射出成形金型の抜き勾配角度の標準仕様を理解することは、射出成形を伴うあらゆる製造プロセスにとって不可欠です。.
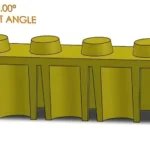
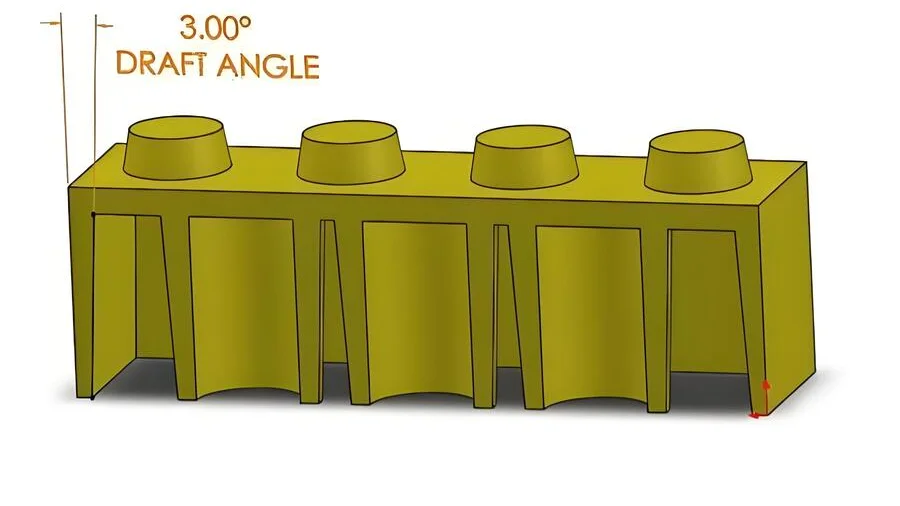
射出成形プロセスにおけるスムーズな脱型には、射出成形金型の抜き勾配、つまり抜き勾配が不可欠です。ISOなどの業界規格では、外面は0.5~1.5°、内面は1~3°の勾配が推奨されています。また、自動車規格では、外面は1~2°、内面は2~4°の勾配が求められています。これらの勾配は、品質と精度を確保するために不可欠です。
これらの基本仕様を理解することは重要ですが、様々な業界や企業が独自の要件に合わせてこれらの規格をどのように調整しているかを深く掘り下げることも同様に重要です。これらの違いが製品のパフォーマンスと製造効率にどのような影響を与えるか、読み進めてください。.
ISO 規格では、外面の傾斜を 0.5° ~ 1.5° にすることを推奨しています。.真実
ISO 規格では、プラスチック製品の型抜きを容易にするためにこれらの傾斜が推奨されています。.
大企業では、金型設計において業界標準を無視することがよくあります。.間違い
大企業は、業界の標準と経験に基づいて社内標準を策定します。.
業界標準はセクターによってどのように異なるのでしょうか?
業界標準は、あらゆるセクターにおいて品質と安全性を確保しますが、個々のニーズや課題に応じて異なります。こうした違いを理解することで、コンプライアンスとイノベーションを強化できます。.
業界標準は業種によって異なり、固有の要件に対応しています。プラスチック業界ではISO規格が金型の抜き勾配を規定し、自動車業界では内装部品の精度に重点が置かれています。企業は社内標準を策定し、大企業は中小企業よりも厳しいガイドラインを設定し、業界標準を自社のリソースと目標に合わせて調整しています。
業界標準の規範を理解する
業界標準は、様々な分野における生産と品質保証を導く重要なベンチマークとして機能し、安全性、信頼性、そして効率性を確保する上で極めて重要です。例えば、プラスチック業界 ISO1によって金型の抜き勾配角などの具体的なガイドラインが定められており、外面は0.5°から1.5°、内面は1°から3°の範囲となっています。このばらつきが、表面によって型から外す際の難易度の違いを生み出しています。
自動車産業におけるセクター別規格
自動車業界では、特に内装部品の射出成形において厳格な規格が採用されています。(VDA)、自動車内装部品の金型の抜き勾配は、外面側で1~2°、内面側で2~4°の範囲とされています。これらの仕様は、自動車の安全性と性能に不可欠な、高品質な外観と組立精度を確保しています。
企業内標準仕様
大企業は、特定の製品特性に合わせて独自の社内規格を策定することがよくあります。例えば、大手家電メーカーは、金型の外面引き抜き勾配の最小値を1°に設定し、設計審査段階で厳格なチェックを実施します。このアプローチにより、生産が企業の品質目標に沿っていることが保証されます。.
