

高品質の製品を効率的に製造するには、適切な射出成形金型冷却システムを選択することが重要です。.
効果的な射出成形金型冷却システムを選択するには、冷却媒体(水、油、または空気)、冷却パイプの設計、システム制御、金型材料および製品の要件などの要素を考慮する必要があります。これらの要素は、効率、品質、コストに影響を与えます。.
しかし、表面下にはもっと多くのことが隠されています!それぞれの要素を深く掘り下げて、その秘密を解き明かし、制作プロセスを強化していきましょう。.
水は金型の冷却媒体として最も費用対効果の高いものです。.真実
水はコストが低く、放熱性が高いため、金型に最適です。.
冷却媒体の選択は金型の性能にどのように影響しますか?
射出成形における冷却媒体の選択は、金型の性能、製品の品質、運用コストに大きな影響を与えます。.
適切な冷却媒体(水、油、空気など)の選択は、放熱効率、メンテナンスの必要性、そして特定の成形環境への適合性に影響を与えます。それぞれの媒体には、金型の性能と生産効率に影響を与える独自の利点と課題があります。.
金型冷却における水の役割
水は、その優れた放熱性とコスト効率の高さから、冷却媒体としてよく使用されます。比熱容量が大きいため、金型から大量の熱を素早く吸収し、金型温度を効果的に下げることができます。しかし、水質は性能に影響を与える可能性があります。不純物があると冷却チャネル内にスケールが発生し、効率が低下する可能性があります。寒冷地では水が凍結する可能性があるため、予防措置が必要です。.
| 利点 | 短所 | アプリケーション |
|---|---|---|
| 低コスト | スケール形成の可能性 | 中程度の冷却を備えたほとんどの射出成形金型 |
| 高い放熱性 | 寒冷地では凍結の危険性 | |
| 簡単にアクセス可能 |
高温成形における油の活用
油は、特に電気絶縁が求められる場合や高温で動作する場合など、有効な冷却媒体の一つです。沸点が高いため、高熱に耐えなければならない金型に適しています。水よりも高価ですが、電気腐食が懸念される環境では、油はより安全な選択肢となります。.
油には多くの利点があるものの、放熱性は水に比べてやや劣り、こぼれたり漏れたりした場合の清掃も面倒です。そのため、油は高温の用途や厳しい断熱要件が求められる用途に最適です。.
シンプルな冷却ソリューションとしての空気
空冷はシンプルで、追加の供給システムを必要としません。自然対流によって熱を逃がすため、冷却需要の少ない小型金型に適しています。しかし、放熱能力が限られているため、補助的な役割やシンプルで小型の射出成形金型にしか使用できません。.
| 利点 | 短所 | アプリケーション |
|---|---|---|
| 追加の供給システムなし | 放熱性が悪い | シンプルな小型金型または補助冷却 |
| 簡単な実装 | 需要の低いシナリオに限定 |
媒体選択に関する考慮事項
適切な冷却媒体を選択するには、具体的な成形要件を理解する必要があります。熱伝導率1と製品仕様を評価することで、適切な判断を下すことができます。また、各媒体のメンテナンス(油や水質管理のための洗浄の必要性など)と、それらが長期的な運用コストや金型寿命に与える影響も考慮する必要があります。
これらのニュアンスを理解することで、メーカーは冷却システムを効果的にカスタマイズし、パフォーマンスと効率の両方を向上させることができます。.
水は最も費用対効果の高い冷却媒体です。.真実
水はコストが低く、放熱性も高いため経済的です。.
油は水よりも放熱性に優れています。.間違い
油は沸点が高いにもかかわらず、熱放散は水よりも効率が悪いです。.
冷却パイプの設計は効率にどのような役割を果たすのでしょうか?
適切に設計された冷却パイプシステムは、射出成形の効率と製品品質を大幅に向上させることができます。.
