

あのキラキラ輝くプラスチック製品がどのように作られているか、考えたことはありますか? 一緒に、射出成形の驚くべき世界を探検しましょう!
射出成形は、スマートな射出システムを用いて原材料を溶融します。このシステムには、バレル、スクリュー、そして正確な温度制御機能が備わっています。このプロセスにより、熱可塑性材料が融点に達するのを助けます。均一な加熱が実現され、優れた製造品質が実現します。.
製造業の道を歩み始めたとき、すぐに射出成形が素晴らしいプロセスであることに気付きました。このプロセスは、バレル、スクリュー、ノズルで構成される複雑な射出システムから始まります。バレルはプラスチック材料を温めるオーブンのようなものだと想像してみてください。熱によって材料は固体から液体へと変化します。プラスチックの種類によって溶ける温度が異なります。ポリプロピレンの融点は160~220℃だと習ったのを覚えています。これは大きな気づきでした。正確な温度設定が、最終製品の出来を大きく変えるのです。.
スクリューはバレル内で回転し、重要な役割を果たしています。スクリューが動いてプラスチックを混ぜる様子を見ていると、本当に魅了されました。スクリューはプラスチックをせん断することで熱を発生させ、よく溶かします。この魔法はまさに温度制御システムで起こるのです。焦げたプラスチックで作業が台無しになるのは誰も望んでいません!
これらの部品は調和して機能します。この技術により、高品質の成形部品を製造することができます。.
射出成形では溶融のために正確な温度制御が使用されます。.真実
射出成形における温度制御は、効果的な溶融と生産品質にとって極めて重要な熱可塑性材料の均一な加熱を保証します。.
射出成形プロセスには、溶融後の冷却段階が含まれます。.真実
射出成形では、溶融後、排出前に材料を所望の形状に固めるための冷却段階が含まれます。.
射出成形機の主要コンポーネントは何ですか?
射出成形機の仕組みを考えたことがありますか?主要部品の知識は、製造業の現場で大きな変化をもたらす可能性があります。私が入社した頃、この知識は本当に重要でした。.
射出成形機の主要部品には、バレル、スクリュー、ノズルからなる射出システムが含まれます。これらの部品は不可欠です。プラスチック材料の特性は、成形プロセスにおいて重要な要素となります。精密な温度制御システムも非常に重要な役割を果たします。このシステムは、溶融と成形に最適な条件を維持します。このシステムによってすべてが安定し、完璧な結果が得られます。.