一方、中小企業は、自社の能力に合わせて業界標準を適応させるのが一般的です。例えば、金型の抜き勾配は、外面では0.5°~1°、内面では1°~2.5°の範囲で、設備能力2や材料の流動性に応じて調整します。こうした柔軟性により、リソースを最適化しながら品質を維持することができます。
グローバル標準化団体の役割
ISOのような組織は、国際的な規格の調和において重要な役割を果たしています。しかし、テクノロジーや医薬品など急速なイノベーションサイクルや規制要件により、追加または異なるガイドラインが適用される場合があります。複数の地域で事業を展開する企業にとって、グローバル規格が現地の規制とどのように相互作用するかを理解することは不可欠です。
業界標準がビジネス戦略に与える影響
業界標準の遵守は、コンプライアンスを確保するだけでなく、企業の戦略的ポジショニングにも影響を与えます。厳格な基準を満たすことに優れた企業は、品質が最優先される市場において、これを競争上の優位性として活用することができます。一方で、企業は厳格なコンプライアンスに伴うコストと、ブランドイメージや市場へのアクセスといった潜在的なメリットを比較検討する必要があります。このバランスは、エレクトロニクスや航空宇宙4、イノベーションが厳格な安全性と品質基準に適合していなければならない分野
ISO では、プラスチックの外側表面に 0.5°~1.5° の傾斜を推奨しています。.真実
ISO 規格では、型から外しやすくするためにこの傾斜が推奨されています。.
VDA 規格では、自動車の内面に 2° ~ 4° の傾斜が必要です。.真実
これにより、自動車部品の高品質と精度が保証されます。.
企業の内部標準は金型設計においてどのような役割を果たすのでしょうか?
企業の内部標準が金型設計プロセスの精度と効率にどのように影響するかを探ります。.
金型設計における社内標準は、一貫性、品質、そして業界標準への準拠を保証します。これらの標準は、金型の抜き勾配角など、金型作成における具体的なパラメータを規定しており、効率的な生産と製品品質にとって非常に重要です。.

業界と社内基準の交差点
金型設計の分野では、企業内の社内標準が極めて重要です。社内標準は、より広範な業界標準5と個々の企業固有の要求との間のギャップを埋める役割を果たします。例えば、プラスチック業界はISOガイドラインに準拠しています。しかし、各企業はそれぞれの生産ニーズに合わせてこれらの標準をカスタマイズしています。
大企業は、生産規模が膨大で製品ラインも多岐にわたるため、厳格な基準を設けることがあります。例えば、大手家電メーカーは、製品の耐久性と美観を確保するため、金型の外面の引き抜き勾配を最低1°と規定することがあります。こうしたカスタマイズにより、複雑な内部構造6。
競争優位性のための基準の調整
一方、中小企業は、これらの業界標準を自社の能力に合わせて調整することがよくあります。例えば、金型の抜き勾配を外面0.5°~1°など、より柔軟な角度に設定することで、市場の需要に機敏に対応し、迅速に対応することができます。.
社内標準の柔軟性により、中小企業は大量生産よりも精度とカスタマイズが重視されるニッチ市場に対応できます。例えば、プラスチック材料の流動性7、生産プロセスを最適化し、特定の顧客要件を効率的に満たすことができます。
品質管理と効率への影響
社内基準は、企業内の品質管理対策に大きな影響を与えます。金型設計に関する明確なガイドラインを策定することで、企業は欠陥を防止し、製品の一貫性を向上させることができます。これは、精度が最優先される自動車業界などにおいて特に重要です。.
VDAに準拠し、表面歪みを防止するため、社内規格で金型内面の抜き勾配を2~4°と規定することがあります。この規定は製品品質の向上だけでなく、組立工程の効率。
イノベーションと標準化のバランス
社内基準の遵守は不可欠ですが、企業にとってイノベーションを促進することも同様に重要です。基準は、技術の進歩や市場ニーズの変化に合わせて進化していくべきです。社内ガイドラインを見直し、更新することで、企業は必要な品質基準を遵守しながら競争力を維持することができます。.
これらの側面のバランスをとることで、企業は金型設計プロセスの潜在能力を最大限に活用し、イノベーションと業界の期待への準拠の両方を確保できます。.
ISO では、外面の金型傾斜を 0.5°~1.5° にすることを推奨しています。.真実
ISO 規格では、一般的な射出成形プラスチック製品に対してこの範囲が推奨されています。.
VDA 規格では、自動車の内装に 3° ~ 5° の傾斜が必要です。.間違い
VDA 規格では、内面の傾斜を 3° ~ 5° ではなく 2° ~ 4° と規定しています。.
射出成形プロセスにおいてドラフト角度が重要なのはなぜですか?
ドラフト角度を理解することは、射出成形を最適化し、製品の品質と効率的な生産を確保するために不可欠です。.
