

射出圧力は成形において重要な役割を果たします。圧力によって材料が金型に押し込まれます。製品を作る上で非常に重要なステップです。十分な圧力がないと、金型が適切に充填されない可能性があります。これは品質に大きく影響します。高圧はディテールと精度を高めるのに役立ちます。圧力が低いと欠陥が発生する可能性があります。金型には力に耐えられる十分な強度が必要です。堅牢な金型は圧力に耐えます。力が強すぎると壊れやすい金型が破損する可能性があります。成形を成功させるには、圧力のバランスが非常に重要です。
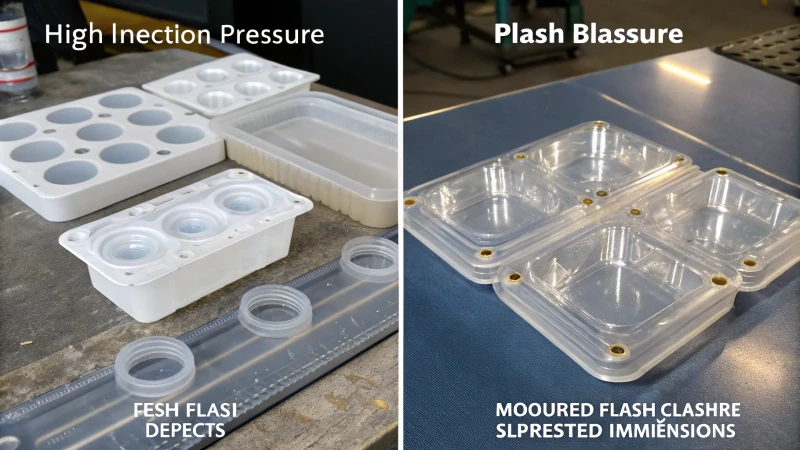
射出圧力は射出成形品の品質にとって非常に重要です。それは外観、正確なサイズ、内部構造に影響します。非常に高い圧力は内部にバリやストレスなどの欠陥を引き起こします。一方、圧力が低いと充填が不完全になり、密度が低くなります。
初めて忙しい工場のフロアに足を踏み入れたときのことを覚えています。私の周りで機械がうなり声を上げていました。熱したプラスチックの鋭い匂いが空気を満たした。その瞬間、私は大切なことに気づきました。射出圧力のような単純なことが製品に大きな影響を与えます。
高圧は難しいですね。これは、水風船を小さな穴に押し込むのと似ており、継ぎ目で破裂します。これにより、余分な部品や欠陥が生じ、高額な修理が必要になります。一方で、低気圧も問題です。製品が正しく形成されない。しぼんだ風船のように見えますが、かろうじて形を保っています。
こうしたプレッシャーを理解するには、数字だけが必要ではありません。適切なサウンドを得るために楽器をチューニングするのと同じように、各設定は最終製品に影響を与えます。金型設計に携わった時間が私にこの教訓を与えてくれました。圧力のバランスを取ることは非常に重要です。便利で美しく正確な製品の作成に役立ちます。
過度の圧力は成形品にバリ欠陥を発生させます。真実
高圧により余分な材料が金型から押し出され、バリが発生する可能性があります。
射出圧力が低いと、製品の密度が高まります。間違い
圧力が不十分だと充填が不完全になり、密度が低下します。
射出圧力が高すぎるとどうなりますか?