射出成形機の射出システム
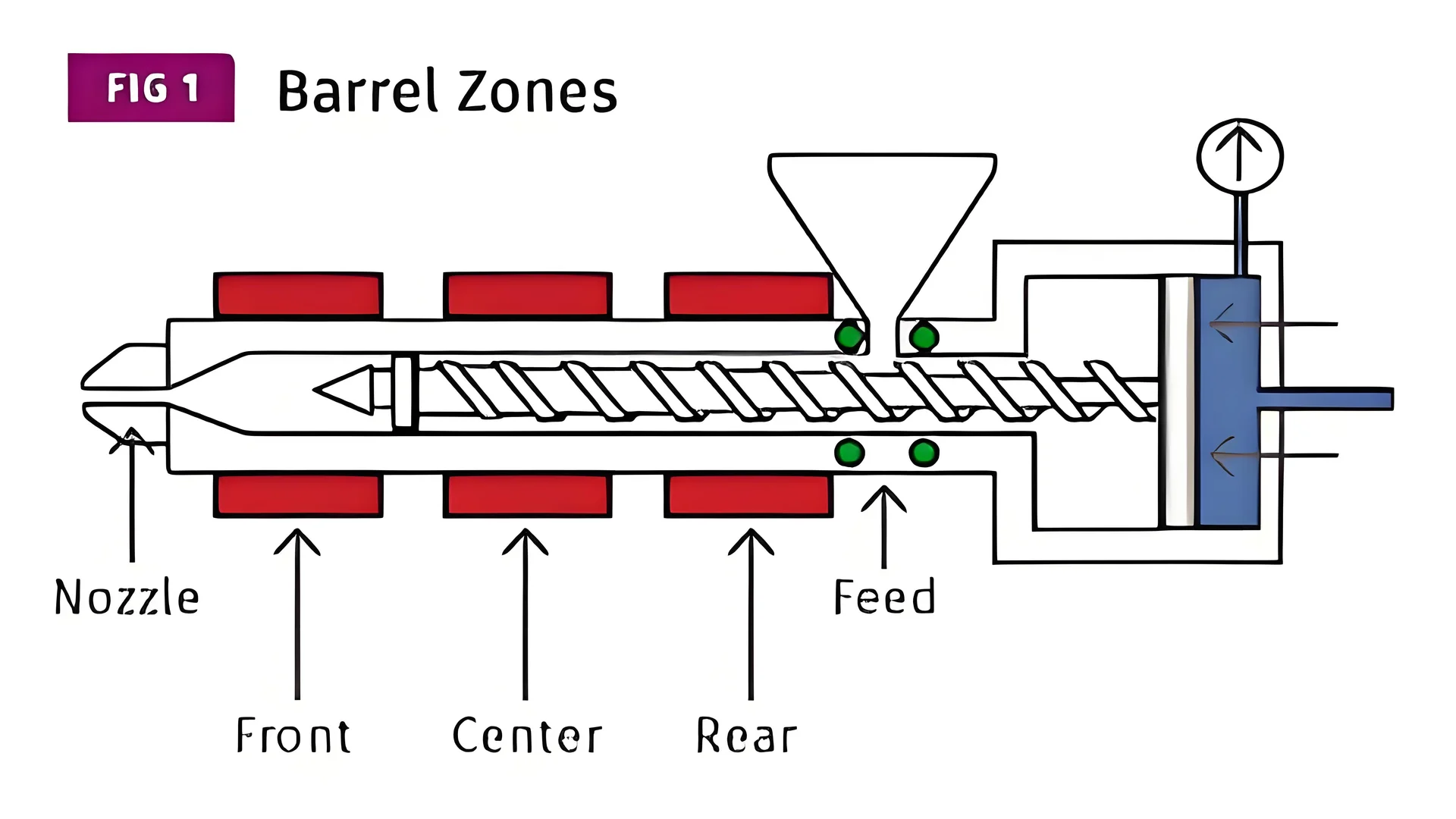
射出システムは射出成形機の心臓部であり、いくつかの重要なコンポーネントで構成されています。.
-
バレル:ここでは、プラスチック原料が加熱され、溶融されます。バレルには加熱コイルが備えられており、長さに沿って異なる温度を維持することで、様々なプラスチックの融点に対応します。例えば、ポリプロピレン(PP)は160~220℃で溶融しますが、ポリカーボネート(PC)は約220~260℃が必要です。
-
スクリュー/プランジャー:スクリューは、プラスチックをバレル内へと送り出す上で重要な役割を果たし、同時にせん断熱を発生させることで溶融プロセスを促進します。スクリューが回転すると、プラスチックが均一に混合され、最適な溶融が保証されます。
-
ノズル:この部品は溶融プラスチックを金型キャビティに送り込みます。早期冷却を防ぎ、溶融材料のスムーズな流れを確保するように設計する必要があります。
プラスチック原料の特性とスクリューの役割
熱可塑性プラスチックの特性を理解することは、効果的な処理に不可欠です。
-
熱可塑性プラスチック:これらの材料は通常、粒状または粉末状で、加熱すると固体から液体に変化します。分子鎖が緩み、材料を金型に流し込むことができます。
-
スクリューの機能:スクリューが回転すると、プラスチック粒子が圧縮・加熱され、せん断熱によって溶融が促進されます。これは、迅速な溶融が求められる高粘度材料に特に有効です。
| 財産 | ポリプロピレン(PP) | ポリカーボネート(PC) |
|---|---|---|
| 融点 | 160~220℃ | 220~260℃ |
| 粘度 | 低い | 高い |
温度制御とフィードバック機構
温度制御システムは品質維持に不可欠です。
-
温度センサー: これらのデバイスはバレル内の温度をリアルタイムで監視し、指定された制限内に維持されるようにします。
-
加熱装置:センサーからのフィードバックに基づいて出力を調整します。温度が低下すると出力を上げ、設定された閾値を超えると出力を下げます。これにより、安定した溶融状態が確保され、一貫した品質が保たれます。
温度を正確に制御することで、材料の劣化を防ぐだけでなく、射出成形部品の品質が向上し、設計仕様を効果的に満たすことができます。.
