

射出成形サイクルを正確に予測することで、製造効率を変革し、コストを大幅に削減できます。.
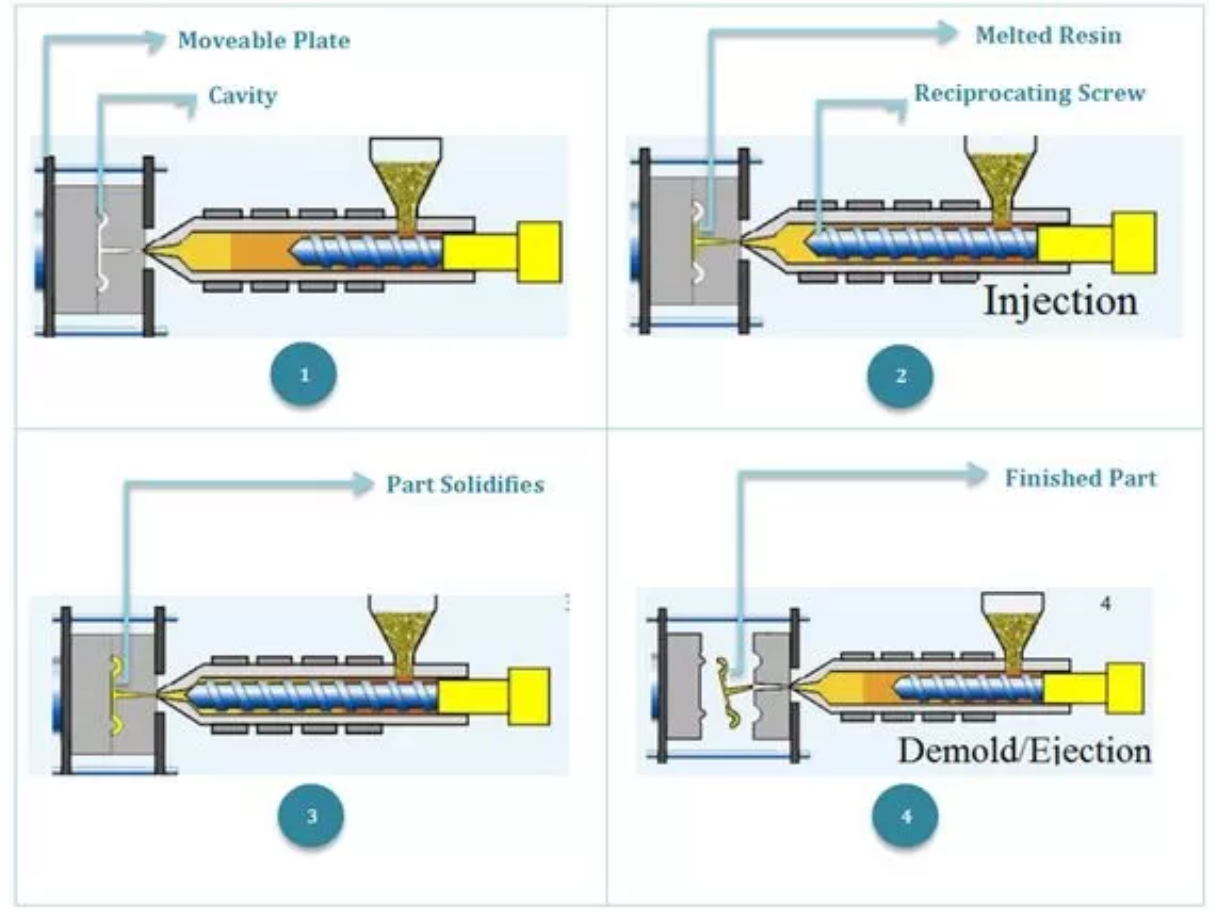
射出成形サイクルを正確に予測するには、冷却時間、射出時間、金型操作といった重要な要素を考慮する必要があります。冷却時間は非常に重要であり、t = (6s)×(δ²/χ²)という式で計算できます。射出時間は製品の体積と速度に依存し、保持時間は収縮を補正します。.