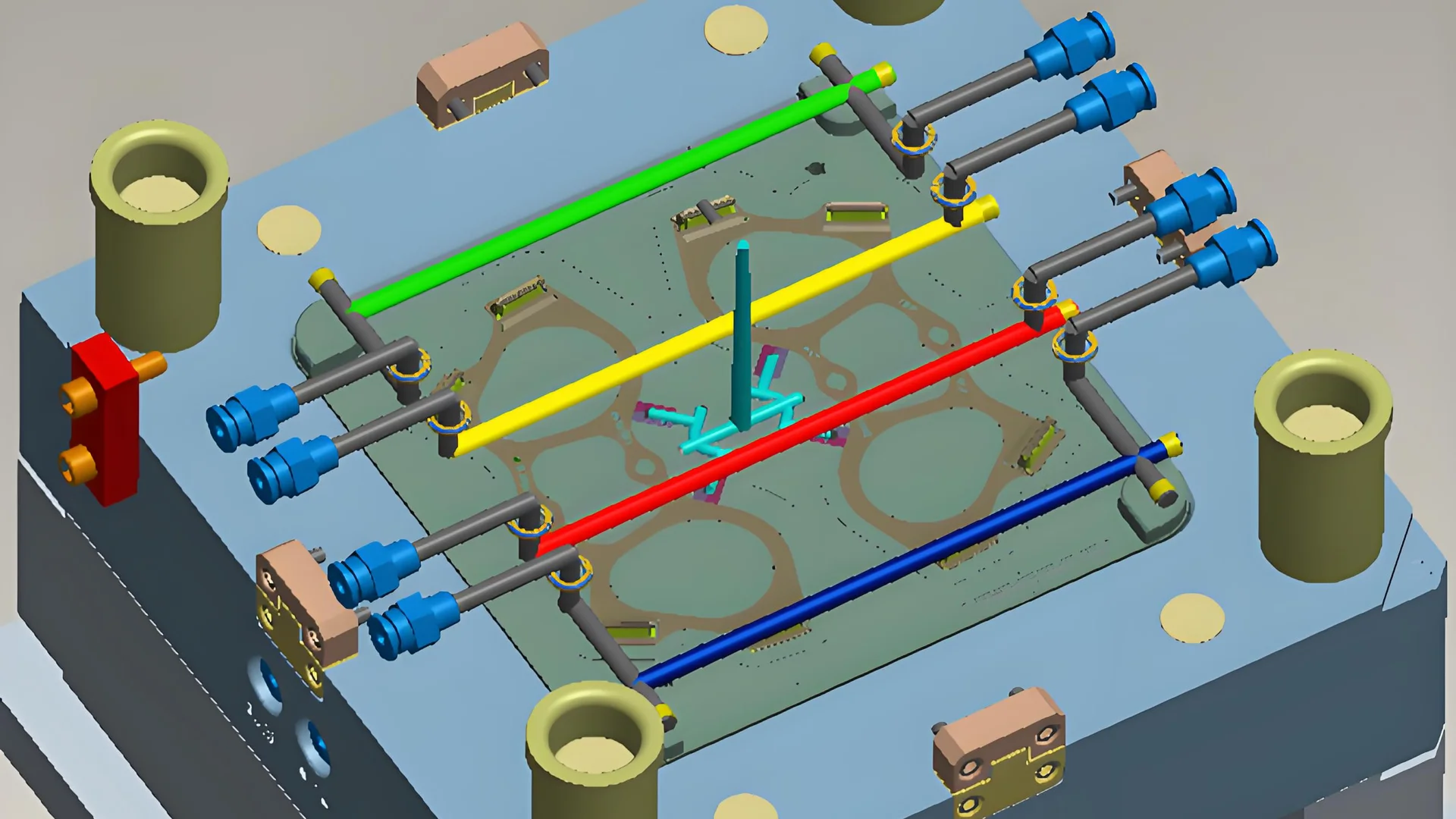
冷却パイプの設計は、金型温度の均一化、欠陥の防止、そして冷却プロセスの最適化に不可欠です。適切なレイアウト、直径、間隔、そして接続方法は、効率的な放熱を実現するために不可欠な要素です。.
