

自分の手で完璧なものを形作る興奮を感じたことはありませんか?
材料の流れ、正確な温度制御、適切な材料の選択を最適化して効果的な薄肉射出成形金型を設計し、一貫した壁厚を確保し、反りや収縮などの欠陥を減らして、高品質の大規模生産を実現します。.
薄肉射出成形に初めて取り組んだ時のことを覚えています。まるで目隠しをして傑作を彫り出そうとしているような感覚でした。素材とデザインの限界に挑戦することには、確かに爽快感がありました。しかし、すぐに基礎を理解することは始まりに過ぎないことを学びました。高度な技術を取り入れ、経験豊富な専門家から学ぶことで、私のアプローチは大きく変わりました。この道のりで、あらゆるヒントや戦略が、製造における卓越性を達成するための足がかりとなりました。私と一緒に、プロセスを改善し、成果を向上させるための貴重な洞察を深く掘り下げていきましょう。.
正確な温度制御により薄肉成形時の反りを軽減します。.真実
正確な温度制御を維持することで均一な冷却が保証され、反りが減少します。.
材料フローの最適化は金型設計とは無関係です。.間違い
金型の壁の厚さを均一にするには、材料の流れを最適化することが重要です。.
薄肉成形の主な設計原則は何ですか?
薄肉成形をマスターすることは、完璧なレシピを作ることに似ています。つまり、材料とプロセスを理解することがすべてです。.
薄肉成形の主な設計原則には、壁の厚さの最適化、均一性の確保、適切な材料の選択、適切なドラフト角度の使用などがあり、製造性の向上、欠陥の最小化、製品の構造的完全性の向上につながります。.

壁厚最適化の理解
薄肉成形に携わった最初のプロジェクトを覚えています。構造の健全性を保ちながら、不要な材料を1グラムたりとも削ぎ落とすという綱渡りのような作業だったので、少し不安でした。薄肉成形1。厚を薄くすれば材料費は節約できますが、繊細なスフレを作るためにオーブンの温度を調整するのと同じように、圧力と冷却時間を微調整する必要があるかもしれません。
均一な壁面分布の確保
均一性が鍵です。パン作りに挑戦した時のことを思い出します。生地が均一にこねられていないと、パンは不均一になってしまいます。ここでも同じ原理が当てはまります。均一な壁厚は、冷却時の反りや沈み込みを防ぐのに役立ちます。設計者は、応力集中を最小限に抑えるために、均一な厚さを採用する必要があります。CADソフトウェアを使うことは、信頼シミュレーションツール2を使って応力集中を回避し、壁の分布を効率的にシミュレーションして調整するのに役立ちます。
適切な材料の選択
薄肉成形に適した材料を選ぶのは、お気に入りの料理の材料を選ぶようなものです。例えば、ポリカーボネートとABSは、その強度と柔軟性から、私の定番の選択肢です。まるで、焼き菓子に高品質のチョコレートを使うことを思い出させてくれます。最高の仕上がりには欠かせない材料です。材料を選ぶ際には、寸法安定性を確保するために、常に熱膨張率と収縮率を考慮しています。.
| 材料 | プロパティ | アプリケーション |
|---|---|---|
| ポリカーボネート | 高い耐衝撃性 | 電気部品 |
| ABS | 優れた強度と剛性 | 自動車部品 |
適切なドラフト角度の組み込み
抜き勾配はケーキ型に油を塗るようなものです。金型から部品がスムーズに取り出せるようにするためです。一般的な抜き勾配は1~2度です。抜き勾配がないと、型から外れない頑固なケーキのように、表面に欠陥が生じたり、金型の摩耗が進んだりする可能性があります。.
冷却時間と技術の管理
効率的な冷却技術は、ケーキにフロスティングをする前に冷ますのと同じように不可欠です。急速冷却システムとコンフォーマル冷却チャネルは、変形を防ぎ、品質を維持しながらサイクルタイムを短縮するのに役立ちます。冷却チャネル設計のは、効率化にとって非常に重要です。
高度な金型設計技術の活用
ホットランナーや精密機械加工などの高度な金型設計技術は、最高級のキッチンツールを使うことを思い出させます。材料の流れと温度をより適切に制御できるため、欠陥が減り、部品の品質が向上します。.