これらの計算式は基礎を提供するものですが、見積もりプロセスを完全に理解するには、金型の複雑さや機械の仕様など、複数の変数を考慮する必要があります。これらの要素についてさらに詳しく見ていきましょう。.
冷却時間はt = (6s)×(δ²/χ²)として計算されます。.真実
冷却時間は壁の厚さと熱拡散によって異なります。.
サイクル推定において冷却時間はどのような役割を果たしますか?
冷却時間は射出成形のサイクル予測において極めて重要な要素であり、効率と製品品質の両方に影響します。.
サイクル予測における冷却時間は、サイクル全体の継続時間と成形品の品質に影響を与えるため、非常に重要です。冷却時間はt = (6s)×(δ²/χ²)という式を用いて計算されます。ここで、sは肉厚、χは熱拡散係数です。この式では、金型温度やプラスチックの種類などの要因が考慮されます。.
冷却時間の重要性を理解する
射出成形において、冷却時間は単なる一段階ではなく、効率と製品品質の両方を決定づける重要な要素です。この冷却時間により、溶融プラスチックは金型内で固化し、最終製品の形状と構造的完全性が形成されます。冷却時間は、以下の式で正確に計算できます。
[ t = (6s)×(δ²/χ²) ]
どこ:
- t は冷却時間(秒)を表します。
- s は製品の壁の厚さ(ミリメートル単位)です。
- χ はプラスチックの熱拡散係数(mm²/s)である。
この式は、壁の厚さと材料特性の変化によって冷却時間が大幅に変化し、サイクル全体の推定に影響を及ぼす可能性があることを強調しています。.
冷却時間に影響を与える要因
-
金型温度:金型温度が低いと冷却時間は短縮されますが、製品品質にも影響が出る可能性があります。強度や外観を損なうことなく、迅速な冷却を実現するためには、適切なバランスをとる必要があります。
-
プラスチックの熱伝導率:熱伝導率の高いプラスチックは冷却が速くなります。特定の用途に適した材料を選択する際には、この特性を考慮する必要があります。
-
製品の形状とサイズ: より複雑な製品や大型の製品の場合、均一な凝固を確実にし、反りや表面の欠陥などの欠陥のリスクを軽減するために、より長い冷却期間が必要になることがあります。
冷却時間を最適化する実用的なヒント
-
材料の選択: 生産目標に合った適切な熱特性を持つ材料を選択します。
-
金型設計の調整: 熱放散を促進するために冷却チャネルを追加するなどの金型設計の強化を検討します。
-
プロセス監視: 金型温度と冷却速度を継続的に監視するセンサーを実装し、パラメータを動的に調整します。
これらの要素に焦点を当てることで、メーカーは射出成形サイクル 戦略1 、効率と製品品質を向上させることができます。
冷却時間は射出成形製品の品質に影響します。.真実
適切な冷却により、構造の完全性と表面仕上げが保証されます。.
熱伝導率が高いプラスチックは冷めるのに時間がかかります。.間違い
熱伝導率が高いプラスチックは冷えが早くなります。.
注入時間は全体的な効率にどのように影響しますか?
射出時間は射出成形プロセスにおいて重要なパラメータであり、全体的な効率と製品品質に大きな影響を与えます。.
射出時間はサイクルタイムとエネルギー消費量に影響を与え、全体的な効率に影響を及ぼします。正確な射出時間は金型への最適な充填を保証し、無駄や欠陥を削減します。射出時間は、t_injection = V/S×60という式で計算されます。ここで、Vは体積、Sは速度です。.

射出時間を理解する
射出時間とは、金型キャビティを溶融プラスチックで満たすのに必要な時間を指します。射出時間は 射出速度と製品の体積決まり 、射出成形プロセスのサイクルタイムを決定する上で重要な役割を果たします。
射出時間の計算式
注入時間を計算する式は次のとおりです。
$$t_{注入} = \frac{V}{S} \times 60$$
- V: 製品の体積(立方センチメートル)。
- S: 射出速度(立方センチメートル/秒)。
効率への影響
サイクルタイム
製品品質を損なうことなく射出時間を短縮することで、サイクルタイムを大幅に短縮し、一定期間内により多くのユニットを生産できるようになります。この短縮は製造効率を直接的に向上させます。.