射出圧力が強すぎると何が起こるか考えたことがありますか?結果はあなたを驚かせるかもしれません。これらの効果はデザインを大きく変える可能性があります。このプレッシャーに対処することが成功には依然として不可欠です。
射出圧力が高いと、バリ、表面傷、製品のサイズ超過、製品内部の応力が発生する可能性があります。これらの問題は、外観と強度の両方に影響を与えます。圧力設定を変更すると、これらの問題を制御するのに非常に役立ちます。
外観品質への影響
初めて射出圧力が高すぎるという悪夢に直面したときのことを覚えています。月曜日の朝が私を迎えました。ちょうどコーヒーを飲み、週の始まりに備えていたところ、スマートフォンのケースが少し間違っていることに気づきました。エッジが粗いように見えました。奇妙な波紋が表面を覆いました。射出圧力の設定が高すぎました。私たちはバリの形成と表面欠陥に直面しました。この間違いにより、時間と材料が費やされました。
射出圧力が過剰になると、溶融プラスチックが金型の継ぎ目で溢れ出し、金型のパーティング ラインに沿ってバリが発生します。これは製品の外観を損なうだけでなく、追加のトリミングが必要となり、表面品質1 、生産に余分な手順が追加されます。
寸法精度の課題
デザインを完璧にするために何時間も費やして、醜いフラッシュやフローマークが残る可能性があります。圧縮しすぎたために製品が大きくなりすぎていることに気づくとイライラします。一度、この問題のせいでプロトタイプが計画より若干大きくなってしまいました。
射出圧力が高すぎると、過度の圧縮により、特に薄肉部品の場合、金型の弾性変形が発生します。このような変形は寸法精度2、慎重な圧力管理が必要です。
内部構造の品質に関する懸念
締め切りが近づいたときの張力のように、高圧によりプラスチック内部に応力が発生します。透明な製品では、亀裂や歪みが発生してこの応力が現れます。
キャビティの圧力が高いと、プラスチック内に大きな内部応力が発生する可能性があり、特に透明な材料で顕著であり、使用中に温度変化や外力によって亀裂や歪みが発生する可能性があります。
内部応力3 を理解し、管理することは、製品の完全性を維持するために不可欠です。
| 問題 | 原因 | 効果 |
|---|---|---|
| フラッシュフォーメーション | 高圧によるオーバーフロー | 外観に影響し、生産工程が増加します |
| 表面欠陥 | 溶融物がキャビティ壁に衝撃を与える | 波紋が発生し、表面品質が低下します |
| 大型商品 | 過度の圧縮 | 変形は寸法精度に影響します |
| 内部応力 | 高いキャビティ圧力 | 使用中にひび割れや歪みが発生する |
製品設計者向けの考慮事項
設計者は、金型の設計と生産設定を計画する際に、これらの潜在的な問題について慎重に計画する必要があります。 Computer-Aided Design 4のようなツールは、生産現場に投入する前にさまざまなシナリオをシミュレーションできるため、非常に役立ちます。
これにより、実際の製造前に完璧な圧力設定を見つけることができ、あらゆるプロジェクトで美観と機能性の両方において最適な結果が得られます。
射出圧力が高いとバリが発生します。真実
過度の圧力はプラスチックのオーバーフローを引き起こし、金型ラインに沿ってバリが発生します。
高圧では寸法精度が低下します。真実
過剰な圧縮は金型を変形させ、製品のサイズや精度に影響を与えます。
低い射出圧力の影響は何ですか?