抜き勾配、つまり抜き勾配は、射出成形において非常に重要です。抜き勾配によって金型から部品を容易に取り外すことができ、損傷を防ぎ、生産効率を高めることができます。業界標準では、材料や部品の複雑さに応じて0.5°から3°の勾配が推奨されています。.
射出成形における抜き勾配の重要性
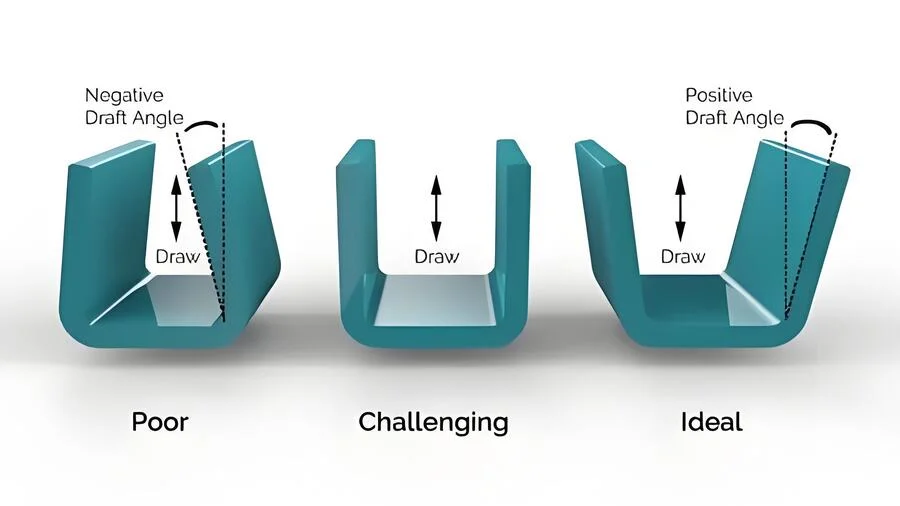
射出成形において、抜き勾配(抜き勾配とも呼ばれる)は、部品が金型から損傷なくスムーズに取り出されるために非常に重要です。この角度により、金型と部品の分離時の摩擦が最小限に抑えられ、変形や表面欠陥の発生リスクが低減します。抜き勾配の重要性は、業界標準や企業が採用している社内仕様を考慮すると明らかになります。.
引き出し勾配の業界標準
様々な業界規格では、高品質な製品を保証するための抜き勾配の基準が定められています。例えば、プラスチック産業9では、一般的な射出成形プラスチック製品の外面抜き勾配を0.5~1.5°、内面抜き勾配を1~3°とすることを推奨しています。これらの規格は、スムーズな脱型を実現する金型設計において、製造業者にとって非常に重要な指針となります。
自動車業界では、精度と品質への要求が厳しいため、基準はさらに厳格です。ドイツ自動車工業会( VDA )は、自動車内装部品の外面には1~2°、内面には2~4°の傾斜を規定しています。この精度は、表面ひずみ10や組み立て上の問題を防ぐのに役立ちます。
企業内の内部仕様
大企業では、自社の製品ラインや製造経験に合わせて社内基準を策定することがよくあります。例えば、大手家電メーカーでは、家電製品の外面の抜き勾配を最低1°と規定し、金型設計段階での徹底的なレビューを徹底しています。.
小規模な企業であれば、より柔軟なアプローチを採用し、自社の設備能力や生産条件に合わせて業界標準を適応させることも可能でしょう。例えば、金型の抜き勾配を外面側で0.5~1°、内面側で1~2.5°に設定し、金型加工精度やプラスチック材料の流動性11 。
ドラフト角度設計における重要な考慮事項
金型を設計する際には、適切なドラフト角度を決定するためにいくつかの要素を考慮する必要があります。
- 材料タイプ:プラスチックの種類によって流動特性が異なり、必要なドラフト角度に影響します。
- 部品の複雑さ:より複雑な設計では、金型から簡単に取り外せるようにするために、より大きなドラフト角度が必要になる場合があります。
- 生産規模:大規模生産では、一貫性を維持するために、標準へのより厳格な準拠が必要になる場合があります。
これらの考慮事項は、ドラフト角度が金型設計と全体的な生産効率にどのように影響するかを理解する必要性を強調しています。.
ISO 規格では、内面に 1° ~ 3° の傾斜が必要です。.真実
ISO 規格では、型から外しやすくするために内面に 1° ~ 3° の傾斜をつけることを推奨しています。.
中小工場では、金型の外面のテーパーを2°~3°に設定しています。.間違い
小規模な工場では通常、金型の外面のテーパーを 0.5°~ 1° に設定します。.
規格の違いは製品の品質にどのような影響を与えるのでしょうか?
さまざまな規格が業界全体で製品の品質と信頼性にどのような影響を与えるかを検討します。.