パイプラインレイアウト:均一な冷却を確保
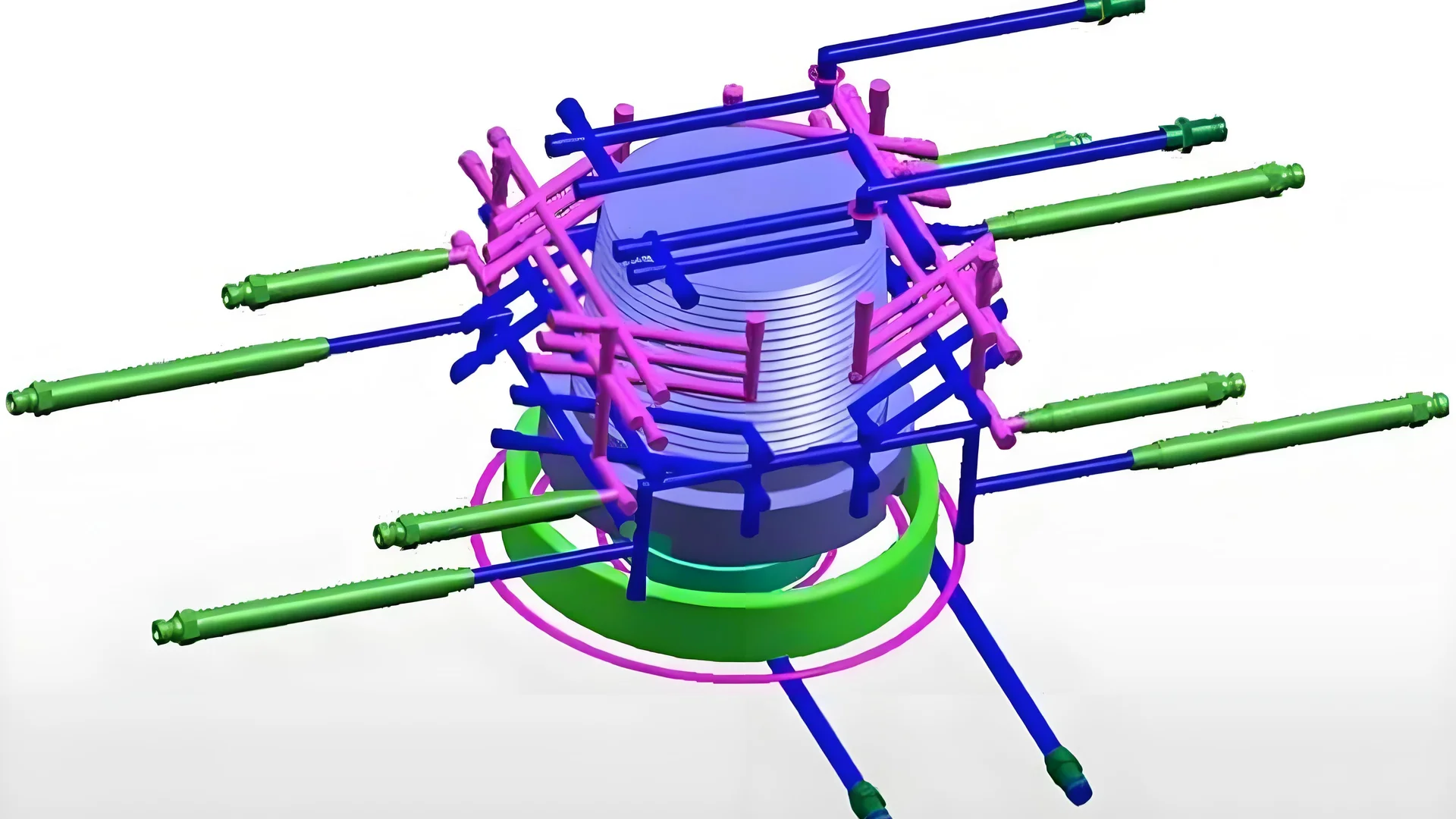
金型内の冷却パイプのレイアウトは、均一な温度分布を実現するために極めて重要です。最適な結果を得るには、キャビティやコアなどの重要な領域に戦略的に配管を配置する必要があります。これにより、局所的な過熱や過冷却を防ぎ、反りや収縮などの欠陥を軽減できます。金型が複雑な形状の場合、多層配管や特殊形状の配管を使用することで、冷却効果をさらに高めることができます。複雑な金型設計に合わせて冷却システムをカスタマイズするための革新的な配管レイアウト戦略2。
パイプラインの直径と間隔:流量とスペースのバランス
冷却パイプの適切な直径と間隔を選択することは、効果的な冷却と金型の健全性のバランスをとる上で不可欠です。直径が大きいほど流量が向上し、放熱性が向上しますが、金型の占有スペースは大きくなります。逆に、直径が小さいと流量は制限されますが、スペースは節約できます。一般的に、金型構造を損なうことなく十分な冷却を確保するには、20mm~50mmのパイプ間隔が推奨されます。具体的な冷却ニーズと金型サイズに合わせて、最適なパイプ構成を
配管接続方法:信頼性とメンテナンスの容易さの確保
信頼性の高い接続は、冷却不良や金型の損傷につながる漏れを防ぐために不可欠です。一般的な接続方法には、溶接、ねじ込み接続、クイックコネクタなどがあり、それぞれ異なる運用状況に適しています。例えば、クイックコネクタは、メンテナンスのために頻繁に分解する必要がある金型に最適です。接続方法を選択する際には、環境要因や運用上の要求に加えて、メンテナンスの容易さも考慮する必要があります。
温度と流量制御:精度の達成
センサーとPIDコントローラを備えた温度制御システムは、冷却媒体の流量を調整することで金型温度を正確に制御できます。この精度により、製品品質に影響を与える可能性のある極端な温度上昇を回避できます。さらに、流量計と調整弁で流量を制御することで、特定の射出プロセスに合わせて最適な冷却速度を確保できます。成形精度と効率を向上させる高度な温度制御システム5。
パイプの直径が大きいほど、放熱性が向上します。.真実
直径が大きいほど流量が向上し、放熱性が向上します。.