することもできます 温度制御が製品の品質にどのように影響する1 たり、現代の製造業における射出システムの役割を詳しく調べたり
バレルは射出成形においてプラスチックを溶かす役割を果たします。.真実
バレルはプラスチック原料を加熱して溶かし、成形に適した温度に達するようにします。.
射出成形機のスクリューはプラスチック材料を冷却します。.間違い
スクリューはプラスチックを溶かすためにせん断熱を発生させますが、プラスチックを冷却するのではなく、むしろ溶解を助けます。.
温度制御は溶解プロセスにどのような影響を与えますか?
製造工程における溶融プロセスに温度制御がどのように影響するか、疑問に思ったことはありませんか?製品の品質と性能に影響を与えるため、多くの人が関心を寄せています。さあ、詳しく見ていきましょう!
温度制御は溶解プロセスの効率と品質に直接影響します。材料は分解することなく必要な融点に達する必要があります。適切な温度管理は、一貫性のある高品質な生産につながると考えられます。.
溶解における温度制御の重要性
温度制御は不可欠です!射出成形などの方法では、材料を特定の温度まで加熱して良好な状態にする必要があります。例えば、熱可塑性樹脂は、材料ごとに融点が異なります。ポリプロピレン(PP)は160~220℃付近で溶融しますが、ポリカーボネート(PC)は220~260℃の温度が必要です。 効果的な加熱システム2 、大きな違いが生まれます。
最初は、温度設定が適切でないとバッチが台無しになることを理解できず、問題に直面しました。温度が低いと溶解が妨げられ、欠陥が発生します。また、温度が高すぎるとどうなるでしょうか?過熱すると材料の品質と私の努力が台無しになることを知りました。.
熱伝達のメカニズム
射出成形機のバレルは、すべての工程が行われる場所です。加熱コイルがプラスチック原料に熱を伝えます。基本的な説明は以下の通りです。
| ステージ | 説明 |
|---|---|
| 1 | 加熱コイルが作動し、バレルの温度を上昇させる |
| 2 | 熱はバレル壁を通してプラスチックに伝わります |
| 3 | プラスチックは融点に達し粘性を持つようになる |
| 4 | 粘性のあるプラスチックを金型に注入する |
このプロセスは正確な温度管理システムに大きく依存していることを知りました。少しでもミスがあれば、生産上の大きな問題につながる可能性があります。問題が発生したときに何が起こるかを目の当たりにしてきました。.
温度制御におけるフィードバック機構
現代の射出成形機には、優れたフィードバック機構が備わっています。想像してみてください。センサーが常に温度を監視しているのです。その仕組みは以下のとおりです。
- 温度センサー:樽の温度を監視します。
- 自動調整: 温度が低くなると加熱要素がオンになり、温度が高くなりすぎると冷却が始まります。
- 安定した状態: このシステムは、プラスチックを安定した溶融状態に保ち、過剰な熱による損傷や熱不足による不完全な溶融を回避します。
強力なフィードバック制御システムを導入したことで、生産の品質と効率が向上しました。まるで、すべてがスムーズに進むようサポートしてくれる頼もしいパートナーがいるような感覚でした。堅牢な フィードバック制御システム、 生産の品質と効率が向上します。
溶解プロセスにおけるスクリュー設計の役割
さて、射出成形機のスクリューについてお話しましょう。まさに溶解の隠れたヒーローです!その設計により、以下のことが可能になります。
- 材料の押し出し: 回転するスクリューが加熱されたバレルを通してプラスチック材料を前方に押し出します。
- せん断加熱: 材料が圧縮されると、せん断力によって熱が発生し、より速く溶解します。
- 均一な混合:スクリューが材料を均一に混合し、一貫した溶融と製品品質を保証します。
厚いプラスチックを扱っていた時のことをはっきり覚えています。せん断加熱効果によって溶解が加速したのです。このような瞬間は、これらのプロセスを理解することがいかに重要かを教えてくれます。.
