

射出成形品の収縮でイライラしたことはありませんか?多くの製造業者がこの課題を経験しています。最終製品の品質とサイズに影響します。
プロセス設定を最適化し、金型を再設計するか、代替材料を使用して射出成形製品の収縮を管理し、寸法安定性を高め、欠陥を効果的に最小限に抑えます。
これらの最初のヒントは、収縮を制御するための良い始まりとなります。それぞれの方法をより詳しく調査すると、生産ラインを改善するための追加のテクニックが見つかる可能性があります。このように深く見ることで、製造プロセスから素晴らしい結果を得ることができるでしょう。
プラスチックの材質を変更することで、成形品の収縮を低減します。真実
異なるプラスチックを使用すると、熱特性の変化により収縮に影響を与える可能性があります。
金型構造を無視しても、収縮の問題には影響しません。間違い
金型の設計は材料の流れと冷却に影響を与え、収縮に影響します。
射出成形の収縮を減らすにはどうすればよいですか?
射出成形の収縮により正確な設計が台無しになってイライラした経験はありませんか?
射出成形における収縮を低減するには、重要な設定を調整する必要があります。これらには、保持圧力、射出速度、樹脂温度、金型温度が含まれます。金型構造を改善する必要があります。低収縮材料を選択することは、製品の品質に大きく役立ちます。このステップは重要です。

射出成形プロセス設定の調整
保持圧力と保持時間を増やす
私のキャリアの初期には、一連の製品が予想以上に縮小しました。保持圧力が低すぎました。射出圧力の50%から60%くらいまで上げてみました。さらに数秒追加することも効果がありました。この小さな変更により、製品のサイズが大幅に向上しました。小さな調整でしたが、大きな効果がありました。
射出速度と溶融温度を調整する
そうではないことを知るまで、注入は速いほど良いと思っていました。速度を下げると、溶融物がキャビティにスムーズに充填され、圧力差と収縮が減少しました。特に結晶性プラスチックの場合、溶融温度少し上げることこのバランスを習得するには試行錯誤が必要でした。
金型温度の最適化
金型温度は重要です。暑すぎても寒すぎてもダメです。薄肉設計の場合、温度を 30℃ から 40℃ ~ 50℃ に上昇させると、効率を低下させることなく収縮が実際に制御されました。すべてがうまく機能する完璧な場所を見つけるには、実験が必要でした。
金型構造の修正
ゲートのサイズまたは数を増やす
ゲート サイズを 0.8 mm から約 1.2 mm に増やし、より大きなセクションに対してゲートを追加することで、流れが劇的に改善され、均一な分布が確保され、収縮が減少するため、難しい部品用の金型を再設計しました。
| パラメータ | 初期設定 | 最適化された設定 |
|---|---|---|
| ゲート直径 | 0.8mm | 1.2mm |
冷却システムを最適化する
私のプロジェクトでは、不均一な冷却が問題でした。冷却管のレイアウトを変更し、厚肉セクションで冷却管を近づけました。コンフォーマル冷却テクノロジー2、すべてを一貫して冷却し、不均一性を減らすことで非常に役立ちました。
プラスチック材料の変更または配合の調整
収縮率の低い材料を選択する
材料の変更は困難を伴いましたが、一部の精密部品についてはポリプロピレンからポリスチレン (PS) に変更したことで、収縮が大幅に減少しました。場合によっては、フィラー含有量の調整やガラスビーズの追加が変革をもたらし、収縮の課題を成功に変えることができました。
これらの変更といくつかの実験により、収縮が大幅に減少し、製品の品質が向上すると同時に、技術を習得する満足感も得られました。
保圧を高めると収縮が減少します。真実
保持圧力が高いと、より多くのプラスチックがキャビティに流入し、収縮が減少します。
金型温度が低いと収縮が大きくなります。真実
金型温度が低いと冷却が速くなり、収縮が増加します。
金型構造を変更すると収縮を最小限に抑えることができますか?