一部の製品が期待どおりに表示されない、または持続しない理由について考えたことはありますか?デザインが不十分であったり、材料が安かったりするため、製品が期待に応えられない場合があります。購入者は失望してしまうことがよくあります。見た目は本当に重要です。品質は本当に重要です。
射出圧力が低いと、金型の充填が不十分になることがよくあります。この状況により、くぼみ、接合線、密度の低下などの欠陥が発生します。このような欠陥がある製品は魅力的に見えません。これらの問題も構造を弱体化させます。これにより、製品の信頼性が低下します。
外観品質への影響
明らかな欠陥のある製品を初めて見たときのことを思い出します。それは正しくフィットしていないプラスチックのケースでした。射出圧力が低いとこの問題が発生し、充填が不完全。プラスチックが金型に完全に充填されていないため、へこみや完全に形成されていない薄い部品などの目に見える問題が発生します。醜い溶接跡5?これらも低気圧の結果です。
| 欠陥の種類 | 説明 |
|---|---|
| 充填が不十分です | 製品の形状が不完全になる |
| 溶接痕 | 遅いメルトフローと不十分な溶融が原因 |
寸法精度への影響
特に電子ケースのような複雑な部品では、精度が非常に重要です。射出圧力が低すぎると、製品が小さくなりすぎる。機器を組み立てようとして部品が合わないことに気づきました。このサイズの問題は単なる面倒な問題ではありません。それは、物事がどのように機能し、どのように組み合わされるかに大きな影響を与える可能性があります。
このサイズの不一致は組み立てプロセスを妨げ、製品全体の機能6 。
内部構造の品質への影響
ストレスに耐えられない製品は非常にイライラさせられます。成形時の圧力が低いため、内部構造の密度が低く。私は重要なデモ中に、この問題が原因で部品が失敗するのを見たことがあります。プレッシャーの下で努力が壊れるのを見ることほど素晴らしいことはありません。十分な密度がないと、製品は日常使用に必要な強度が得られません。
- 低密度: 機械的特性が弱くなります。
- 強度の低下: 耐荷重能力が弱まる可能性があります。
これらの効果を理解することは技術的なことだけではありません。それは、すべての作品が私が設定した品質基準に達していることを確認することです。射出圧力を監視および調整することは、これらの問題を解決し、各製品がうまく機能するだけでなく、長持ちすることを確認するのに役立つ可能性があります。射出成形の課題について詳しくは、こちらを 7 。
射出圧力が低いと充填不足が発生します。真実
圧力が低いと金型を完全に満たすことができず、欠陥が発生します。
高い射出圧力により溶接跡が軽減されます。真実
圧力を高くすると、複数のメルト フローの溶融が確実に向上します。
品質を高めるために射出圧力を最適化するにはどうすればよいですか?
射出成形の仕事を始めたとき、射出圧力の調整は解決するのが難しいパズルのように思えました。しかし、それを学ぶのですか?それが私にとってすべてを変えました。
それぞれの材料や金型設計に最適な射出圧力を見つけるために設定を調整します。それぞれの調整の結果を注意深く観察しています。定期的なメンテナンスにより、機器は最高の状態に保たれます。この実践により、一貫して高い製品品質が得られます。

射出圧力を理解する
射出成形について調べ始めたとき、すぐに理解できたのは、射出圧力は単なる設定ではないということです。プラスチックがどのように金型に充填されるかが決まり、製品の品質に影響します。
過剰な射出圧力の影響
私の初期の頃、プレッシャーによるミスが恥ずかしい欠陥を引き起こしました。高圧は深刻な問題となる可能性があります。
- 外観の品質:圧力をかけすぎると、汚い水彩画のような醜い跡が残ることがあります。
- フラッシュの問題:プラスチックのオーバーフローは、ダムの決壊を止めようとするのと同じようにイライラさせられます。余分なトリミングが必要になり、時間が無駄になります。
- 寸法精度: きつすぎてフィットしないジーンズと同様に、製品が大きすぎる場合があります。
- 内部構造の品質:あるメンターが内部ストレスについて私に警告したことがあります。圧力がかかりすぎて破裂寸前の風船を想像してください。
| 過度の圧力の問題 | インパクト |
|---|---|
| フラッシュフォーメーション | 外観に影響し、後処理が増加します |
| 表面欠陥 | 表面品質の低下 |
| 大型商品 | 寸法精度に影響を与える |
| 内部応力 | ひび割れや変形の原因となります |
低い射出圧力の影響
躊躇して圧力を低く設定しすぎたときのことも覚えています。
- 外観品質:充填が不十分な場合は、ピースが欠けた不完全なパズルのように見えます。
- 寸法精度:丸い穴に四角い杭をはめ込んだように、製品が小さくなりすぎてしまいます。
- 内部構造の品質:密度が低いと、生地が足りず膨らまないケーキのように感じます。
| 低気圧の問題 | 結果 |
|---|---|
| 充填不足 | 不完全な製品の外観 |
| 溶接痕 | 滑らかさに影響します |
| 小型 | 寸法仕様に不適合 |
| 低密度 | 構造を弱める |
最適化のための戦略
- 材料に関する考慮事項: 私は、材料が異なれば、異なる取り扱いが必要であることを早い段階で学びました。粘度や流動挙動などの材料の特徴を知ることが、私の隠れた利点になりました。材料の特性を調べる8 .