エネルギー消費
射出時間を短縮すると、サイクルあたりの機械稼働時間が短縮されるため、エネルギー消費量が削減されることが多くなります。この削減は運用コストの削減だけでなく、より持続可能な生産活動にも貢献します。.
注入時間に影響を与える要因
- 製品の複雑さ: 複雑な形状の場合、適切な充填を確保し、欠陥を回避するために、より長い射出時間が必要になることがあります。
- 材料特性: プラスチックの粘度と熱特性によって、必要な射出速度が変わる場合があります。
- 機械仕様: 最大射出圧力や速度などの射出成形機の機能は重要です。
最適化のための戦略
- 速度と圧力のバランス: これらのパラメータを調整することで、フラッシュや不完全な充填などの欠陥を発生させることなく、効率的な金型充填を実現できます。
- 監視と調整: プロセス変数を継続的に監視し、リアルタイム データに基づいて調整することで、一貫性を高めることができます。
結論
射出成形工程全体の効率向上には、射出時間を理解し最適化することが不可欠です。材料特性や機械仕様といった要素を慎重に検討することで、メーカーは生産性と製品品質の両方を向上させることができます。.
注入時間が短くなるとエネルギー消費が削減されます。.真実
時間が短くなると機械の稼働が減り、エネルギー使用量が減ります。.
射出時間は成形のサイクル時間に影響しません。.間違い
射出時間は金型充填速度に影響し、サイクル時間に直接影響します。.
成形工程において保持時間が重要なのはなぜですか?
成形製品の品質と精度を確保する上で保持時間が果たす重要な役割について説明します。.
成形プロセスにおいて、保圧時間は冷却時のプラスチックの体積収縮を補正する上で非常に重要です。製品のサイズ、形状、材料の収縮率などの要因によって異なりますが、通常は射出時間の1/3から2/3です。正確な保圧時間は寸法安定性を確保し、欠陥を最小限に抑えます。.

射出成形における保持時間の理解
射出成形における保圧時間は、プラスチックが液体から固体へと冷却される際に生じる収縮を管理する上で非常に重要です。金型内のプラスチックが冷却し始めると収縮し、ヒケやボイドなどの欠陥につながる可能性があります。.
これを防ぐため、最初の射出段階の後に保圧を加え、溶融プラスチックが十分に固まるまで圧力を維持します。このプロセスは、完成品が意図した寸法と構造的完全性を維持するために非常に重要です。.
保持時間に影響を与える要因
-
材料の収縮率:プラスチックの種類によって収縮率は異なります。例えば、ポリエチレンのような結晶性材料は収縮率が高いため、ポリスチレンのような非晶性材料に比べてより長い保持時間が必要になる場合があります。
-
製品のサイズと形状: 大型または複雑な製品の場合、製品全体にわたって均一な圧力分散と一貫した冷却を確保するために、保持時間を長くする必要が生じることがよくあります。
-
射出時間比:通常、保持時間は射出時間の割合(1/3~2/3)として計算されます。ただし、この比率は材料特性や製品要件によって異なります。
| 要素 | 保有時間への影響 |
|---|---|
| 材料の収縮 | 収縮率が高い場合は、より長い保持時間が必要 |
| 製品の複雑さ | 複雑な形状の場合は、長時間保持する必要がある場合があります |
| 噴射時間比 | 通常、注入時間の1/3から2/3 |
高品質製品の保管時間の最適化
保持時間を最適化するには、 試成形セッション3 、特定の製品と材料に最適な圧力と保持時間を特定することを検討してください。製品寸法の欠陥やばらつきを注意深く監視することで、調整を行うことができます。
さらに、 科学的な成形アプローチ4 、データに基づく洞察に基づいてパラメータを調整できるため、生産の精度と一貫性が向上します。
適切な保持時間を確保することで、寸法精度が維持されるだけでなく、不適切な冷却や収縮に関連する欠陥を最小限に抑えることで、製品全体の品質が向上します。.
保持時間は射出時間の1/3~2/3です。.真実
保持時間は通常、射出時間の 1/3 ~ 2/3 の範囲になります。.