金型設計の小さな変更が生産ラインをどのように完全に変える可能性があるかについて考えたことがありますか?収縮を軽減する魔法を探ってみましょう。
ゲート サイズの拡大や冷却システムの改良など、金型構造を調整することで、収縮を効果的に低減できます。より均一な圧力分布と効率的な冷却が実現します。製品の精度と品質が向上します。精度の向上は非常に重要です。
簡単な金型構造の変更
初めて金型構造を実験したときのことを思い出します。ゲートのサイズについて検討するのに何時間も費やしました。ゲートのサイズまたは数を増やすと、すべてが変わりました。より多くのプラスチック溶融物がキャビティを満たし、収縮を効果的に3 。この変更により、収縮の問題が修正されました。本当にうまくいきました。
表: ゲート サイズが収縮に与える影響
| ゲートサイズ(mm) | 収縮に対する影響 |
|---|---|
| 0.8 | 高い |
| 1.0 – 1.2 | 減少 |
冷却システムを最適化することが重要です。試用中、金型全体を均一に冷却することで、欠陥につながる可能性のある不均一な収縮がなくなりました。コンフォーマル冷却技術を利用することで、冷却チャネルを製品の形状に合わせて配置し、均一を向上させる。
冷却システムの変更
冷却チャネルの効率を確認することが重要です。厚い部品の場合、チャネル密度が高くなると、収縮の差が小さくなります。チャネルの直径は十分な冷却能力を確保する必要があります。これはとても重要です。
さらに検討する、設計者は新しいコンフォーマル冷却技術を検討する必要があります。
素材の選択
収縮率の低い材料を選択することもオプションです。ポリプロピレンからポリスチレンに切り替えると、特性が異なるため効果的に収縮率が大幅に減少しました。
複合材料のフィラーを修正することで収縮率が適切に調整され、効果的な調整となりました。
プロセスパラメータによるこれらの変化を理解することが重要です。射出速度、溶融温度、保持圧力を調整すると、金型の変化が改善され、収縮の低減に大きく役立ちます。
ゲート サイズを大きくすると、収縮が減少します。真実
ゲートを大きくすると、より多くのプラスチックが溶融し、収縮が補償されます。
ポリプロピレンはポリスチレンよりも収縮が小さいです。間違い
ポリスチレンはポリプロピレンに比べて収縮率が低くなります。
収縮に対処するためにプラスチック素材を変更する時期はいつですか?
プラスチック部品の収縮は、生産ラインを悩ませる目に見えない問題のようです。この問題により進行が中断される可能性があります。適切なタイミングで材料を変更すれば、おそらくこの問題は解決します。
現在使用しているプラスチックがサイズの精度を満たしていない場合、または収縮が大きすぎる場合は、別のプラスチックの使用を検討してください。ポリスチレンは良い選択かもしれません。この素材は多くの場合、収縮が少なくなります。おそらく製品の品質を安定させるのに役立つでしょう。

材料の収縮を理解する
プラスチック部品が冷える様子を想像してみてください。風船が空気を抜くように縮んでしまうようです。これは、冷却中に材料が収縮するために起こり、製品の最終的なサイズが変化する可能性があります。
材料特性の評価
素材のパフォーマンスが低い場合は、別のオプションを探す必要があります。収縮が大きいポリプロピレン (PP) の使用を検討してください。これは、波が押し寄せる中で砂の城を建てているような気分です。ポリスチレン (PS) を使用すると、非常に効果的です。
比較表:一般的なプラスチックと収縮率
| 材料 | 一般的な収縮率 (%) |
|---|---|
| ポリプロピレン(PP) | 1.5 – 2.0 |
| ポリスチレン(PS) | 0.4 – 0.7 |
| ポリエチレン(PE) | 1.5 – 3.0 |
配合の調整
複合材料の研究を始めたとき、私は重要な洞察に気づきました。それは、フィラーの含有量を変更すると、収縮の問題が実際に軽減されるということです。有機繊維の使用量を減らすか、ガラスビーズを追加してみてください。
プロセスの最適化
射出成形設定の最適化6 は、材料を変更する前に非常に役立ちます。保圧、射出速度、金型温度を調整すると、材料を変更せずに収縮の問題を解決できる場合があります。
材料固有の考慮事項
すべてのプラスチックが熱と圧力に対して同じように作用するわけではありません。
- 結晶性プラスチックの場合、均一な結晶化のためには溶融温度を調整することが重要でした。
- アモルファスプラスチックの場合、冷却速度を一定に保つことが非常に重要です。
金型設計の役割
新しい材料を選択する前に、金型の設計を検討してください。ゲート サイズを大きくしたり、冷却チャネルを最適化したりするなど、小さな変更を行うだけで、収縮の問題が解決され、材料を完全に変更する必要がなくなる可能性があります。
これらの要素を考慮することは、材料をいつ変更するか、また生産プロセス7 。それぞれの調整が作業の改善に役立つことを忘れないでください。
ポリプロピレンはポリスチレンよりも収縮が大きくなります。真実
ポリプロピレンの収縮率は1.5~2.0%、ポリスチレンの収縮率は0.4~0.7%です。
金型の設計を変更しても、収縮の問題を軽減することはできません。間違い
ゲート サイズなどの金型設計を変更すると、収縮の問題を解決できる場合があります。
冷却システムの最適化は収縮の管理にどのように役立ちますか?