クイックコネクタは、頻繁な分解には適していません。.間違い
クイックコネクタは、頻繁に分解する必要がある金型に最適です。.
冷却システムの制御によって生産を最適化できる方法
効率と製品品質を向上させる最適化された冷却システム制御により、製造ラインの潜在能力を最大限に引き出します。.
冷却システム制御は、正確な温度、流量、冷却時間を維持することで生産を最適化し、一貫した製品品質と効率的な製造を保証します。.

温度管理の重要性
温度制御は、製造業におけるあらゆる冷却システムにおいて重要な要素です。金型温度をリアルタイムで監視する温度センサーを設置することで、メーカーは温度が適切な範囲内に保たれていることを確認できます。この精密な制御は、最終製品の欠陥につながる過熱などの問題を防ぐのに役立ちます。PIDコントローラーなどの自動制御装置を導入することで、温度生産ニーズに合わせて調整することができます6 。
流量調整
冷却媒体の流量は、金型の冷却速度に直接影響します。最適な流量を維持することで、製品の品質を損なうことなく金型温度を維持できます。流量計や調整弁などの機器は、必要に応じて流量を調整するために不可欠です。これは、製造される製品の複雑さやサイズに応じて冷却要件型
冷却時間管理
生産を最適化するには、効果的な冷却時間管理が不可欠です。冷却時間が短すぎると、製品の変形や寸法安定性の低下につながる可能性があります。逆に、冷却時間が長すぎると生産効率が低下します。適切な冷却時間を決定するには、多くの場合、実験と過去の経験の活用が求められます。製造工程において冷却時間を注意深く監視・調整することで、品質と生産性の両方を向上させるバランスを実現できます。.
金型材料と製品仕様の統合
冷却システムの制御と金型材料および製品仕様の統合も重要な考慮事項です。材料によって熱伝導特性が異なり、冷却システムとの相互作用に影響を与えます。例えば、鋼製金型ではアルミニウム合金製金型とは異なる冷却戦略が必要になる場合があります。同様に、肉厚が厚い製品や複雑な形状の製品では、引け巣などの欠陥を防ぐために特別な冷却アプローチが必要になる場合があります。.
結論として、高度な冷却システム制御を理解し、導入することで、製造業者は生産成果を大幅に向上させることができます。これらの制御は、製品品質の向上だけでなく、運用効率の向上にもつながり、生産コストの削減と出力品質の向上につながります。冷却システム制御の各側面に関するより詳細な情報については、オンラインで入手可能な追加リソースや専門家の意見をご覧ください。.
PID コントローラは温度をリアルタイムで調整します。.真実
PID コントローラはフィードバックを使用して正確な温度制御を維持します。.
冷却システムでは流量計は不要です。.間違い
流量計は流量の監視と調整に不可欠です。.
金型材料と製品要件がなぜ重要なのか?
高品質の射出成形結果を達成するには、金型材料と製品要件の重要性を理解することが重要です。.
金型材料と製品要件は、冷却効率と最終製品の品質を左右します。金型材料の選択は熱伝導率に影響を与え、製品仕様は冷却システムの設計に影響を与えます。適切な材料を選択し、製品ニーズを満たすことで、優れた金型性能と最終製品の高品質が保証されます。.
冷却システムにおける金型材料の重要性
金型材料の選択は、熱伝導率、ひいては射出成形金型の冷却効率に直接影響します。例えば、鋼製金型は優れた熱伝導率で知られており、急速な放熱を促進し、サイクルタイムを短縮し、生産性を向上させます。一方、アルミニウム合金製金型は軽量で加工が容易ですが、熱伝導率が比較的低いため、追加の冷却対策が必要となる場合があります。.
