

射出成形金型の排気システムを最適化することは、高品質な生産を保証する上で画期的な要素です。しかし、具体的には何が必要なのでしょうか?
射出成形金型の排気システムを最適化するには、効率的な排気溝の設計、金型部品の隙間を換気に利用すること、通気性鋼などの通気性材料を適用すること、および射出成形プロセスのパラメータを調整して欠陥を減らし、効率を高めることに重点を置きます。.
これらの基本的な手順は重要ですが、最適化プロセスを習得するには、運用を変革できる高度なテクニックとメンテナンスの実践を詳しく調べる必要があります。.
排気溝のサイズは金型の性能に影響します。.真実
適切なサイズ設定により、効率的な空気の流れが確保され、欠陥が減り、品質が向上します。.
射出成形金型のベントにおける一般的な課題は何ですか?
射出成形におけるベントは、成形工程中の空気やガスの除去に不可欠です。しかし、効果的なベントを実現するために、一般的にどのような課題が挙げられますか?
射出成形金型のベントにおける一般的な課題には、不適切な排気溝設計、不適切な材料選定、プロセスパラメータの不整合などがあります。これらの課題を克服するには、綿密な計画、定期的なメンテナンス、そして正確な施工によって、最適な金型性能と品質を確保する必要があります。.
射出成形におけるベント問題の理解
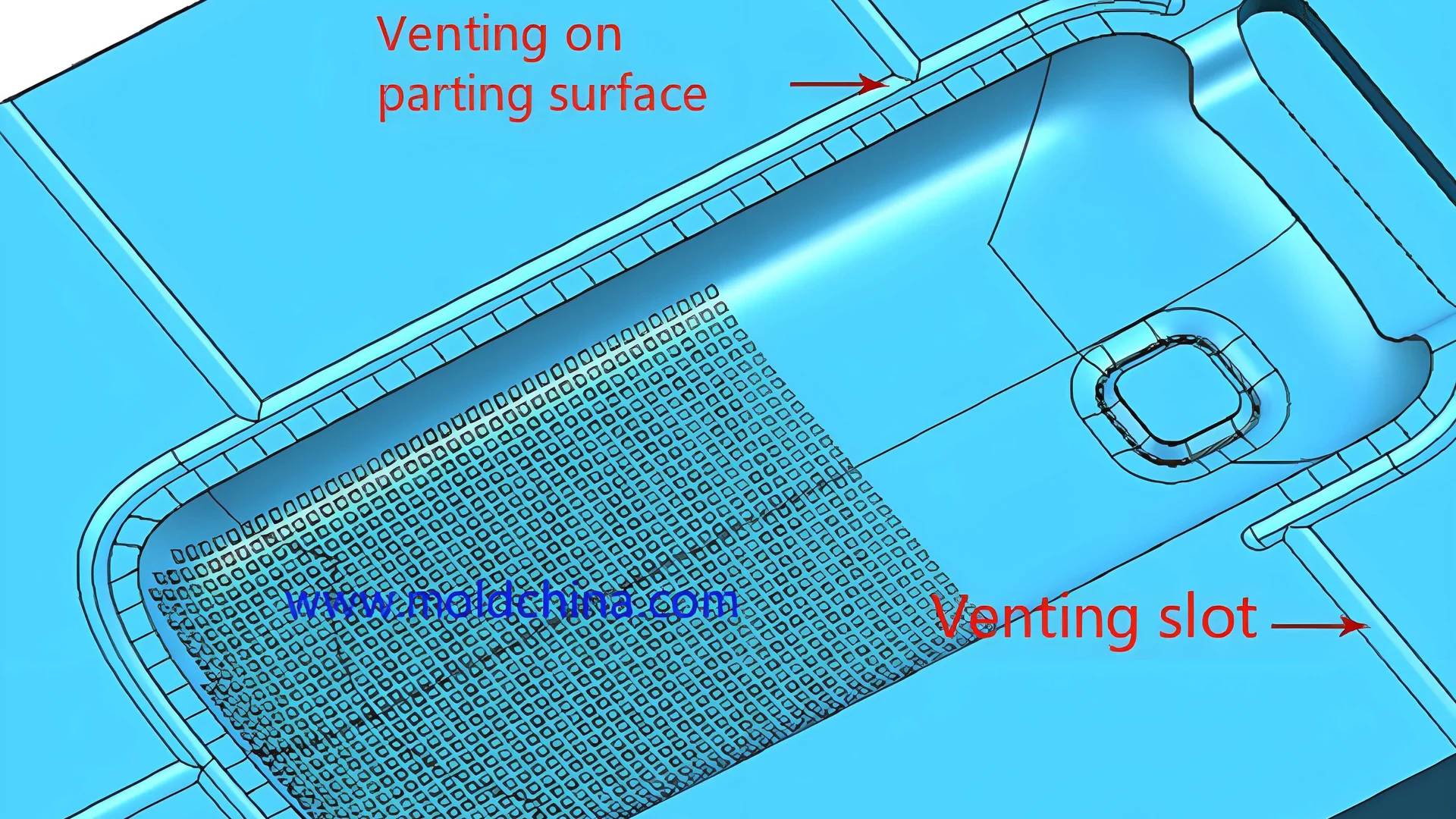
射出成形における最も重要な問題の一つは、不十分なベントへの対処です。 排気溝1の ことが最も大きな懸念事項です。これらの溝は閉じ込められた空気を排出するために不可欠ですが、サイズや配置が不適切だとエアトラップが発生し、最終製品に焦げ跡などの欠陥が生じる可能性があります。
溝の設計に加えて、 通気性鋼2の、材料の選択も重要な役割を果たします。この材料は通気性を向上させますが、その適用においては、問題を回避するために多孔性と気孔サイズを慎重に検討する必要があります。
プロセスパラメータの影響
もう一つの課題は、射出成形プロセスのパラメータから生じます。 射出速度3が と、エアーの巻き込みが増加する可能性があります。速度の調整は不可欠ですが、充填不足や表面欠陥などの問題を防ぐために慎重に行う必要があります。
同様に、金型温度と保圧を最適化することで、ベントの問題を管理するのに役立ちます。例えば、金型温度を高くすると流動性は向上しますが、適切に制御されていない場合は変形のリスクも高まります。.
定期的なメンテナンス:必需品
最後に、排気システムのメンテナンスは非常に重要です。定期的な点検と清掃により、排気効率を低下させる詰まりを予防できます。 圧縮空気4 と適切な清掃ツールを使用する必要があります。