非晶質材料の場合はより長い保持時間が必要です。.間違い
結晶性材料は収縮率が高いため、より長い保持時間が必要です。.
金型操作における重要な考慮事項は何ですか?
金型操作は射出成形プロセスにおいて極めて重要であり、効率と製品品質の両方に影響を及ぼします。.
金型操作における重要な考慮事項には、冷却時間、射出速度、そして脱型機構の設計が含まれます。これらの要素は、サイクルタイムと製品の完全性を決定する上で重要な役割を果たします。.
冷却時間:重要な要素
冷却時間は射出成形サイクルの中で最も大きな部分を占め、効率に大きな影響を与えます。冷却時間は以下の式で計算できます。
t = (6s)×(δ²/χ²)、
ここで t は冷却時間、 s は壁厚、 χ は熱拡散係数である。金型温度や熱伝導率などの要素を最適化することで、より速い冷却を実現できる。
例: 壁厚が2mm、熱拡散係数が0.2mm²/sの製品の場合、冷却時間は約120秒になります。
射出時間:サイクル速度への影響
射出時間は、成形されるプラスチックの速度と量の両方に依存します。以下のように概算できます。
t_injection = V/S×60、
ここで、 V は製品体積、 S は射出速度です。射出速度を速くするとサイクルタイムを短縮できますが、より高度な設備が必要になる場合があります。
保管時間:製品の品質確保
保圧時間は、冷却中のプラスチック収縮を補正するためのもので、通常は射出時間の3分の1から3分の2程度です。これは、製品寸法を維持し、欠陥を防ぐために非常に重要です。.
考慮事項: 大型の製品や収縮率の高い製品の場合、保持時間を延長すると効果的です。
金型操作:型開け、型抜き、型閉じ
- 金型開閉時間: 金型の複雑さと機械の速度によって異なります。シンプルな設計の場合は、より早く開閉できます。
- 型抜き時間: 製品の形状によって影響を受けます。複雑なデザインの場合は、型抜きに長い時間が必要になる場合があります。
- 閉じ時間: 開き時間と同様ですが、金型の複雑さと機械の能力によって影響を受けます。
これらの要素は、サイクル効率と製品品質に総合的に影響を及ぼします。これらのパラメータを調整することでパフォーマンスを最適化できるため、関連するすべての要素を慎重にバランスさせる必要があります。.
冷却時間は成形サイクルの中で最も短い部分です。.間違い
冷却時間は射出成形サイクルの中で最も長い部分です。.
射出速度が速いほどサイクル時間を短縮できます。.真実
射出速度を上げると、成形に必要な時間が短縮されます。.
結論
射出成形サイクルの予測を習得することで、生産効率と製品品質を大幅に向上させることができます。これらの知見を活用して、製造プロセスをさらに向上させましょう。.
-
冷却効率を高めるための高度なテクニックをご紹介します。: 冷却時間の最適化、充填時間の最小化、適切な休止時間、射出段階での時間最適化、余分な動きの削減。. ↩
-
射出速度が金型充填効率にどのように影響するかを調べます。: 一般的に、同じ射出速度では、射出圧力が高いほどプラスチックの流動性が向上し、寸法精度が向上します。 ↩
-
試作成形で保持時間を調整してより良い結果を得る方法を学びます。: 金型試作プロセスは、金型が適格な製品を製造でき、通常の製造条件下で動作し、要件を満たすことを確認するための重要なステップです。 ↩
-
科学的成形が製造プロセスを最適化する仕組みをご覧ください。: 科学的成形は、主に科学的手法 (金型の設計とテスト) の原則に基づいた射出成形の体系的なアプローチです。 ↩
-
正確な冷却時間の計算に関する洞察を得ます。: 経験則としては、入ってくる材料の変動と機械のパフォーマンスのわずかな変化を考慮して、冷却タイマーに 20% を追加するのが良いでしょう。. ↩
-
射出速度がサイクル効率に与える影響を理解します。: 射出速度を上げると射出時間が短縮され、金型コストを大幅に削減しながら高品質の製品を生産できるようになります。 ↩