これらの原理を理解することは、私にとって極めて重要でした。複雑な料理をマスターするようなものです。一度技術を習得すれば、見た目も良く、機能性もさらに優れた、信頼性が高く費用対効果の高い薄肉部品を作ることができます。.
最適な壁の厚さは 0.5mm ~ 2mm です。.真実
薄肉成形では通常、この範囲内の壁の厚さが必要です。.
ポリカーボネートは薄肉成形には適していません。.間違い
ポリカーボネートは強度と柔軟性に優れているため、よく使用されます。.
材料の選択は金型の性能にどのような影響を与えますか?
単純な材料の選択が金型の性能を左右するのではないかと考えたことはありませんか?
材料の選択は、熱伝導率、耐摩耗性、そして最終部品の品質に影響を与え、金型の性能に影響を与えます。適切な材料を選択することで、金型の寿命と効率が向上し、射出成形の成功に不可欠な要素となります。.
材料特性の理解
金型を初めて使い始めた頃は、材料の種類の多さに圧倒されたのを覚えています。それぞれに独特の個性があるように感じました。熱伝導率4。熱伝導率の高い材料は冷却が速いため、サイクルタイムを短縮する上で非常に重要です。これは生産速度を速めるだけでなく、エネルギー消費量の削減にも役立ちます。
耐摩耗性も重要な要素です。間違った材料を使うと金型の交換が頻繁に発生し、大きな損失につながることを身をもって学びました。だからこそ、私は硬化鋼やチタンを選びます。これらの材料は圧力に耐え、すぐに摩耗することはありません。.
コストとパフォーマンスのバランス
もちろん、最も丈夫な素材を見つけることだけが目的ではありません。予算の制約は、私が日々直面する現実です。コストと性能の間で常に綱渡りを強いられるのです。高級素材は夢の実現のように思えるかもしれませんが、その価格には別の側面が隠されていることがしばしばあります。そこで、私は昔ながらの費用対効果分析(5)を頼りにしています。今、贅沢にお金を使うことで、後々節約になるかどうかを見極めるのに役立ちます。
| 素材の種類 | 熱伝導率 | 耐摩耗性 | 料金 |
|---|---|---|---|
| アルミニウム | 高い | 適度 | 適度 |
| 硬化鋼 | 適度 | 高い | 高い |
| チタン | 適度 | 非常に高い | 非常に高い |
アプリケーション固有の考慮事項
さらに、アプリケーション固有のニーズという問題もあります。自動車部品と民生用電子機器の設計は、まるでリンゴとオレンジを比べるようなものです。自動車部品には高温高圧に耐えられる材料が必要ですが、民生用電子機器では、複雑なディテールと洗練された仕上げを可能にする材料が求められることがよくあります。.
業界のトレンドや材料科学のブレークスルーを常に把握するよう努めています。それは、より優れた性能を持つ新素材を探し求める終わりのない宝探しのようなものです。こうした洞察によって、私のデザインは単に時代遅れにならないだけでなく、進化する基準やイノベーションにも適応し、将来を見据えたものになっています。.
材料の選択が金型の性能にどのように影響するかを理解することで、設計を微調整して効率と耐久性を高め、生産において最高品質を確保できます。.
高い熱伝導率によりサイクル時間が短縮されます。.真実
熱伝導率の高い素材は熱を効率的に伝達し、冷却を早めます。.
チタンは金型用の最も安価な材料です。.間違い
チタンはアルミニウムなどの他の材料に比べてコストが非常に高くなります。.
薄肉金型に最適な冷却技術は何ですか?
薄肉金型を冷却し、生産ラインをスムーズに稼働させる方法を考えたことはありませんか?仕事のやり方を変えるかもしれないテクニックをぜひご覧ください!