- 金型設計: バランスのとれた充填を可能にする金型を作成することは芸術です。私はそれが完璧なパフォーマンスのための舞台設定であるとよく考えます。金型設計の詳細9 。
- 機器のメンテナンス: 機械の故障により多額の費用がかかった後、私にとって定期的なメンテナンスが不可欠になりました。すべてをスムーズに進めることが重要です。メンテナンスのヒント10 .
射出圧力が高いとバリが発生します。真実
圧力が過剰になると、金型の分割面でプラスチックが溢れる可能性があります。
低い射出圧力により製品強度が向上します。間違い
圧力が不十分だと密度が低下し、製品の構造が弱くなります。
射出圧力は金型設計にどのような影響を与えますか?
小さな変更ですべてが完璧に解決されたときのことを思い出してください。それは金型設計における射出圧力です。
金型設計における射出圧力は、製品の品質と精度を導く隠れた導体に似ています。正しいバランスにより、完璧な外観、正確なサイズ、強力な構造がもたらされます。これにより、余分な材料、表面の欠陥、内部圧力などの問題が防止されます。
高すぎる射出圧力の影響
風船を膨らませすぎて破裂することを想像してみてください。これは、金型設計において射出圧力が高いと起こることです。結果は単なる「ポップ」ではありません。バリ、またはプラスチックの余分な部分が金型の端に現れます。これらは製品の見た目を乱雑にし、慎重に切断する必要があり、時間とお金の両方を無駄にします。
以前、圧力が少し高すぎて表面に跡が残ってしまったプロジェクトがありました。それらを掃除するのは、散らかった塗装の後を片付けるようなものでした。また、プラスチックは冷却中に収縮するため、圧力がかかると製品が大きくなります。大型の製品は問題があります。
高い射出圧力は隠れた内部応力を引き起こします。このストレスは製品内部の隠れた敵のようなものです。特に外部からの衝撃や温度変化により、亀裂が生じたり、形状が変化したりすることがあります。透明なプラスチックでは、この応力により透明度が低下する可能性があります。製品が曇ったり、形が崩れたりすることは望ましくありません。
| 過度のプレッシャーの問題 | インパクト |
|---|---|
| フラッシュ | 外観への影響、コストの増加 |
| 表面欠陥 | 表面の跡 |
| 寸法の不正確さ | 大型商品 |
| 内部応力 | ひび割れ、透明度の低下 |
射出圧力が低すぎる場合の影響
歯磨き粉の最後の一粒のように、十分に強く絞れなかったときのことを思い出してください。これは射出圧力が低いことに似ています。金型が完全に充填されず、流れが不均一に合流する跡が残る場合があります。
プロジェクトによっては、圧力が不十分なため、製品にへこみや充填されていない部分が残ってしまったことがありました。彼らは単に醜いだけではありません。彼らは設計基準を無視しています。細部が非常に重要な場合、これらは厄介です。
圧力が低いと密度が低くなります。製品の構造が弱くなり、必要な重量に十分に耐えられなくなります。簡単に扱えるはずの圧力がかかると製品が壊れるのを目撃しました。