これらの課題を包括的に理解することで、金型のベント戦略をより適切に計画および実行できるようになり、最終的には生産の品質と効率が向上します。.
排気溝が不十分だと金型内にエアートラップが発生します。.真実
溝の設計が適切でないと空気の適切な排出が妨げられ、欠陥の原因となります。.
通気性のあるスチールにより、成形時の通気の問題がすべて解消されます。.間違い
透過性は向上しますが、材料の慎重な選択は依然として必要です。.
排気溝の設計は金型の性能にどのような影響を与えますか?
排気溝の設計は、射出成形金型の全体的な性能を左右する重要な要素です。その影響を理解することで、生産品質を大幅に向上させることができます。.
排気溝の設計は、空気の流れを最適化し、欠陥を減らし、正確な配置とサイズ設定によって部品の品質を向上させることで、金型の性能に影響を与えます。.
射出成形金型における排気溝設計の重要性
射出成形金型の排気システムは、成形工程中に空気を効率的に排出する上で重要な役割を果たします。これは、最終製品のショートショット、焼け、反りなどの欠陥を引き起こす可能性のあるエアトラップを防ぐために不可欠です。適切に設計された排気溝は最適な空気の流れを確保し、金型の効率と製品品質に直接影響を及ぼします。.
排気溝の戦略的配置
排気溝の設計において最も重要な考慮事項の一つは、その配置です。通常、これらの溝はキャビティ端部、パーティングライン、インサート周囲、ランナー端部に配置されます。これらの領域はエアが溜まりやすいため、効果的な排気のために非常に重要です。複雑なプラスチック部品の場合、シミュレーションソフトウェアを使用することで、エアトラップが発生しやすい領域を特定し、的確な溝の配置が可能になります。.
排気溝のサイズの最適化
排気溝のサイズは、特定の材料と金型設計に合わせて慎重に調整する必要があります。一般的に、溝の幅は0.025mmから0.15mm、深さは0.05mmから0.15mmの範囲です。流動性の高い材料には狭い溝が必要であり、流動性の低い材料には広く深い溝が適しています。これらの寸法を調整することで、金型の完全性を損なうことなく確実に空気を排出できます。.
| 溝の寸法 | 範囲 |
|---|---|
| 幅 | 0.025~0.15mm |
| 深さ | 0.05~0.15mm |
溝の延長を避ける
十分な換気は不可欠ですが、排気溝が長すぎると金型加工が複雑になり、排気効率が低下する可能性があります。理想的には、溝の長さは50mm以下に抑えてください。換気が必要な広いエリアの場合は、溝を分割して設計することをお勧めします。.
