

射出成形1と回転成形は、それぞれ独自の利点と用途を持つ、2つの異なるプラスチック製造プロセスです。どちらもプラスチック部品の製造に使用されますが、方法、材料、そして理想的な用途が大きく異なります。この記事では、射出成形と回転成形を詳細に比較し、それぞれの定義、分類、用途、技術的なワークフロー、そして実用的な考慮事項を網羅しています。製造業者、設計者、エンジニアのいずれの立場であっても、これらの違いを理解することで、プロジェクトに最適なプロセスを選択できるようになります。
射出成形では、溶融プラスチックを高圧下で金型に注入して、小型で複雑な部品を作成します。一方、回転成形2、熱と回転を利用して金型の内側をコーティングするため、大型で中空のアイテムに最適です。
射出成形は、大型で中空の部品に適しています。.間違い
実際には、射出成形は小さくて複雑な部品に適しており、回転成形は大きくて中空の部品に最適です。.
回転成形では、高圧を利用してプラスチックを成形します。.間違い
回転成形では、高圧を使用する射出成形とは異なり、低圧と回転を使用します。.
主要な定義と分類は何ですか?
射出成形と回転成形の基本原理と分類を理解することは、それらの違いを把握するために不可欠です。.

射出成形、またはプラスチック射出成形3では、高圧を使用して溶融プラスチックを金型に注入しますが、回転成形 (ロト成形とも呼ばれます) では、熱と回転を使用して金型にプラスチック粉末を塗布し、中空の部品を形成します。
| 側面 | 射出成形 | 回転成形 |
|---|---|---|
| プロセス | 高圧密閉型 | 低圧回転オープンモールド |
| 材料 | 幅広い範囲(例:PP、ABS、PC、ナイロン) | 主にポリエチレン、一部シリコン、ABS |
| アプリケーション4 | 小型で複雑な部品(例:電子機器) | 大型中空部品(例:タンク、カヤック) |
射出成形
射出成形は、溶融したプラスチックを密閉された金型に高圧で注入するプロセスです。これは、公差が厳しい小型で複雑な部品の製造に最適です。大量生産において高速かつ効率的なプロセスですが、高価な金型が必要になります。.
回転成形
回転成形では、プラスチック粉末を充填した金型をオーブン内で回転させます。プラスチックが溶けて金型の内側を覆い、中空部分を形成します。このプロセスは時間がかかりますが、均一な肉厚で継ぎ目のない大型製品の製造に優れています。.
射出成形では回転成形よりも幅広い材料を使用できます。.真実
射出成形は PP、ABS、PC などのさまざまな熱可塑性プラスチックをサポートしますが、回転成形は主にポリエチレンに限定されます。.
回転成形は射出成形よりも高速です。.間違い
回転成形では、射出成形の迅速な生産に比べ、サイクル時間が長くなり、部品 1 個あたり最大 3 時間かかることもよくあります。.
各プロセスの一般的な用途は何ですか?
射出成形と回転成形のどちらを選択するかは、製造される部品のサイズ、複雑さ、量によって決まります。.
射出成形は電子機器や自動車部品などの小型で複雑な部品に最適ですが、回転成形はタンクや遊具などの大型で中空の部品に適しています。.

射出成形アプリケーション
射出成形は、精密さと大量生産が求められる業界で広く利用されています。代表的な用途は以下のとおりです。
-
エレクトロニクス:ハウジング、コネクタ、小型部品。
-
自動車:ダッシュボード、バンパー、内装部品。
-
医療機器:ケースおよび使い捨て用品。

