

射出圧力の調整はパズルを解くことに似ています。すべての部品には重要な役割があります。各パーツが最終製品を形作ります。結果は重要です。
製品の設計、材料特性、金型の特性を考慮して射出圧力を適切に変更します。これらの要素は、溶融物が金型に入る方法に影響を与えます。この影響は最終製品の品質に影響します。品質は非常に重要です。
私は会社での最初の大きなプロジェクトを覚えています。洗練された新しいガジェットのデザインが私の注意を引きました。これは見た目だけの問題ではありませんでした。バランスが鍵でした。壁の厚さ、形状の複雑さ、サイズが重要でした。壁が薄い場合、ショートショットを防ぐためにより高い圧力が必要でした。構造が大きいほど、溶融物を動かすためにより大きな力が必要でした。素材選びは本当に大変でした。高粘度のプラスチックでは、チャネル内により多くの力が必要でした。金型自体も重要な役割を果たしました。ランナー システムのあらゆるカーブやゲート サイズによって、すべてが変わる可能性があります。それが成功と失敗の分かれ目になる可能性があります。高い製品品質を実現するには、細部に至るまで慎重な調整が必要でした。
材料特性は射出圧力の調整に影響します。真実
最適な流れと充填を実現するには、材料が異なると特定の圧力が必要になります。
射出圧力は金型の特性には関係ありません。間違い
金型の設計は、圧力がメルトの流れと充填にどのように影響するかに影響します。
肉厚は射出圧力にどのように影響しますか?
魅力的なプラスチック成形の世界への旅へ。肉厚と射出圧力が微妙に踊ります。
射出成形における肉厚は縁の下の力持ちのような役割を果たします。どれくらいの圧力が必要かが決まります。厚い壁により、より少ない圧力でプラスチックをゆっくりと冷却できます。しかし、壁が薄いと、望ましくないショートショットを避けるためにより多くの圧力が必要になります。バランスが鍵です。

射出圧力に対する肉厚の影響
プロジェクト中に肉厚が射出圧力にどのように影響するかを初めて学んだときのことを覚えています。最初はとてもシンプルに思えました。私たちは滑らかなプラスチックのシェルに取り組みましたが、「これはどれほど難しいことだろう?」と思いました。しかし、壁の厚さが重要な要因、あるいは意外な問題であることが判明しました。
壁が厚いとプラスチックが溶けやすくなります。熱を保ち、すべてをうまく流れさせます。溶融物は急速に凝固しないため、圧力を低くしても効果があります。ただし、壁が薄いと時間との勝負になります。冷却が早いため、金型が冷えすぎる前に、より高い圧力が金型を完全に満たします。
構造的要因とその影響
肉厚
- 厚い壁:厚い壁は休憩のように感じます。冷却がゆっくりと行われ、溶融物がよく流れるため、圧力が低くても十分です。
- 薄い壁:ここが課題です。急速冷却では、欠陥を阻止するために高圧で迅速に充填する必要があります。
形状の複雑さ
かつて、深い穴と扱いにくい領域のあるパーツを作成しました。紙の上では簡単そうに見えました。これらの機能により、さらなる課題が追加されていることはほとんど知りませんでした。溶融物に対する抵抗が増加し、追加の圧力が必要になりました。これらの教訓はプロジェクト中にのみ学びます。
| 特徴 | 圧力への影響 |
|---|---|
| 深い穴 | 圧力が増加します |
| 扱いにくい領域 | 圧力が増加します |
| 複雑な形状 | 流路を変える |
材質の特性
私はよく、素材の厚さがどのような役割を果たすのかを考えます。ポリカーボネートなどの厚い素材の中には、蜂蜜をストローに押し込むような感触があり、より大きな圧力が必要です。対照的に、薄い材料は、少ない圧力で簡単に滑ります。
理論だけでなく、これらの部分を理解することは非常に重要です。適切なマテリアルを選択し、設定を変更するために重要です。コストが節約され、デザインがスムーズに実現します。
プラスチック材料の特性1について詳しく調べてください。
壁が厚いほど、より高い射出圧力が必要になります。間違い
壁が厚いと冷却が遅くなるため、必要な射出圧力は低くなります。
薄い壁はより早く冷却されるため、より高い射出圧力が必要になります。真実
薄い壁はすぐに冷えるため、金型に充填するためにより高い圧力が必要になります。
材料の粘度は圧力調整にどのような影響を与えますか?