金型部品の排気に隙間を利用する
もう一つの革新的なアプローチは、金型部品間の自然な隙間を排気路として利用するというものです。例えば、パーティング面間の隙間(通常0.02mm~0.05mm)を広げることで、オーバーフローの問題を引き起こすことなく、ベント効果を高めることができます。同様の戦略は、エジェクタピンと穴の間、またはスライダとスライドの間の隙間にも適用できます。.
通気性のある素材を活用する
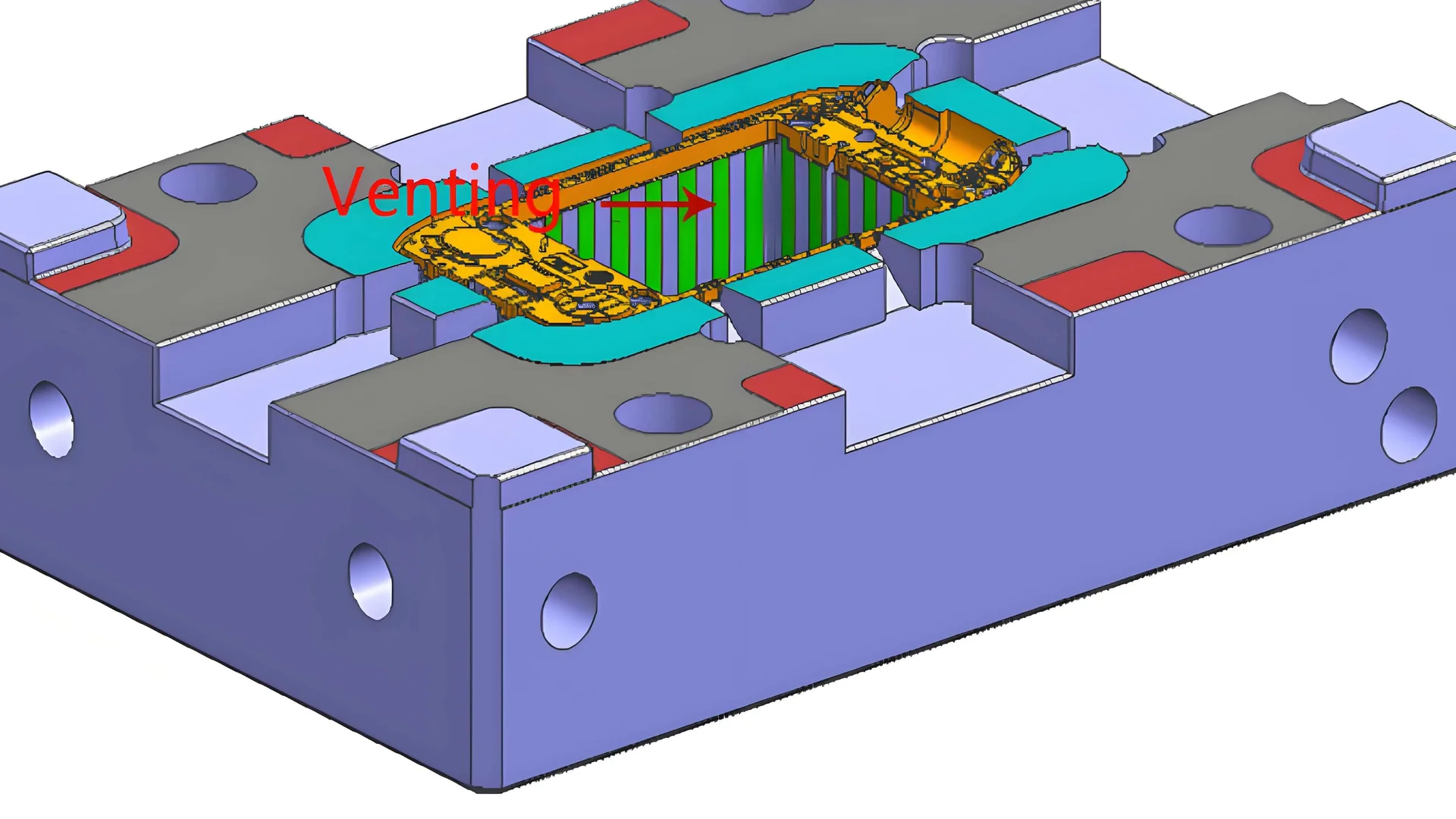
通気性鋼などの素材を組み込むことで、排気効率を大幅に向上させることができます。この多孔質素材は、構造の完全性を維持しながら空気を排出します。特に、深いキャビティや金型の薄肉部など、空気の閉じ込めが問題となる部位への適用が効果的です。.