回転成形アプリケーション
回転成形は、耐久性とシームレスな構造が求められる大型中空部品に適しています。一般的な用途は以下のとおりです。
-
マリン:カヤック、カヌー、ポンツーン。
-
農業:水タンクと化学薬品タンク。
-
レクリエーション:遊具、クーラーボックス。
大量生産には射出成形が適しています。.真実
射出成形では 1 日に数千個の部品を生産できるため、大規模製造に最適です。.
回転成形は小型部品にのみ使用されます。.間違い
回転成形は、小さな部品ではなく、大きな中空の部品に適しています。.
各プロセスの長所と短所は何ですか?
生産速度5 、設計の柔軟性に基づく意思決定に影響を及ぼします

射出成形は生産が速く、精度も高いですが初期コストが高くなります。一方、回転成形はツールコストは低くなりますがサイクルタイムは遅くなります。.
| 側面 | 射出成形 | 回転成形 |
|---|---|---|
| 長所 | 高速生産、高精度、複雑な形状 | 金型コストの低減、壁厚の均一化、一体構造 |
| 短所 | 初期金型コストが高く、大型部品には適さない | サイクルタイムが長く、材料の選択肢が限られている |
射出成形の長所と短所
-
利点: サイクルタイムが短く、精度が高く、複雑な形状を生産できる。
-
短所: 金型作成コストが高く (20 週間以上)、大型部品の効率が低い。

回転成形の長所と短所
-
利点: ツールコストが低く、壁の厚さが均一で、大きな部品に継ぎ目がありません。
-
短所: 製造時間が長く、材料の選択肢が限られている。
回転成形は射出成形よりも初期コストが低くなります。.真実
回転成形では金型のコストが低くなるため、少量生産の場合にコスト効率が高くなります。.
射出成形は、大型で中空の部品に適しています。.間違い
射出成形はコストが高く、圧力要件も厳しいため、大型部品の場合効率が低くなります。.
各プロセスの技術的なワークフローは何ですか?
ステップごとのワークフローを理解すると、複雑さと速度の違いが明らかになります。.
射出成形では、プラスチックペレットを溶かし、金型に注入し、冷却して部品を取り出します。一方、回転成形では、金型に粉末を充填し、加熱、回転、冷却して部品を取り出します。.

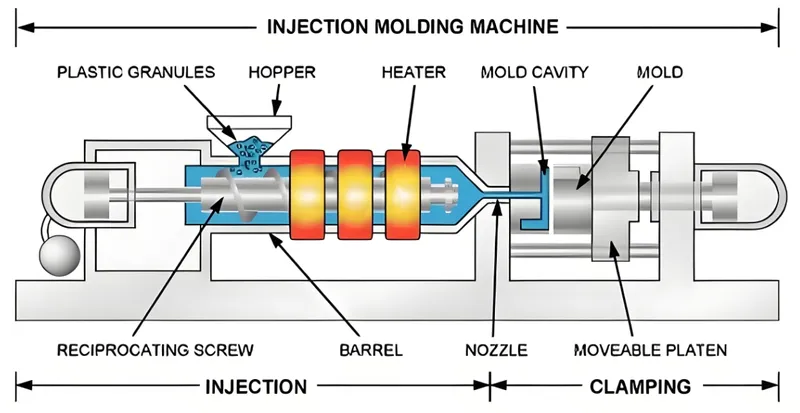
射出成形ワークフロー
-
供給:熱可塑性ペレットがホッパーに供給されます。
-
溶解:ペレットは加熱されたバレル内で溶解されます。
-
射出成形:溶融したプラスチックを高圧下で金型に注入します。
-
冷却:部品は冷えて硬化します。
-
排出:完成した部品を排出します。
重要なパラメータには、金型温度(例:PP の場合は 100~120°C)と保持圧力が含まれます。.
回転成形ワークフロー
-
充填:金型にプラスチック粉末(通常はポリエチレン)を充填します。
-
加熱回転:金型を加熱し、回転させ、内部をコーティングします。
-
冷却:金型を冷却してプラスチックを硬化させます。
-
除去:固形部分を除去します。
主なパラメータには、回転速度(約 8 RPM)と壁の厚さ(0.125~0.25 インチ)が含まれます。.
射出成形では、プラスチックを成形するために高圧が必要です。.真実
高圧により、充填が速くなり、細部まで正確に仕上がります。.
回転成形では、高圧下で閉じた金型を使用します。.間違い
回転成形では、開いた金型を使用し、圧力ではなく回転に依存します。.
各プロセスと互換性のある材料は何ですか?
射出成形は PP、ABS、PC などの幅広い熱可塑性プラスチックをサポートしますが、回転成形は主にポリエチレンに使用されます。.