熱間加工用ダイス鋼のような特殊材料は、温度管理を効果的に行うために、スプレー冷却などの特殊な冷却方法8が。最適な温度制御を維持し、欠陥を防止するためには、金型材料と冷却システムの設計を整合させることが重要です。
製品要件: 冷却戦略の策定
製品の形状、サイズ、肉厚などの仕様は、冷却システムの設計に大きな影響を与えます。肉厚の厚い製品の場合、引け巣などの問題を回避するために、冷却を強化する必要があります。このような状況では、戦略的に配置された冷却チャネルによって、金型表面全体の温度分布を均一にすることができます。.
さらに、高い表面品質が求められる製品では、表面欠陥や反りにつながる冷却ムラを防ぐために、綿密な冷却システム設計が求められます。これらの要件を考慮することで、メーカーは生産期待を満たすだけでなく、それを上回る冷却システムを設計することができます。.
金型材料と製品ニーズのバランス
理想的な射出成形プロセスを実現するには、金型材料の特性と製品要求のバランスをとることが不可欠です。熱膨張係数や表面仕上げの適合性といった要素を評価することで、金型材料と製品設計の両方を選定することができます。.
例えば、製品に特定の表面仕上げが必要な場合、その要件を満たす金型材料の選択が重要になります。同様に、金型材料の熱特性を理解することは、厳しい製品仕様を満たすために追加の冷却技術が必要かどうかを判断するのに役立ちます。
この包括的なアプローチにより、金型材料の特性と製品のニーズの両方が設計プロセスに統合され、優れた射出成形結果が得られます。.
スチール製の金型はアルミニウム製の金型よりも熱伝導率が高くなります。.真実
スチールの熱特性は、アルミニウムとは異なり、急速な熱放散を促進します。.
厚い製品では、収縮空洞を避けるために冷却の必要性が少なくなります。.間違い
壁が厚いほど、収縮や欠陥を防ぐためにより多くの冷却が必要になります。.
結論
これらの要素を慎重に検討することで、射出成形の効率と製品品質を向上させながら、コストを削減できます。お客様の具体的なニーズをじっくりと検討し、最適な選択を行ってください。.
-
金型材料が冷却媒体の選択にどのように影響するかを学びます。: ここ数十年、プラスチック射出成形に使用される従来の工具鋼の熱伝導率は 12 ~ 20 Btu/( … に制限されてきました。 ↩
-
複雑な金型設計に合わせた配管レイアウトをご覧ください。冷却システムは、パーティングラインと成形品から適切な距離を保ってください。冷却ラインの直径が十分に大きいことを確認してください。 ↩
-
冷却効率を高める配管構成について学びましょう。:金型から部品を取り出す際は、熱変形温度以下に冷却する必要があります。これにより、部品の弛緩を防ぎ、… ↩
-
メンテナンスしやすい接続方法を理解します。: 配管システムでは、日常的な定期検査、配管システムの物理的な変更または拡張、および予定外のメンテナンスの 3 種類のメンテナンスが実行されます。 ↩
-
成形の精度と効率を高めるシステムを見つけます。: 加熱と冷却を金型に統合すると、射出成形の制御と柔軟性が向上します。. ↩
-
PID コントローラが冷却システムで正確な温度調節を実現する仕組みについて説明します。: PID コントローラの目的は、フィードバックを強制的に設定点 (サーモスタットなど) に一致させることです。設定点とは、温度と時間に基づいて加熱および冷却ユニットをオンまたはオフにすることです。 ↩
-
効果的な金型冷却を維持するための理想的な流量について学びましょう。: 重要な「経験則」として、チラーの容量は50°F(約10℃)以下になると1°F(約1℃)ごとに2%減少します。つまり、温度が5°F(約1.5℃)低下して45°F(約2.5℃)になると、… ↩
-
特殊金型における温度管理のための革新的な技術を探ります。:最初のパートでは、最大表面冷却速度と熱流束値に基づいて、水流量とスプレー衝突高さを最適化します。最高… ↩
-
射出成形プロセスを最適化する最先端のソリューションをご紹介します。: たとえば、1 つの大きな冷却チャネルではなく、複数の小さな冷却チャネルを金型に組み込むと、より一貫した結果が得られます。. ↩