戦略的な設計と革新的な材料を組み合わせることで、メーカーは優れた金型性能を実現し、欠陥を減らし、効率的な排気システムを通じて製品品質を向上させることができます。.
排気溝により空気の流れが最適化され、金型の欠陥が低減します。.真実
適切な排気溝の設計により、空気の排出が効率的になり、欠陥が最小限に抑えられます。.
効果的な排気のためには溝の長さは 100 mm を超えてはなりません。.間違い
処理上の問題を回避するために、最適な溝の長さは 50 mm 未満です。.
排気システムの定期的なメンテナンスがなぜ重要なのか?
排気システムのメンテナンスを怠ると、高額なダウンタイムや品質問題につながる可能性があります。定期的なメンテナンスが不可欠な理由をご覧ください。.
排気システムを定期的にメンテナンスすることで、詰まりを防ぎ、通気性を維持し、射出成形における製品品質を向上させることで、最適なパフォーマンスを確保できます。.

詰まりを防ぐことの重要性
排気システムの定期メンテナンスが不可欠な主な理由の一つは、詰まりを防ぐためです。時間の経過とともに、排気溝や通気性のある鋼板に埃や油などの異物が蓄積し、空気の流れが阻害されることがあります。こうした異物の蓄積は、不適切な換気による成形品の欠陥につながる可能性があります。これらの部品を定期的に点検することで、金型オペレーターは空気通路を常に良好な状態に保ち、成形工程中の効率的なガス排出を促進できます。.
掃除用具
排気経路を清潔に保つために、圧縮空気や銅線ブラシなどのツールを使用できます。これらのツールは、金型の表面を傷つけることなく、堆積物を効果的に除去します。.
通気性鋼の通気性の維持
通気性鋼は多孔質構造で知られ、排気システムの効率向上に重要な役割を果たします。しかし、定期的に通気性を点検しないと、性能が低下する可能性があります。メンテナンス点検では、通気性鋼の多孔質構造を維持することが重要です。.
交換用インジケーター
通気性鋼の通気性が低下した場合は、交換が必要となる場合があります。交換を怠ると、空気の排出が不十分になり、製品の品質が低下する可能性があります。.
一貫したメンテナンスによる製品品質の向上
定期的なメンテナンスは製品品質の向上に直接つながります。適切にメンテナンスされた排気システムは、エアトラップや成形品の傷などの欠陥を最小限に抑えます。金型表面を清潔に保ち、不純物を取り除くことで、メーカーは製品の美観と構造の完全性を確保できます。.
排気システムメンテナンスのベストプラクティス
- 定期検査: すべての排気コンポーネントの定期チェック スケジュールを実施します。
- 適切な洗浄剤を使用する: カビの表面を傷つけない洗浄剤を選択してください。
- プロセス パラメータの監視: 射出速度や金型温度などのパラメータが現在の条件に対して最適化されていることを確認します。
これらの方法は、効率性を高めるだけでなく、金型自体の寿命を延ばし、修理や交換に伴う長期的なコストを削減します。.
金型表面のメンテナンスの詳細については、 金型表面の効果的な洗浄5。
定期的なメンテナンスにより排気口の詰まりを防止します。.真実
定期的な点検により空気の通路が確保され、効率的なガス排出が保証されます。.
通気性のある鋼は定期的な点検を必要としません。.間違い
通気性鋼は通気性を維持するために定期的な点検が必要です。.
排気最適化においてプロセスパラメータはどのような役割を果たすのでしょうか?
射出成形プロセスのパラメータが排気効率と製品品質にどのように影響するかを確認します。.
射出速度、金型温度、保持圧力などのプロセスパラメータは、射出成形における溶融流動、ガス排出、欠陥低減に影響を及ぼし、排気を最適化する上で重要な役割を果たします。.

