

射出圧力の調整はパズルを解くようなものです。すべてのピースが重要な役割を果たし、それぞれのパーツが最終製品を形作ります。その結果が重要なのです。.
射出圧力を適切に調整するには、製品の設計、材料特性、金型特性を考慮する必要があります。これらの要素は、溶融樹脂が金型に流入する方法に影響を与えます。この影響は最終製品の品質を左右します。品質は非常に重要です。.
会社での最初の大きなプロジェクトを覚えています。洗練された新しい装置のデザインに目を奪われました。見た目だけではありません。バランスが鍵でした。壁の厚さ、形状の複雑さ、そしてサイズも重要でした。薄い壁ではショートショットを防ぐために高い圧力が必要でした。大きな構造物では、溶融樹脂を動かすためにより大きな力が必要でした。材料の選択は本当に困難でした。高粘度のプラスチックは、チャネルにより多くの力を必要としました。金型自体も非常に重要な役割を果たしました。ランナーシステムのあらゆる曲線やゲートのサイズが、すべてを左右する可能性があります。成功と失敗を分けることもありました。高品質の製品を作るには、あらゆる細部に細心の注意を払う必要がありました。.
材料特性は射出圧力の調整に影響します。.真実
最適な流れと充填には、材料ごとに特定の圧力が必要です。.
射出圧力は金型特性とは無関係です。.間違い
金型の設計は、圧力が溶融樹脂の流れと充填にどのように影響するかに影響します。.
壁の厚さは射出圧力にどのように影響しますか?
魅惑的なプラスチック成形の世界へ。肉厚と射出圧力が繊細なダンスを奏でます。.
射出成形において、肉厚は縁の下の力持ちのような役割を果たします。必要な圧力を左右するからです。肉厚が厚いほど、少ない圧力で樹脂をゆっくりと冷却できます。しかし、肉厚が薄い場合は、ショートショットを避けるために高い圧力が必要になります。バランスが鍵となります。.

壁厚が射出圧力に与える影響
プロジェクト中に、壁の厚さが射出圧力にどのように影響するかを初めて学んだ時のことを覚えています。最初はとても単純なことに思えました。滑らかなプラスチックシェルを扱っていたので、「そんなに難しいことじゃないだろう?」と思っていましたが、壁の厚さが鍵となる要因、あるいは意外な問題であることが判明しました。.
厚い壁はプラスチックの溶融にとって容易です。熱を保ち、すべてがスムーズに流れます。溶融物がすぐに固まらないため、圧力は低くても問題ありません。一方、薄い壁は時間との戦いです。壁は冷えやすいため、高い圧力をかけることで、冷えすぎる前に金型を完全に充填できます。.
構造的要因とその影響
壁の厚さ
- 厚い壁:厚い壁は破裂したように感じます。冷却がゆっくり進むため、低い圧力で十分であり、溶融物がスムーズに流れます。
- 薄壁:ここが課題です。急速冷却には、欠陥を防ぐために高圧で急速な充填が必要です。
形状の複雑さ
かつて、深い穴と扱いにくい箇所のある部品を製作したことがあります。紙の上では簡単そうに見えました。しかし、これらの特徴がさらなる難しさを生むとは思いもしませんでした。溶融抵抗が増し、余分な圧力が必要になったのです。こうした教訓は、プロジェクトを通してしか得られません。.
| 特徴 | 圧力への影響 |
|---|---|
| 深い穴 | 圧力を高める |
| 難しいエリア | 圧力を高める |
| 複雑な形状 | 流路を変更する |
材料特性
素材の厚さがどれだけ影響するか、私はよく考えます。ポリカーボネートのような厚い素材は、まるでストローで蜂蜜を押し出すような感覚で、より多くの圧力を必要とします。一方、薄い素材は少ない圧力で簡単に滑ります。.
これらの部分を理解することは、理論だけでなく非常に重要です。適切な材料を選び、設定を変更するために不可欠です。コストを節約し、デザインをスムーズに実現するのに役立ちます。.
プラスチック材料の特性1について詳しく説明します。
壁が厚くなると、より高い射出圧力が必要になります。.間違い
壁が厚くなると冷却が遅くなるため、射出圧力を低くする必要があります。.
壁が薄いと冷えが早くなるため、より高い射出圧力が必要になります。.真実
薄い壁はすぐに冷えるため、金型を充填するにはより高い圧力が必要になります。.
材料の粘度は圧力調整にどのように影響しますか?