| 低気圧の問題 | インパクト |
|---|---|
| 充填が不完全 | くぼみ、埋められていない領域 |
| 溶接痕 | 滑らかさに影響を与える目に見える継ぎ目 |
| 寸法の不正確さ | 小型製品 |
| 低密度 | 強度の低下 |
適切なバランスを実現する
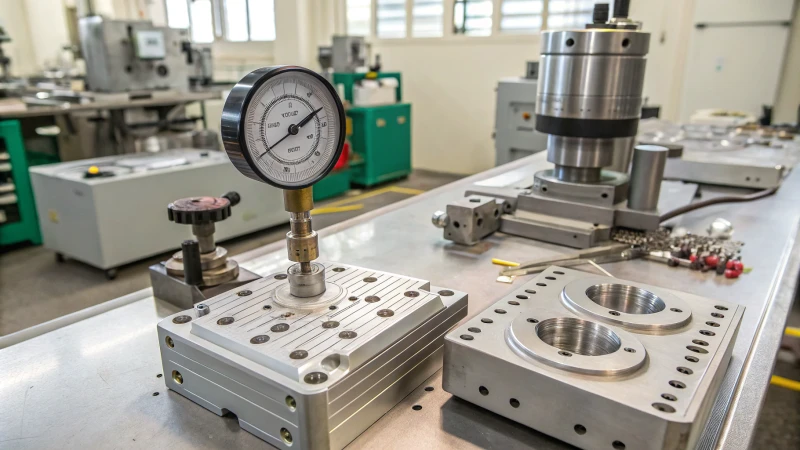
正しい射出圧力のバランスを取るのは難しく、精度と専門知識が必要です。幸いなことに、圧力センサー11やシミュレーション ソフトウェアなどのデバイスは、設計者が最適なバランスを見つけるのに役立ちます。
材料の特性について知ることも重要な要素です。さまざまな材料には異なる圧力が必要です。高圧12 が必要な場合もあります。それは、自分の飲み物に合うコーヒーの挽き方を知るのと似ています。フレンチプレスには粗挽き、エスプレッソには細挽きです。
金型の設計や材料の流路を検討し、圧力設定を最適化する計画を立てます。目標は、より良い製品品質とスムーズな生産です。誰もが成功した結果を望んでいます。
射出圧力が高すぎると成形品にバリが発生します。真実
高圧により金型の分割面でプラスチックがオーバーフローし、バリが発生します。
射出圧力が低いため、成形品の強度が向上します。間違い
圧力が不十分だと密度が低くなり、製品の強度と完全性が低下します。
結論
射出圧力は、外観や寸法精度、内部構造など、成形品の品質に大きな影響を与えます。圧力のバランスをとることは、欠陥を回避し、製品の完全性を確保するために重要です。
-
射出圧力の変化が表面仕上げや製品の美しさにどのような影響を与えるかについて、詳細な洞察を調べてください。 ↩
-
過剰な圧力が成形品の寸法安定性に及ぼす影響について学びます。 ↩
-
さまざまな条件下で内部応力が製品の耐久性と信頼性にどのような影響を与えるかを理解します。 ↩
-
CAD ツールがどのように金型設計を最適化し、射出圧力に関連する問題を防ぐことができるかをご覧ください。 ↩
-
成形時に溶接痕が発生する仕組みと、それを防止して製品の仕上がりを良くする方法を学びます。 ↩
-
低圧力が精密製造にとって重要な製品のサイジングにどのような影響を与えるかをご覧ください。 ↩
-
製造成果を向上させるための一般的な成形の問題とその解決策を探ります。 ↩
-
圧力下での材料の挙動を理解することは、製品の品質を向上させるために設定を最適化するのに役立ちます。 ↩
-
金型設計は成形品の流れと品質に影響を与えるため、最適化には不可欠です。 ↩
-
適切な機械のメンテナンスにより、一貫したパフォーマンスが保証され、誤った設定による不具合が防止されます。 ↩
-
製品の成果を向上させるために、圧力センサーが金型内の射出圧力の監視と最適化にどのように役立つかを学びましょう。 ↩
-
最適な成形にはどの材料がより高い射出圧力を必要とするのか、またその材料が他の材料と異なる理由を理解してください。 ↩