まとめると、工業プロセスにおいて材料を適切に溶融させるには、正確な温度制御が鍵となります。私の経験から、温度を適切に管理することで生産効率だけでなく製品品質も向上することを学びました。.
製造における最適な溶融には温度制御が不可欠です。.真実
適切な温度管理により、材料が融点に達することが保証され、溶解プロセス中の製品の品質と効率が向上します。.
溶融時の過度の熱は材料の分解につながる可能性があります。.真実
熱が多すぎると材料が損傷し、物理的特性に悪影響を与え、最終製品の品質が損なわれる可能性があります。.
熱可塑性プラスチックのどのような特性が溶融挙動に影響しますか?
熱可塑性プラスチックは、製造業において魔法の粘土のようなものです。少し熱を加えるだけで溶けて形を変えます。まさに変化します。なぜこのような変化が起こるのでしょうか?さあ、探ってみましょう!
熱可塑性プラスチックの融点は、分子構造、結晶化度、粘度、そして温度制御システムに依存します。これらの特性は、熱可塑性プラスチックの融点や様々な用途における機能性を決定する上で非常に重要です。.
熱可塑性プラスチックの分子構造
熱可塑性プラスチックの分子構造は重要です。私は初めてポリマー鎖について学び、熱によって変化するその性質に驚きました。温度が上昇すると、これらの鎖を結合している力が弱まり、熱可塑性プラスチックは固体から液体へと変化します。これは、永久に硬化する熱硬化性プラスチックとの大きな違いです。例えば、ポリエチレンはポリプロピレンよりも融点が低いため、成形が容易です。それぞれのプロジェクトにおいて適切な材料を選択することが重要です。
結晶度とその影響
結晶度は融解挙動に大きな影響を与えます。結晶度が高いほど、分子の秩序性が高まるため、融点が高くなります。私は高温部品の設計にあたり、融点について綿密に調査しました。設計が厳しい条件に耐えなければならない場合、情報は非常に重要です。
粘度と流動挙動
粘度は熱可塑性樹脂の溶融挙動に影響を与えます。私は粘度を材料の流動抵抗と捉えています。高分子量熱可塑性樹脂は低温では流動しにくい性質を持ちますが、融点に達すると容易に流動します。この理解は、特に複雑な形状の射出成形において、より良い設計判断を下すのに役立ちます。
温度制御機構
射出成形機において、温度制御は非常に重要です。射出成形システムは、バレル、スクリュー、ノズルで構成されています。バレルは原料プラスチックを加熱して溶融します。私は以前、機械の中で加熱コイルが魔法のように働く様子を見たことがあります。温度センサーによるリアルタイム監視により、バレルは所望の温度範囲内に維持されます。加熱コイルは、温度が低すぎる場合は加熱量を増やし、高すぎる場合は加熱量を減らします。このバランスにより、溶融物と最終製品の両方の品質が確保されます。
つまり、分子構造、結晶性、粘度、温度制御が熱可塑性樹脂の溶融にどのように影響するかを理解することは、設計者やエンジニアにとって非常に役立ちます。これらの特性を考慮することで、あらゆるプロジェクトが容易になり、より良い選択と製品開発につながります。私の業界での経験から、これらの技術的な詳細が私の仕事と設計の成功にどれほど大きな影響を与えるかを知っています。.

熱可塑性プラスチックの溶融挙動
熱可塑性プラスチックの溶融挙動は、いくつかの重要な要因に左右されます。分子構造は大きな影響を与え、結晶化度も重要な役割を果たします。さらに、粘度も溶融に影響を与えます。加工機械における温度制御機構は不可欠です。これらの要素は非常に重要です。製品の設計や製造には、これらの要素を理解することが不可欠です。これらの材料を扱う人は誰でも、これらの要因を研究する必要があります。私の経験では、これらの要因は実際の用途に大きな影響を与えます。.
熱可塑性プラスチックの分子構造
熱可塑性プラスチックは、長く柔軟なポリマー鎖を特徴とする独特の分子構造を有しています。この構造は、熱可塑性プラスチックが熱によってどのように溶けるかを決定する上で非常に重要です。.
温度の上昇にさらされると、これらの分子鎖間の力が弱まり、物質が固体から液体へと変化します。.