なぜ特定の材料が流れにくいのかと疑問に思うことがあります。その答えは粘度にあります。粘度は材料の動きを制御し、製造における圧力変化に影響を与えます。.
流量を変化させるために必要な圧力を決定する際には、材料の厚さが非常に重要です。ポリカーボネートのような厚い材料は流れに抵抗するため、より多くの圧力が必要になります。一方、ポリエチレンのような薄い材料は、それほど圧力を必要としません。.
粘度と圧力への影響
涼しい朝に瓶から蜂蜜を注ごうとしたことはありませんか?それが粘度です。物質がどれだけ強く動きに抵抗するかを示します。金型を扱っていた頃、粘度を理解するのは、それぞれの物質と踊るような感覚だと学びました。あらゆるステップが、物質の流れ方によって左右されるのです。.
例えば、ポリカーボネート(PC)は粘度が高く、寒い日に濃いシロップを注ごうとしているような感覚で、成形にはより高い射出圧力が必要です。一方、ポリエチレン(PE)は暖かい日にスムージーを作るような感覚で、成形しやすく、それほど圧力もかかりません。.
材料の種類と圧力の必要性
| 素材の種類 | 粘度レベル | 必要な標準圧力 |
|---|---|---|
| ポリカーボネート(PC) | 高い | 100~150MPa |
| ポリエチレン(PE) | 低い | 50~100MPa |
構造と粘度の関係
細部までこだわった製品や奇妙な形状の製品を設計する際に、構造がいかに難しいかを実感しました。薄いプラスチックカップに液体を注ぐには、厚い水差しよりも強い圧力が必要です。なぜなら、薄いカップは冷えやすいからです。私も経験済みです。.
- 壁厚:厚い壁は高粘度材料の充填をゆっくりと行い、必要な圧力を低減します。薄い壁は充填速度が速くなります。
- 形状の複雑さ: 深い穴や複雑な機能を追加すると、必要な圧力が増加します。
- サイズ: 部品が大きいほど抵抗が大きくなるため、より大きな圧力が必要になることがよくあります。
これらの構造要因2 が材料の粘度とどのように相互作用して射出圧力を最適化するかを検討します。
粘度が他の特性に与える影響
熱に弱い素材には気をつけていたのを覚えています。間違った圧力をかけると、熱くなりすぎてダメになってしまうからです。ポリ塩化ビニル(PVC)でこの教訓を学びました。.
- 熱に対する敏感性:高粘度材料は過熱する可能性があります。圧力と温度のバランスをとることが非常に重要です。
- 結晶化度: 圧力の変化により、ナイロンなどの材料の結晶形成方法が変わり、強度や透明性に影響を及ぼします。
プラスチック材料特性3の詳細については、専門家のリソースが役立ちます。
実用的な使い方と考察
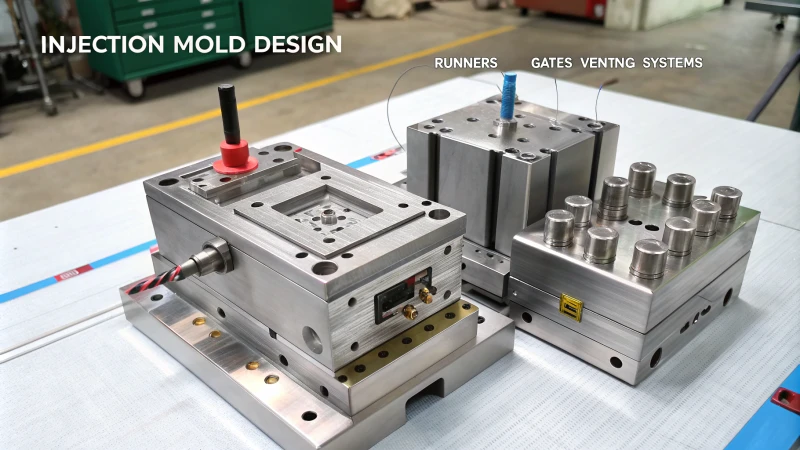
私の経験上、金型設計のバランスを取ることは楽器の微調整に似ています。効率的なランナーシステム、ゲートの種類、そして優れたベントは、製造の成功に大きく貢献します。.