射出成形材料
-
ポリプロピレン(PP) :融点100~120℃。
-
ABS :融点100~110℃。
-
ポリカーボネート(PC) :融点は約135℃。
-
ナイロン:融点120℃。
回転成形材料
主にポリエチレンですが、シリコンと ABS も一部使用されています。.
回転成形では射出成形と同じ材料を使用できます。.間違い
回転成形は、射出成形の幅広い範囲とは異なり、ポリエチレンに限定されます。.
材料の選択は、最終部品の強度と熱特性に影響します。.真実
プラスチックの種類によって、強度や熱安定性が異なります。.
各プロセスの設計上の考慮事項は何ですか?
部品を設計する際には、プロセス固有の制限に注意する必要があります。.
射出成形では均一な壁の厚さと適切なゲートが重要であり、回転成形ではドラフト角度と鋭角の回避が必要です。.

射出成形設計チェックリスト
-
壁の厚さが均一であることを確認します。.
-
適切なゲートとベントを設計します。.
-
排出のためのドラフト角度を含めます。.
-
成形業者と検証します。.
回転成形設計チェックリスト
-
ドラフト角度を含めます。.
-
壁の厚さを維持します(0.125~0.25インチ)。.
-
鋭い角を避けてください。.
-
大きな平らな面に階段を追加します。.
どちらのプロセスでも均一な壁の厚さが重要です。.真実
均一な冷却を保証し、欠陥を防止します。.
回転成形では鋭角な角も許容されます。.間違い
鋭い角があると、コーティングが不均一になり、弱点が生じます。.
射出成形と回転成形のどちらを選択するか?
小型で複雑な大量生産部品には射出成形を選択し、大型で中空の少量生産部品には回転成形を選択します。.

-
小さくて複雑? →射出成形。
-
大きくて中が空洞? →回転成形。
-
材質の種類は? →射出成形。
-
初期コストが低い? →回転成形。
プラスチック部品の場合、射出成形は常に最良の選択です。.間違い
大型で中空の部品には適していません。.
回転成形は、少量生産の場合にコスト効率が高くなります。.真実
ツールコストが低いため、小ロット生産に有利です。.
関連するプロセスは次のとおりです。
-
ブロー成形:中空の薄肉部品用。
-
押し出し: 連続した形状の場合。
-
3D プリント: プロトタイプ作成用。
結論
射出成形は小型で複雑な部品の精度と速度に優れ、回転成形は金型コストを抑えながら大型で中空の部品の製造に適しています。プロジェクトのニーズ(規模、複雑さ、数量、予算)を評価することで、最適なプロセスを選択し、最適な結果を得ることができます。.
-
このリンクを参照して、射出成形の利点と用途を理解し、より適切なプロジェクト決定を行うための知識を深めてください。. ↩
-
製造の選択において重要となる、大型の中空アイテムを作成するための回転成形の独自の利点をご確認ください。. ↩
-
他の方法と比較したプラスチック射出成形の違いについて学び、製造において情報に基づいた意思決定を行うのに役立ちます。. ↩
-
両方の成形プロセスの多様な用途について学びます。これは、プロジェクトのニーズに適した方法を選択するのに役立ちます。. ↩
-
生産速度が製造に与える影響を理解することで、効率性とコスト効率に関する意思決定を強化できます。. ↩
-
成形部品の性能とコスト効率を最適化するために、材料選択における重要な考慮事項について説明します。. ↩





