの材質、形状、ストロークによって異なります。リフターは製品を金型からスムーズにリリースする必要があります。これは非常に重要です。.

リフターのリリース角度を理解する
金型を使い始めた頃、離型角度が全てを変えることをすぐに実感しました。まるで製品がスムーズに取り出せるちょっとしたコツのようなものです。ポリプロピレンに限らず、他の素材を扱う場合でも、この角度を理解することは非常に重要です。ステッカーを破らずに剥がすのを想像してみてください。角度は非常に重要です!シンプルな形状や、50mmを超える奥行きのある円筒形の製品の場合は、角度を慎重に調整する必要があります。.
リフターのリリース角度の主な目的は、金型から製品をスムーズに取り出すことです。この角度は、成形後の製品の剥離性に影響を与えるため、非常に重要です。リリース角度は、製品の材質、形状、サイズ、そしてリフターのストロークなど、いくつかの要因によって異なります。.
さまざまな形状と材料の放出角度の計算
かつて、大きく収縮する素材を扱った経験があります。そこで、くっつきの問題を回避するために、リリース角度を調整することにしたのです。料理に例えるなら、素材によって調整が必要なのはそれぞれ違います。深みのある製品や摩擦の大きい製品には、より大きな角度が必要です。この完璧なバランスを見つけるのは本当にやりがいがあります。まるでオーブンから完璧なケーキを取り出すような感覚です!
プラスチック材料によって収縮率と摩擦係数は異なります。高収縮材料で作られた製品の場合、剥離角度を大きくすることで固着を防ぐことができます。また、深みのある製品の場合も、剥離角度を大きくする必要があります。.
たとえば、深さが 50 mm を超える円筒形の製品がある場合、次のようにリリース角度を計算できます。
tan a = S/H
ここで、Sはリフターの水平移動量を表します。
実用上、この角度θは通常3°未満にはなりません。
リフターの寸法とストロークによる計算の修正
さて、リフターの寸法と動作ストロークについてです。これらは成形の重要な部分です。以前、リフターの幅が留め具の幅と合っていないために、リフターがうまく動作しなかったことがありました。これらの寸法を正確に合わせることで、問題を回避できることに気付きました。.
製品の特性を考慮するだけでなく、リフターの寸法と動きも考慮します。
- リフターの幅が w で、ストローク s で水平方向に移動するとします。.
- リフターの幅 w がクラスプの水平幅 b より小さい場合、動作ストロークによってクラスプから完全に外れることを保証します。.
- リリース角度7は
tan a≥ h/(bw)を満たす必要がある場合があります。
リフターのリリース角度は製品の材質によって異なります。.真実
材質によって収縮率や摩擦係数は異なります。.
複雑な留め具の形状では、単一のリリース角度の計算が必要です。.間違い
複雑な形状は単純な部分に分解され、それぞれが個別に計算されます。.
角度計算で複雑なバックルの形状に対応するにはどうすればよいでしょうか?
複雑なバックルの形状で角度計算に戸惑ったことはありませんか?そんな方は、あなただけではありません!これらのシンプルな戦略を試してみてください。きっと簡単に扱えるようになるはずです。.
複雑なバックル形状を単純な幾何学的要素に分割し、角度を計算します。各要素のリリース角度を決定し、最も高い角度を基準とします。CADソフトウェアによるシミュレーションにより、これらの角度をより正確に調整できる場合があります。.
基本原則を理解する
初めて金型から製品を問題なく取り出そうとした時のことを思い出します。まるで乱雑な毛糸玉を整理しているような感覚で、混乱し、イライラしました。しかし、リフターのリリース角度が解決策であることを発見し、大きな気づきを得ました。この角度は、製品の材質、形状、サイズ、さらにはリフターの動きにも左右されるため、重要なのです。.
複雑なバックル形状における角度計算の主な目的は、金型からのスムーズな製品離脱を確保することです。これには、材料特性やリフターの離脱角度といった要素の検討が含まれます。離脱角度の大きさは、製品の材質、形状、サイズ、そしてリフターのストロークに影響を受けるため、具体的な製品要件に基づいてアプローチをカスタマイズすることが不可欠です。.
材質と形状の考慮
様々な材料の挙動を想像してみてください。例えば、ポリプロピレン( PP )は収縮率が高いため、より大きな剥離角度が必要です。これは、フライパンからべたついたケーキを取り出すのと似ています。きれいに剥離するには、適切な傾きが必要です。深い空洞を持つ製品、例えば深さ50mmを超える円筒形の製品などは、特別な計算が必要です。
収縮率などの材料特性は、角度の計算に大きな影響を与えます。例えば、収縮率の高い材料では、より大きなリリース角度が必要になる場合があります。このような場合、経験式を用いることが有用です。
tan a = S/H、
ここで S は水平方向の移動、H は深さです。
製品の深さが100mmで移動量が5mmの場合、
tan a = 5/100 = 0.05となり、
角度は約2.86°となります。この角度を少なくとも3°に上げることで、よりスムーズな脱型が可能になります。
修正された計算方法
寸法と動きを考慮すると、物事は複雑になります。取り外しの際にリフターが留め具に干渉しないようにしなければなりません。これは、私が計算を間違えて一部をやり直さなければならなかったときに学んだ教訓です。.
複雑な形状を扱う場合、リフターの寸法と移動ストロークの両方を考慮することが不可欠です。
ここではtan a≥h/(b – w)が極めて重要です。
例えば、
逆バックルの深さ = 5mm、
バックル幅 = 20mm、
リフター幅 = 10mmの場合、
角度は
a≥26.6°
か、ストローク長に対して検証する必要があります。
この条件を適用することで、別のエラーを防ぐことができました。
複雑なバックル形状の取り扱い
曲線や奇妙な形状を持つ複雑なバックルはパズルのようなものです。そのため、それらを単純な形状に分解し、前述の方法を用いて各リリース角度を個別に計算する必要
があります。CADソフトウェアなどのシミュレーションツールは、計算された角度をテストするのに非常に役立ちます。見落としがちな点を見つけ出すための追加の目として機能します。
これらのツールは、予備設計では明らかではない干渉条件を予測し、機能性とエンジニアリング基準への準拠を確保するための調整を可能にします。
シミュレーションツール8設計精度を向上させる方法や、経験式9さらに詳しく知りたい場合は、さらに詳しく調べることをお勧めします。
スムーズに型から取り外すには、リリース角度が少なくとも 3° である必要があります。.真実
スムーズな型抜きを確実にするために、リリース角度は通常 3° 以上になります。.
PP 材料は収縮率が低いため、より小さなリリース角度が必要です。.間違い
PP は収縮率が高いため、より大きなリリース角度が必要になります。.
結論
射出成形におけるリフターのリリース角度の計算には、材料の収縮、製品の深さ、リフターの動きを考慮して、固着のないスムーズな脱型を保証する必要があります。.
-
さまざまな材料が金型の設計とリリース角度にどのように影響するかを理解します。. ↩
-
CAD ツールが金型設計を効率的に最適化するのにどのように役立つかをご覧ください。. ↩
-
収縮率が成形プロセスと計算にどのように影響するかを確認します。. ↩
-
成形における複雑な形状をシミュレートするための CAD ツールについて説明します。. ↩
-
最適なリリース角度を計算する方法を例を通して学びます。. ↩
-
さまざまな材料の具体的な計算方法について学びます。. ↩
-
リフターの寸法を計算するための実用的な例をご覧ください。. ↩
-
CAD ソフトウェアがエンジニアリングにおける設計精度をどのように向上させるかを探ります。. ↩
-
工学計算に役立つ経験式を見つけましょう。. ↩