- ランナー システム: 適切に設計されたランナーは、抵抗を緩和することで必要な圧力を下げます。
- ゲート タイプ: ピン ゲートなどの開口部が小さいと抵抗が大きくなり、より大きな圧力が必要になります。
- 通気性:良好な通気性は非常に重要です。通気性を確保することで、スムーズな流れが確保され、背圧が軽減されます。
生産において最良の結果を得るには、すべての部品がモールド係数4
高粘度材料にはより高い射出圧力が必要です。.真実
高粘度の材料は流動性が低いため、流動させるにはより大きな力が必要です。.
低粘度の材料は圧力を受けるとより多くのせん断熱を発生します。.間違い
高粘度の材料は抵抗によりより大きなせん断熱を発生します。.
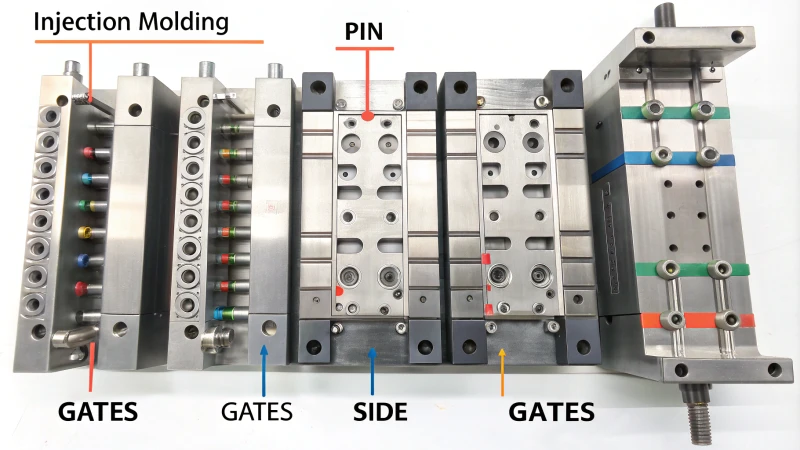
射出圧力を決定する際に金型設計が重要なのはなぜですか?
金型設計における小さな詳細が射出成形プロセス全体をどのように変えるかについて考えたことはありますか?
金型設計は射出圧力の設定において非常に重要です。材料の流れやすさに影響します。ランナーのサイズも非常に重要です。ゲートの種類も必要な圧力に大きな影響を与えます。ベントは圧力を下げるのに役立ちます。これらのすべての要素が、材料が金型キャビティを実際に満たすために必要な圧力を決定します。.
プラスチック製品の構造
壁厚は重要です。薄い壁は冷えやすいため、高い圧力が必要です。充填を速くすることで問題の発生を防ぎます。一方、厚い壁は材料の流れをスムーズにし、圧力も少なくて済みます。細部までこだわって設計することが重要です。
同様に、複雑な形状も重要です。深い穴や多数のゲートなど、複雑な設計のプロジェクトでは、流れに抵抗するため、より高い圧力が必要になります。こうした設計は難しいですが、創造性を発揮して問題を解決する機会にもなります。
プラスチック材料の特性
材料の粘度をは非常に重要です。ポリカーボネートのような厚いプラスチックは、金型を流れるのに高い圧力が必要で、扱いが難しいです。様々な材料を試してみましたが、それぞれ挙動が異なることがわかりました。
熱に敏感なので、常に油断できません。プラスチックによっては、分解を防ぐために慎重な取り扱いが必要なものもあります。圧力と熱の設定を慎重に調整するようなものです。.
カビの要因
ランナーシステムの設計は非常に重要です。優れたランナーは必要な圧力を大幅に低減します。ランナーのサイズを変更することで、流動性が大幅に改善されたプロジェクトを覚えています。.
ゲートの種類とサイズも重要です。ゲートが大きいほど、必要な圧力は少なくなります。こうした変化は、金型設計において「なるほど!」という瞬間をもたらします。.
ゲートタイプ衝撃表
| ゲートタイプ | 必要な圧力 |
|---|---|
| ピンゲート | 高い |
| サイドゲート | 中くらい |
| 潜在ゲート | 低い |
通気システムも重要で、空気を逃がし、背圧を下げ、注入プロセスを容易にします。.
材料選択の役割
適切な材料を選ぶことは、デザインに完璧にマッチする材料を見つけることに似ています。結晶度5、成形時に正確な圧力をかけることで最も効果的に機能します。これは、製品の硬度と透明度に影響を与えます。材料特性と金型設計をうまく組み合わせることで、高品質な結果を得ることができます。
これらの点を理解し、プラスチック材料に関する知見を活用することで、金型構成のバランスを調整し、コストを抑えながら製品品質を向上させることができました。設計と製造がうまく連携する完璧なバランスを見つけることが重要なのです。
壁が薄い場合は、より高い射出圧力が必要となります。.真実
薄い壁は急速に冷えるため、抵抗が増加し、より多くの圧力が必要になります。.