時々、なぜ特定の物質が容易に流れないのか疑問に思う人がいます。粘度が答えを握っています。材料がどのように移動し、製造における圧力変化に影響を与えるかを制御します。
流量を変更するために必要な圧力を決定する場合、材料の厚さは非常に重要です。ポリカーボネートなどの厚い材料は流れに抵抗するため、追加の圧力が必要です。ポリエチレンなどの薄い素材では、それほど圧力を必要としません。
粘度と圧力に対するその影響
涼しい朝に瓶から蜂蜜を注ごうとしたことがありますか?それが粘度です。これは、材料が移動に対してどれだけ強く抵抗するかを示します。金型を扱った初期の頃、粘度を理解することは、それぞれの種類の材料と踊るようなものだと学びました。すべてのステップは流れに依存していました。
ポリカーボネート(PC)を例に挙げてみましょう。粘度が高いです。寒い日に濃厚なシロップをかけてみたい気分です。成形するにはより高い射出圧力が必要です。一方、ポリエチレン (PE) は、暖かい日にスムージーを作るようなものです。扱いやすく、プレッシャーも少なくて済みます。
材料の種類と必要な圧力
| 材質の種類 | 粘度レベル | 必要な典型的な圧力 |
|---|---|---|
| ポリカーボネート(PC) | 高い | 100~150MPa |
| ポリエチレン(PE) | 低い | 50~100MPa |
構造と粘度の関係
細かい製品や奇妙な形の製品をデザインするとき、構造がいかに物事を難しくしているかを知りました。薄いプラスチックのカップに水を入れるには、厚いジャグよりも早く冷えるため、より多くの圧力が必要です。私はそれを経験しました。
- 壁の厚さ: 壁が厚いため、高粘度の材料がゆっくりと充填され、圧力の必要性が軽減されます。薄い壁は速いです。
- 形状の複雑さ: 深い穴や複雑な形状を追加すると、圧力の必要性が高まります。
- サイズ: 大きなピースは、抵抗が大きいため、多くの場合、より多くの圧力が必要になります。
これらの構造要因2材料の粘度とどのように相互作用するかを検討してください。
粘度が他の特性に及ぼす影響
熱に弱い素材には気をつけていた記憶があります。間違った圧力をかけると加熱しすぎて破損する可能性があります。私はこの教訓をポリ塩化ビニル (PVC) から学びました。
- 熱に敏感: 高粘度の材料は過熱する可能性があります。圧力と温度のバランスが非常に重要です。
- 結晶化度: 圧力を変化させると、ナイロンなどの材料が結晶を形成する方法が変化し、靭性や透明性に影響を与えます。
プラスチック材料の特性3の詳細については、専門家のリソースが役立ちます。
実践的な使い方と感想
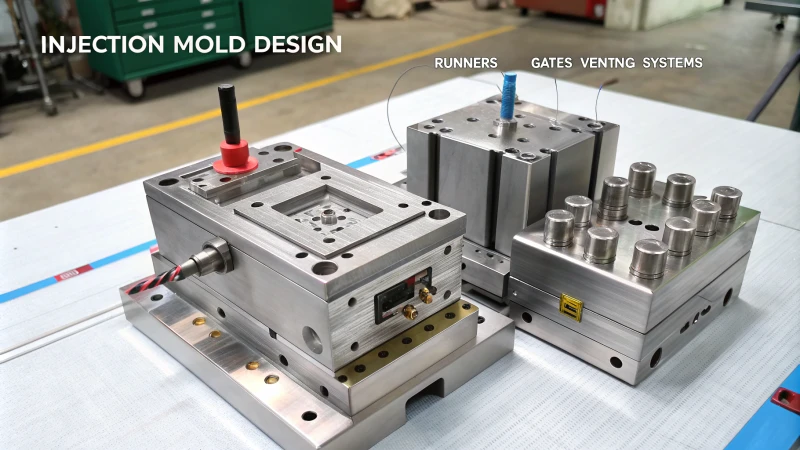
私の旅において、金型設計のバランスをとることは、楽器を微調整するようなものです。効率的なランナー システム、ゲートの種類、適切な通気はすべて、製造の成功に重要な役割を果たします。
- ランナー システム: 適切に設計されたランナーは、抵抗を軽減することで必要な圧力を下げます。
- ゲート タイプ: ピン ゲートなどの開口部が小さいと抵抗が増加し、より多くの圧力が必要になります。
- 通気: 良好な通気は非常に重要です。流れを容易にし、背圧を軽減します。
生産で最高の結果を得るには、すべての部品がモールドファクター4
高粘度の材料にはより高い射出圧力が必要です。真実
高粘度の材料は流動性が低いため、流動させるためにより大きな力が必要になります。
低粘度の材料は、圧力下でより多くのせん断熱を発生します。間違い
高粘度の材料は、抵抗によりより多くのせん断熱を発生します。
射出圧力を決定する際に金型設計が重要なのはなぜですか?