この動作は、加熱すると溶けるのではなく永久に硬化する熱硬化性プラスチックとは根本的に異なります。.
例えば、 ポリエチレン4 は に比べて融点が低いため ポリプロピレン5、さまざまな製造プロセスでの応用に影響します。
結晶度とその影響
熱可塑性プラスチックの結晶化度は、その融解挙動に大きな影響を与えます。熱可塑性プラスチック内の結晶領域は、その規則的な配列により、様々な融点を生み出す可能性があります。.
| 熱可塑性 | 結晶度(%) | 融点(℃) |
|---|---|---|
| ポリエチレン | 30-60 | 120-130 |
| ポリプロピレン | 40-70 | 160-220 |
| ポリカーボネート | 40-50 | 220-260 |
結晶度が高いほど、一般的に融点が高くなります。特定の用途、特に高温環境における材料を選択する際には、この特性を考慮する必要があります。.
粘度と流動挙動
熱可塑性プラスチックの粘度は、その溶融挙動に影響を与えるもう一つの重要な特性です。粘度とは、材料の流動抵抗を指し、温度が上昇するにつれて低下します。.
分子量の大きい熱可塑性プラスチックは、低温では粘度が高くなる傾向があるため、当初は加工が困難になります。しかし、融点に達すると粘度が大幅に低下し、成形が容易になります。.
材料の粘度挙動を理解することで、特に複雑な形状や入り組んだデザインを扱う場合に、射出成形プロセスにおける設計選択を改善できます。.
温度制御機構
熱可塑性プラスチックの溶融プロセスでは、効果的な温度制御が不可欠です。 の射出システムには、6 正確な温度設定を実現するために設計されたバレル、スクリュー、ノズルが組み込まれています。
射出成形機のフィードバック機構
- リアルタイム監視:温度センサーが樽の温度に関するリアルタイムデータを提供し、温度が所望の範囲内に維持されるようにします。
- 加熱装置の調整:温度が設定値を下回ると、加熱コイルは最適な状態を維持するために出力を上げます。逆に、温度が閾値を超えると出力を下げます。
この洗練されたフィードバック機構は、プラスチック溶融物と最終成形製品の両方の品質を維持するために重要です。.
要約すると、熱可塑性プラスチックの特性(分子構造、結晶性、粘度、効果的な温度制御など)は、加工中の溶融挙動に影響を与える重要な要因です。これらの特性を理解することで、エンジニアや設計者はそれぞれの用途においてより適切な意思決定を行うことができます。.
熱可塑性プラスチックは分子鎖の力が弱まることで溶けます。.真実
熱可塑性プラスチックの溶融挙動は、熱にさらされると、長く柔軟なポリマー鎖間の力が弱まり、固体から液体に変化することによって発生します。.
結晶度が高くなると、プラスチックの融点が低くなります。.間違い
熱可塑性プラスチックでは、結晶度が高いほど一般的に融点が高くなり、高温用途の材料選択に影響を与えます。.
射出成形における品質管理にフィードバック機構が不可欠なのはなぜですか?
プラスチック製品がなぜあんなに完璧に見えるのか、考えたことはありますか? 射出成形におけるフィードバックがすべてを変えることに気づきました。フィードバックは、すべての工程をスムーズに進めるのに役立ちます。温度管理もしっかり行われ、不良品も大幅に減少するでしょう。.
射出成形におけるフィードバックシステムは、品質の一貫性を保つために不可欠です。これは、正確な温度を一定に保つことで実現されます。これにより、欠陥が低減し、プロセスの信頼性が向上します。このシステムは、リアルタイムの変更によってこれを実現します。.

フィードバックメカニズムの役割を理解する
射出成形におけるフィードバックシステムは、製造業の静かなヒーローのようなものです。すべてを軌道に乗せるために働きます。初めてその動作を見た時のことを覚えています。まるで魔法のようでした。このシステムは正確な温度制御に重点を置いており、これはプラスチック材料を完璧に溶融するために非常に重要です。この分野に携わり始めた頃は、溶融状態を安定に保つことがどれほど重要であるかを知りませんでした。安定した溶融プラスチックは完璧な製品を意味します。不安定な溶融プラスチックは多くの欠陥を意味します。.