射出速度の影響を理解する
射出速度は、溶融材料が金型キャビティを満たす速度に直接影響します。 射出速度を遅くすることで 、排気システムを通してガスをより効果的に排出できるため、空気の混入を最小限に抑えることができます。しかし、速度が遅すぎると、充填が不完全になり、最終製品の品質に影響を与える可能性があります。
逆に、 射出速度7が 、金型内にエアポケットが閉じ込められるリスクが高まり、表面欠陥や製品品質の低下につながる可能性があります。このパラメータのバランスをとるには、材料特性と金型設計の複雑さを慎重に考慮する必要があります。
金型温度が排気効率に与える影響
金型温度は溶融樹脂の粘度を決定する上で非常に重要です。金型温度が高いほど溶融樹脂の粘度が低下し、流動性が向上し、排気溝からのガス排出が改善されます。.
しかし、過度に高い温度は材料の劣化や最終製品の変形を引き起こす可能性があります。そのため、構造の完全性を維持しながら排気効率を最適化するには、最適な金型温度を設定することが不可欠です。.
保持時間と圧力の調整
保持時間と圧力を高めることで、溶融樹脂が圧縮された状態が長くなり、キャビティ内の残留ガスが排出されます。圧力を高くするとガス排出性は向上しますが、成形品に内部応力が生じる可能性があります。.
のバランスを見つけること 保持圧力8 が重要です。このバランスは、使用する材料や金型設計の複雑さによって異なります。
ケーススタディ:実際のアプリケーション
これらのパラメータを調整することで生産結果が劇的に変化した事例を考えてみましょう。表面の傷やボイドが頻繁に発生していたあるメーカーは、射出速度を下げ、金型温度をわずかに上げることで排気効率が劇的に向上することを発見しました。この調整により、欠陥が減り、スループットが向上しました。.
このような実際のアプリケーションは、プロセスパラメータを微調整することで排気システムを最適化し、射出成形操作全体を改善できることを強調しています。.
注入速度を遅くすると、空気の巻き込みが減少します。.真実
速度が遅いとガスが抜けて、エアポケットが最小限に抑えられます。.
金型温度が高くなると溶融粘度が高くなります。.間違い
温度が高くなると粘度が低下し、溶融流動性が向上します。.
結論
これらの最適化戦略を実装することで、射出成形プロセスを向上させ、優れた製品品質と効率性を実現できます。さあ、始めましょう!
-
成形欠陥を防ぐために効果的な排気溝を設計する方法を学びます。: 排気溝を適切に開くと、射出圧力、射出時間、保持時間、および型締め圧力を大幅に削減できます。. ↩
-
通気性のある鋼が空気の透過性と製品の品質をどのように向上させるかを学びます。: 従来の固体鋼と比較して、通気性のある金型用鋼には、射出圧力の低減など、さらなる利点もあります。 ↩
-
射出速度が空気の閉じ込めと排気効率に与える影響を調べます。: 実際には、十分に排気することはできない可能性が高いため、空気が時間内に排出されるように射出速度を下げる必要があります。. ↩
-
どのツールが金型表面を効果的に洗浄し、維持するかを調べます。: 5 つの射出成形金型洗浄方法 · 化学洗浄 · 超音波浸漬洗浄 · ドライアイス ブラスト · 軟質プラスチック メディア ブラスト · レーザー洗浄。. ↩
-
詰まりを防ぐために金型表面を洗浄する効果的な方法を学びます。: 射出成形金型を清潔に保つことは、部品の品質と金型の寿命を維持するために重要です。 ↩
-
速度を遅くすると、空気の巻き込みの問題を最小限に抑えることができる方法を説明します。: 射出速度: 射出速度が速すぎたり遅すぎたりすると、表面仕上げが悪くなったり、空気の巻き込みが発生したりするなど、さまざまな欠陥が発生する可能性があります。. ↩
-
射出速度が速すぎる場合に発生する潜在的な欠陥について学習します。: 高速流動により熱損失が低減し、摩擦による高いせん断熱によって溶融温度が上昇し、増粘が遅くなります。 ↩
-
圧力調整がガス除去にどのように役立つかを理解しましょう。:金型が充填されると、保圧が作用します。これは、溶融プラスチックに低圧をかけ、材料を金型内に詰め込むことです。 ↩