金型設計の細部が射出成形プロセス全体をどのように変えるかについて考えたことがありますか?
射出圧力の設定には金型の設計が非常に重要です。材料の流れやすさに影響します。ランナーのサイズは非常に重要です。ゲートの種類は必要な圧力に大きく影響します。ベントは圧力を下げるために機能します。これらすべての要因により、材料が実際に金型キャビティを満たすために必要な圧力が決まります。
プラスチック製品の構造
壁の厚さは重要です。薄い壁はすぐに冷えるため、より高い圧力が必要です。素早く充填することで問題を回避できます。壁が厚いと材料が容易に流れ、必要な圧力が少なくなります。些細なことでも重要です。
同様に、複雑な形状も重要です。深い穴や多くのゲートなど、難しいデザインのプロジェクトでは、流れに抵抗するため、より大きな圧力が必要になります。これらのデザインは難しいですが、創造力を発揮して問題を解決する機会も与えてくれます。
プラスチック素材の特徴
材料の粘度をは非常に重要です。ポリカーボネートのような厚いプラスチックは、金型を通過するためにより多くの圧力が必要となるため、困難です。さまざまな材料を試してみましたが、それぞれの動作が異なることがわかりました。
熱に敏感なので注意が必要です。プラスチックによっては、分解を防ぐために慎重な取り扱いが必要な場合があります。これは、圧力と熱の設定のバランスを注意深く調整するようなものです。
カビの要因
ランナー システムの設計は非常に重要です。優れたランナーは必要な圧力を大幅に下げます。ランナーのサイズを変更することで流れが大幅に改善されたプロジェクトを覚えています。
ゲートのタイプとサイズも重要です。ゲートが大きいほど、必要な圧力は少なくなります。これらの変化は「なるほど!」をもたらします。金型設計の瞬間。
ゲート型インパクトテーブル
| ゲートタイプ | 必要圧力 |
|---|---|
| ピンゲート | 高い |
| サイドゲート | 中くらい |
| 潜在ゲート | 低い |
空気を逃がして背圧を下げ、注入プロセスを容易にする通気システムも重要です。
材料選択の役割
適切な素材を選択することは、デザインにぴったり合うものを見つけることに似ています。結晶化度5などの材料の特徴は、成形中に正確な圧力がかかると最もよく機能します。これは、製品の硬さと透明度に影響します。材料特性と金型設計を連携させることで、高品質な結果を生み出すことができます。
プラスチック材料6からの洞察を利用することで、コストを抑えながら製品の品質を向上させるために金型構成のバランスをとりました。デザインと製造がうまく連携する完璧なバランスを見つけることが重要です。
壁が薄い場合は、より高い射出圧力が必要になります。真実
薄い壁は急速に冷えるため、抵抗が増加し、より多くの圧力が必要になります。
ゲートを大きくすると射出圧力が増加します。間違い
ゲートを大きくすると流れ抵抗が減少し、必要な圧力が減少します。
ゲートのタイプは射出圧力要件にどのような影響を与えますか?