ゲートが大きいほど射出圧力が高くなります。.間違い
ゲートが大きいほど流動抵抗が減り、必要な圧力が下がります。.
ゲートタイプは射出圧力要件にどのように影響しますか?
射出成形の小さな要素が、どれほど大きな変化をもたらすか考えたことはありますか?ゲートの種類は、射出成形時に使用される圧力に影響を与えます。.
ゲートの種類は、流動抵抗を変化させることで射出圧力を変化させます。ピンゲートは多くの場合、より高い圧力を必要とします。その開口部は小さいです。サイドゲートは、より低い圧力を必要とする場合があります。ゲートの設計とサイズは、全体的な射出圧力に大きな影響を与えます。非常に大きな影響です。.
ゲートの種類とその影響を理解する
金型設計を学び始めた頃のことを覚えています。ゲートの種類の世界は非常に複雑に思えました。小さな要素が状況を大きく変える可能性があることに気づいたのは驚きでした。ピンゲートは非常に小さな開口部を持っています。これにより流動抵抗が著しく増加し、金型を適切に充填するにはより高い圧力が必要になります。
一方、サイドゲートは開口部が大きい場合が多く、抵抗が少なくなり、射出圧力が低くなります。この知識は、生産効率を向上させる方法を大きく変えました。
ゲートのサイズと形状の役割
ゲートのサイズは圧力要件に大きな影響を与えます。ゲートが大きいほど溶融樹脂の流れが良くなるため、必要な圧力は低くなります。あるプロジェクトでピンゲートとサイドゲートを比較し、理解を深めるために簡単な表を作成しました。
| ゲートタイプ | 標準サイズ | 射出圧力の影響 |
|---|---|---|
| ピンゲート | 小さい(0.5~1mm) | 抵抗により上昇 |
| サイドゲート | 大きい(>1mm) | より低く、より少ない抵抗 |
構造と材料に関する考慮事項
- 肉厚:肉厚の厚い製品は溶融樹脂が流れやすいです。肉厚の薄い製品は冷えが早いため、より高い圧力が必要になります。肉厚の薄い製品は、肉厚の製品よりも30~50MPa高い圧力が必要になる場合があることに気づきました。
- 材料の粘度:ポリカーボネートなど、一部の材料は非常に高い粘度を持ちます。流動抵抗を克服するには、大きな圧力が必要です。
- 金型設計:金型設計の細部は圧力要件を制御します。多数のゲートを持つ複雑な構造では、スムーズな流動のために圧力のバランスが取れた設計が必要です。
さらに詳しい情報については、さまざまな射出成形技術7。
実践的な洞察
ゲートの種類と圧力への影響を理解することで、製造プロセスが大幅に改善されます。ゲートのサイズや種類を調整することで、プロジェクトの効率が向上し、コストを大幅に削減できます。これらの変数を慎重に分析することで、高品質で非常に費用対効果の高い結果が得られます。.
ピン ゲートではより高い射出圧力が必要です。.真実
ピンゲートには小さな開口部があり、流れの抵抗と圧力が増加します。.
サイド ゲートにより射出圧力の要件が高まります。.間違い
サイドゲートの開口部は大きいため、抵抗と圧力が軽減されます。.
結論
成形時の射出圧力を調整するには、高品質の結果を確保するために、製品設計、材料特性、壁の厚さ、金型特性を慎重に考慮する必要があります。.
-
さまざまなプラスチック材料が射出成形プロセスと必要な圧力にどのように影響するかについての洞察を得ます。. ↩
-
さまざまな構造上の特徴が射出成形の圧力と効率にどのように影響するかを調べます。. ↩
-
材料特性が成形プロセスと結果にどのように影響するかを学びます。. ↩
-
金型設計の選択によって必要な射出圧力を調整する方法を理解します。. ↩
-
材料特性を調べると、特に圧力設定に関して、成形プロセスへの影響を理解するのに役立ちます。. ↩
-
ベント システムを理解すると、空気の流れを改善して注入圧力を下げる役割が明らかになります。. ↩
-
ゲートタイプに基づいて金型設計を最適化し、効率を高めるさまざまな手法を検討します。. ↩
-
ゲート タイプの影響に応じて金型設計を調整するための最先端の戦略についての洞察を得ます。. ↩