規格のばらつきは、製品の一貫性、性能、信頼性に影響を与え、品質に重大な影響を及ぼす可能性があります。プラスチックや自動車などの業界では、金型の傾斜角度などの重要なパラメータが規格によって定義されており、製造の容易さや最終製品の特性に直接影響を及ぼします。一貫した規格を遵守することで、製品全体の均一性と高品質を確保できます。.

業界標準規格の役割
業界標準は、製品が特定の安全性、信頼性、および性能基準を満たすことを保証するために制定されています。プラスチック業界12、金型の抜き取り工程を最適化するために、金型の抜き取り勾配が標準で規定されています。ISO規格 VDA などの厳格な要件が定められており、内装部品の適合性だけでなく、高い美観を維持することが求められています。
規格は、製造業者が満たすべき、あるいは超えなければならない基準を提供することで、製品の品質に直接影響を与えます。この統一性は、顧客の信頼を維持し、異なる製造バッチの部品の互換性を確保するために不可欠です。これらの基準からの逸脱は、製品の性能に影響を与えたり、欠陥を引き起こしたりする可能性のある不整合につながる可能性があります。したがって、業界基準を厳格に遵守することは、製品の完全性を維持するために不可欠です。.
企業内標準仕様
多くの企業は、業界標準に加え、自社の生産ニーズに合わせて独自の社内標準を策定しています。大企業は、特定の製品タイプに関する豊富な経験に基づいた、確固としたガイドラインを策定していることが多いです。例えば、家電メーカーは、製品の耐久性と外観を確保するために、金型の傾斜角度の最小値を定める社内標準を定めている場合があります。こうした企業独自の標準は、独自の製品特性や運用能力に合わせて策定されています。
中小企業は、自社の設備や材料に合わせて、より広範な業界標準を適応させる場合があります。こうした適応は、高品質な製品の製造を目指しつつ、プロセスの微妙な差異に対応するために不可欠です。しかし、これらの標準規格のばらつきは、特に異なる仕様で製造されたコンポーネントと接続する必要がある場合に、課題となる可能性があります。.
標準偏差が製品品質に与える影響
地域や企業間で規格が大きく異なる場合、製品の品質保証に課題が生じる可能性があります。規格の不一致は、類似の製品であっても、異なるメーカー、あるいは同じ組織内の異なる施設で製造された場合、均一な性能を発揮しない可能性があることを意味します。こうしたばらつきは、製品リコール14 、不良部品による廃棄物の増加、部品の再加工に伴うコストの増加といった問題につながる可能性があります。
これらのリスクを軽減するために、企業は厳格な品質管理措置を導入し、全従業員が必要な基準を理解し遵守できるよう研修プログラムに投資することがよくあります。そうすることで、企業は遵守する基準に固有のばらつきがあっても、製品の一貫性と信頼性を確保することができます。.
ISO 規格では、金型の傾斜を外面 0.5° ~ 1.5° に設定しています。.真実
ISO では、プラスチック製品の型抜きを容易にするためにこれらの傾斜を推奨しています。.
VDA 規格では、自動車の外側部品に 3° の傾斜が必要です。.間違い
VDA では、外面の傾斜を 3° ではなく 1° ~ 2° に設定しています。.
結論
射出成形金型の抜き勾配角度は、成形品の取り出しに不可欠ですが、業界標準により異なります。ISOでは外面に対して 0.5 ~ 1.5° を推奨し、 VDA では自動車部品に対して 1 ~ 2° を指定しています。
-
コンプライアンスを確保するために、プラスチック金型設計の ISO 規格を調べます。. ↩
-
中小企業が設備の制限に基づいて基準を調整する方法をご覧ください。. ↩
-
テクノロジー業界の標準が規制のニーズにどのように適応するかを学びます。. ↩
-
安全性とイノベーションのために、電子機器と航空宇宙分野のコンプライアンスを理解します。. ↩
-
金型設計の傾斜に関する ISO の推奨規格について学習します。. ↩
-
複雑な設計が家電製品の金型基準にどのような影響を与えるかを調べます。. ↩
-
流動性が金型設計の選択にどのように影響するかを理解します。. ↩
-
金型の精度が組み立て効率をどのように向上させるかをご覧ください。. ↩
-
成形製品の品質を保証する業界ガイドラインをご覧ください。. ↩
-
適切な傾斜によって欠陥を回避し、スムーズな型抜きを実現する方法を学びます。. ↩
-
ドラフト角度の要件に影響する材料特性を理解します。. ↩
-
金型の傾斜角度がプラスチック製品の品質にどのように影響するかを学びます。. ↩
-
企業が製品の品質を高めるために標準をどのように調整するかをご覧ください。. ↩
-
さまざまな製造基準によってもたらされる課題を理解します。. ↩