温度変化が発生すると、フィードバックシステムが作動して即座に対応します。まるで、子供が助けを必要としている時に親がすぐに駆けつけるようなものです。 温度制御システム7 はセンサーを用いて温度を監視し、加熱出力を調整します。この迅速な対応は、材料の分解や完全に溶けていないといった、品質に深刻な影響を与える問題を防ぐために不可欠です。
フィードバック機構の構成要素
-
温度センサー
- これらのセンサーはバレル全体に戦略的に配置され、温度の変化を継続的に監視します。.
- 制御システムに即時のデータを提供し、素早い調整を可能にします。.
-
暖房装置の制御
- 加熱コイルはセンサーのフィードバックに基づいて制御され、最適な温度が維持されます。.
- これにより、エネルギーの無駄が削減され、バッチ間の一貫性が向上します。.
温度管理における一貫性の重要性
このフィードバック機構の真価は、その一貫性にあります。想像してみてください。デザイナーとして、私は自分の製品が素晴らしいものであってほしいと願っています。システムは常に最適な温度を維持するよう機能し、私に安心感を与えてくれます。プラスチックによって溶ける温度は異なります。これは、ホットコーヒーを好む人もいれば、アイスコーヒーを好む人もいるようなものです。.
| プラスチックタイプ | 融点範囲(°C) |
|---|---|
| ポリプロピレン(PP) | 160 – 220 |
| ポリカーボネート(PC) | 220 – 260 |
フィードバックシステムは、各種類のプラスチックに適切な温度を保つことで、すべてのバッチが期待通りの外観と機能を持つことを保証します。ジャッキーのような家電製品を設計する人にとって、これは特に重要です。ジャッキーは温度の問題で設計が失敗することを望んでいません。誰もそんなことは望んでいません。.
フィードバックループによる欠陥の削減
このフィードバック システムが製造上の欠陥の低減にどのように役立つかを私は見てきました。
- 温度が急上昇した場合、制御により出力が下げられ、過熱を防いでいます。調理中に熱くなりすぎたときに火力を下げるのと似ています。.
- 温度が急激に低下した場合、システムは適切に溶解が行われるように電力を増加させます。.
こうした迅速な変更は賢明であり、製造ミスのリスクを低減するために不可欠です。優れたフィードバックシステムにより、より高い品質基準を達成し、より良い製品を作ることができます。.
洞察の結論
射出成形の分野での経験を通して、フィードバックシステムが品質管理において非常に重要であることは明らかです。リアルタイムの調整により、プロセスの効率化と製品の高品質が維持されます。生産工程の改善を続ける中で、このシステムの重要性を理解することは、私にとって大きな力となっています。皆様にも、このシステムが少しでも刺激になれば幸いです。
フィードバック機構により射出成形における一貫した品質が保証されます。.真実
フィードバック システムは温度を調節することで、品質管理に不可欠な成形部品の均一性を維持するのに役立ちます。.
効果的な射出成形には温度センサーは必要ありません。.間違い
温度センサーは、射出成形プロセス中の欠陥を防ぐために条件を監視および調整するために不可欠です。.
結論
射出成形は、バレル、スクリュー、および正確な温度制御を使用して熱可塑性プラスチックを効率的に溶かし、効果的な加熱および冷却プロセスを通じて高品質の生産を保証します。.
-
このリンクをクリックすると、射出成形システムに関する詳細な情報が得られ、設計における理解と応用が強化されます。. ↩
-
溶融プロセス中に温度が材料特性にどのように影響するかについて詳しく知るには、このリンクを参照してください。. ↩
-
産業用暖房システムのフィードバック メカニズムとその重要性の詳細については、ここをクリックしてください。. ↩
-
熱可塑性樹脂の特性が溶融挙動にどのように影響するかについての洞察を探り、実際のアプリケーションに対する理解を深めます。. ↩
-
熱可塑性プラスチックの粘度の役割についてより深い洞察を得て、設計プロセスを最適化します。. ↩
-
生産効率を向上させるために、射出成形機における効果的な温度制御について学びます。. ↩
-
フィードバック メカニズムによって製造プロセスにおける品質管理を大幅に改善できる方法については、このリンクをご覧ください。. ↩