ほんの些細なことがプロジェクトの結果を完全に変えるかもしれないと感じたことはありますか?これが、射出成形における冷却システムについての私の正確な考えです。冷却システムは重要な役割を果たします。
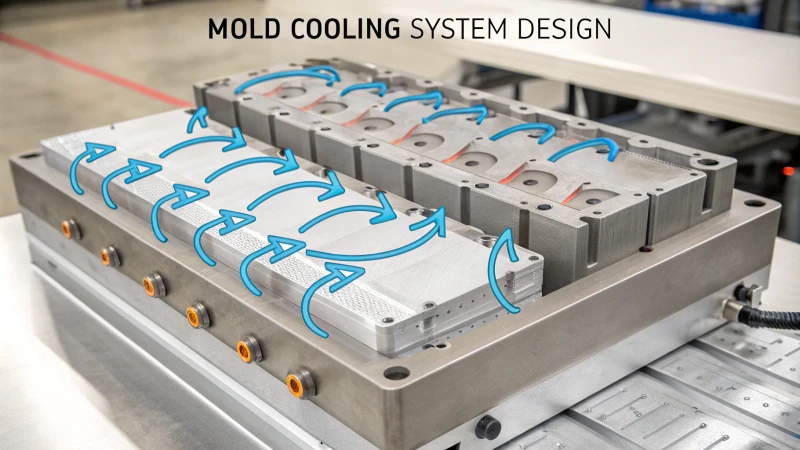
射出成形における冷却システムを最適化することは、収縮を効果的に管理するために重要です。均一な冷却が不可欠です。メーカーはチャネルのレイアウトと密度を調整します。これらの調整は、おそらくさまざまなレベルの収縮を軽減するのに役立ちます。このプロセスにより、高品質で欠陥のない製品が生まれます。
冷却システムの最適化について
初めて射出成形について学び始めたとき、冷却システムの最適化によって収縮の処理方法が大きく変わることにすぐに気づきました。成形部品は冷えて収縮し、この収縮によりサイズ誤差が発生しますが、これは誰も望んでいません。冷却システムの役割は、この収縮を均等に発生させることです。
冷却システム最適化の重要な側面:
-
均一な温度分布:
すべてを完璧にしたい瞬間を想像してみてください。それがこのタスクです。金型全体の温度を均一にすることで、場所ごとに異なる収縮を防ぎます。冷却チャネル8 は、金型のすべての重要な部分をカバーする必要があります。 -
チャンネル密度とレイアウト:
最高の快適さを得るために部屋に家具を配置するようなものです。厚い部品の場合、チャネルを追加すると冷却が速くなり、収縮の差が小さくなります。ただし、薄い領域にチャネルが多すぎないように注意してください。要因 薄肉製品 厚肉製品 金型温度 より高い 適度 チャネル密度 より低い より高い -
コンフォーマル冷却テクノロジー:
この最新のアプローチは、スーツを完璧にフィットするように仕立てるようなものです。冷却チャネルを製品の形状に合わせてサイクルタイムを短縮し、均一性を向上させます。コンフォーマル冷却9 を使用することにより、メーカーは収縮に関連した欠陥を大幅に減らすことができます。
実践的な調整
冷却の最適化を効果的に使用するには、プロセス設定を調整することが重要です。
-
射出速度と溶融温度:
これらを調整することは、レシピを完成させることに似ています。多すぎても少なすぎてもバランスが崩れます。適切に調整すると、キャビティがスムーズに充填され、収縮が軽減されます。溶融温度を高くせずにこのバランスをとることが非常に重要です。 -
保持圧力と保持時間:
これらを増やすと、植物に適切に水をやるのと同じように、より多くの溶融物がキャビティに充填され、冷却中の体積収縮が補償されます。製品に基づいて段階的に変更するのがおそらく最善です。
さらに詳しい洞察を得るには、射出速度の影響10と溶融温度制御11 をことが役立つ場合があります。これらの要素を最適化することで、収縮に直接取り組み、高速生産と高品質のバランスを見つけます。
均一な冷却により、収縮のばらつきが減少します。真実
均一な温度分布により、局所的な収縮差が最小限に抑えられます。
コンフォーマル冷却によりサイクルタイムが増加します。間違い
コンフォーマル冷却により均一性が向上し、サイクル時間が短縮されます。
結論
射出成形製品の収縮を効果的に管理するには、プロセスパラメータの調整、金型設計の最適化、製品の品質と精度を向上させるための低収縮材料の選択が含まれます。
-
溶融温度を調整することで均一な結晶化が保証され、収縮が低減され、製品の品質が向上します。 ↩
-
コンフォーマル冷却により冷却の均一性が向上し、成形品の収縮の不均一性が軽減されます。 ↩
-
ゲート サイズの変化が圧力分布にどのように影響し、成形品の収縮を最小限に抑えるかを学びます。 ↩
-
コンフォーマル冷却がどのように均一性を高め、射出成形の収縮を低減するかをご覧ください。 ↩
-
金型のパフォーマンスを最適化し、欠陥を減らす最先端の冷却方法を見つけてください。 ↩
-
射出成形パラメータを最適化する詳細な方法を学び、材料を変更する必要性を減らします。 ↩
-
材料を変更せずに収縮を軽減できる生産プロセスを強化する戦略を見つけてください。 ↩
-
金型内で均一な温度分布を確保するための効果的な冷却チャネルを設計する方法を学びます。 ↩
-
コンフォーマル冷却テクノロジーがどのようにサイクル時間を短縮し、冷却の均一性を向上させるかをご覧ください。 ↩
-
射出速度を調整することで成形品の収縮を最小限に抑えることができる方法を理解します。 ↩
-
溶融温度の制御が製品の品質と収縮にどのような影響を与えるかを調べてください。 ↩