射出成形の小さな側面が物事を大きく変える可能性について考えたことはありますか?ゲートのタイプは、射出中に使用される圧力に影響します。
ゲート タイプは、流動抵抗を変更することで射出圧力を変更します。多くの場合、ピン ゲートにはより高い圧力が必要です。開口部は小さいです。サイド ゲートでは、使用する圧力が少なくなる可能性があります。ゲートの設計とサイズは、全体の射出圧力に大きな影響を与えます。とてもそうです。
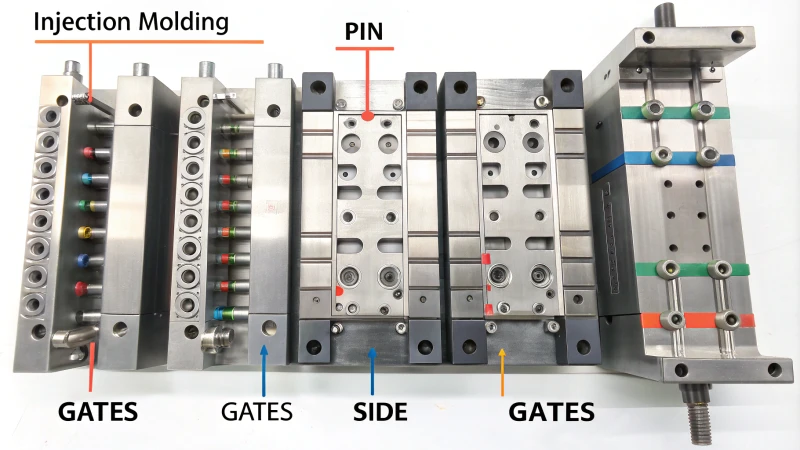
ゲートの種類とその影響を理解する
金型設計について学び始めたときのことを思い出します。ゲートタイプの世界は非常に複雑に思えました。些細な要素が物事を大きく変える可能性があることに気づいたのは驚きでした。たとえば、ピン ゲートにこれらは実際に流動抵抗を増加させ、金型を適切に充填するためにより多くの圧力を必要とします。
一方、サイドゲートの開口部は大きくなることがよくあります。発生する抵抗が少なくなり、射出圧力が低くなります。この知識により、生産効率を向上させる方法が大きく変わりました。
ゲートのサイズと形状の役割
ゲートのサイズは圧力の必要性に大きく影響します。ゲートが大きいほど溶融物がより容易に流れるため、必要な圧力が低くなります。プロジェクト内のピンとサイド ゲートを比較し、それらをよりよく理解するために簡単な表を作成しました。
| ゲートタイプ | 一般的なサイズ | 射出圧力の影響 |
|---|---|---|
| ピンゲート | 小(0.5~1mm) | 抵抗により高くなります |
| サイドゲート | 大きい (>1mm) | 低く、抵抗が少ない |
構造および材料に関する考慮事項
- 肉厚: 肉厚が厚い製品は、溶融物が容易に流れます。薄い壁はすぐに冷えるため、より高い圧力が必要になります。肉厚の薄い製品には、厚い製品よりも 30 ~ 50MPa 高い圧力が必要な場合があることに気付きました。
- 材料の粘度: ポリカーボネートなどの一部の材料は、非常に高い粘度を持っています。流れの抵抗を克服するには多大な圧力が必要です。
- 金型設計: 金型設計の詳細は、圧力の必要性を制御します。多くのゲートを備えた複雑な構造では、スムーズな流れのためにバランスのとれた圧力が必要です。
より深い洞察については、さまざまな射出成形技術を7 。
実践的な洞察
ゲートの種類とその圧力への影響を理解することで、製造プロセスが大幅に改善されます。ゲートのサイズやタイプを調整することで、プロジェクトの効率が向上し、多額の費用が節約されます。これらの変数を注意深く分析すると、高品質で非常にコスト効率の高い結果が得られます。
このテーマについてさらに詳しく知りたい場合は、高度な金型設計戦略8 。
ピン ゲートにはより高い射出圧力が必要です。真実
ピン ゲートには開口部が小さいため、流れの抵抗と圧力が増加します。
サイド ゲートにより射出圧力要件が増加します。間違い
サイドゲートの開口部が大きくなり、抵抗と圧力が軽減されます。
結論
成形時の射出圧力を調整するには、高品質の結果を確保するために、製品設計、材料特性、肉厚、金型の特性を慎重に考慮する必要があります。
-
さまざまなプラスチック材料が射出成形プロセスと必要な圧力にどのような影響を与えるかについて洞察を得ることができます。 ↩
-
さまざまな構造的特徴が射出成形の圧力と効率にどのように影響するかを調べてください。 ↩
-
材料の特性が成形プロセスと結果にどのような影響を与えるかについて学びます。 ↩
-
金型設計の選択により、必要な射出圧力がどのように調整されるかを理解します。 ↩
-
材料特性を調べることは、特に圧力設定に関して、成形プロセスへの影響を理解するのに役立ちます。 ↩
-
ベントシステムを理解すると、空気の流れを改善して射出圧力を下げるというベントシステムの役割が強調されます。 ↩
-
ゲート タイプに基づいて金型設計を最適化し、効率を高めるためのさまざまな手法を検討します。 ↩
-
ゲートタイプの影響に応じて金型設計を調整するための最先端の戦略について洞察を得ることができます。 ↩