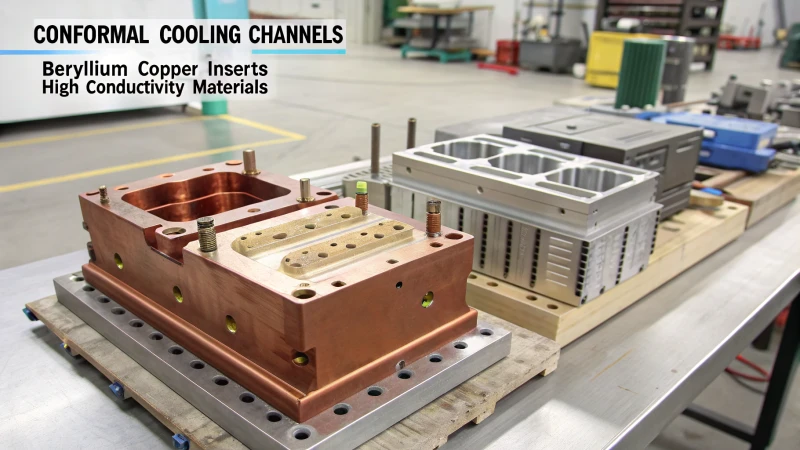
薄肉金型に最適な冷却技術は、コンフォーマル冷却、ベリリウム銅インサート、高伝導性材料の使用であり、これにより放熱性が向上し、サイクル時間が短縮され、部品の品質が向上します。.
薄肉成形の課題を理解する
初めて薄肉金型を設計した時のことを覚えています。まるで暗闇の中でルービックキューブを解こうとしているようでした。薄肉金型では、反りや充填不良といった欠陥を避けるために効率的な冷却が不可欠です。そこで、コンフォーマル冷却6チャネルが私の役に立ちます。これらのチャネルは金型の形状に合わせて設計されており、優れた熱伝達、サイクルタイムの短縮、そして部品の安定性の向上を実現します。
コンフォーマル冷却チャネル
コンフォーマル冷却は、金型表面近くにカスタム形状のチャネルを作成するという点で非常に魅力的でした。このチャネルは部品の輪郭に沿っており、均一な温度分布を実現します。この技術は私にとって画期的なものでした。特に、従来の直線冷却では対応できなかった複雑な形状の場合に効果的です。.
| 利点 | 課題 |
|---|---|
| 熱伝達の改善 | 初期コストが高い |
| サイクルタイムの短縮 | 高度なツールが必要 |
ベリリウム銅インサート
かつて同僚が「ベリリウム銅7インサートを使うのは金型にターボボタンを付けたようなものだ」と冗談を言っていました。このインサートは熱伝導性を高め、熱を素早く逃がし、欠陥につながる可能性のあるホットスポットを減らします。急速冷却が必要な箇所や複雑な形状の箇所に最適です。
高伝導性材料
アルミニウムのような熱伝導率の高い材料の使用も、私が頼りにしてきた戦略の一つです。これらの材料は熱を効率的に分散し、他の冷却戦略を補完することで、金型表面全体の均一性を維持します。.
アクティブ冷却システム
水や空気のジェット噴射などのアクティブ冷却システムを導入することは、いわば切り札を握っているようなものです。これらのシステムは冷却プロセスをさらに加速させ、薄肉部品の厳しい公差を維持し、高品質な仕上がりを実現するために不可欠です。.
要約表
| 技術 | 主な利点 | 理想的なアプリケーション |
|---|---|---|
| コンフォーマル冷却 | 均一な温度分布 | 複雑な形状 |
| ベリリウム銅インサート | 素早い放熱 | 急速な冷却が必要な地域 |
| 高伝導性材料 | 効率的な熱分散 | 一般的な金型表面 |
長年にわたり、これらの技術を組み合わせることで、薄肉成形の効率と品質を大幅に向上できることを学んできました。金型技術の進歩は私を驚かせ続け、これらの分野におけるさらなる進歩を期待させてくれます。
適切な冷却技術を理解し、導入することで、設計者や製造業者は薄肉成形プロセスにおいて最適な結果を達成し、生産時間を短縮しながら高品質な製品を実現できます。そして、完璧に冷却された金型が完璧な状態で完成するのを見ることほど素晴らしいものはありません。.
コンフォーマル冷却により薄肉成形のサイクルタイムが短縮されます。.真実
コンフォーマル冷却チャネルにより熱伝達が改善され、サイクル時間が最小限に抑えられます。.
ベリリウム銅インサートは、あらゆるタイプの金型に対してコスト効率に優れています。.間違い
ベリリウム銅インサートは効果的ですが、初期コストが高くなります。.
薄肉成形における一般的な欠陥とその防止方法とは?
薄肉成形に取り組むたびに、たとえ小さな欠陥であっても大きな障害のように感じられることを痛感します。しかし、少しのノウハウがあれば、それらは完全に管理可能になります。.
薄肉成形でよく見られる反り、焼け、内部割れなどの欠陥は、金型設計の最適化、プロセスパラメータの正確な制御、適切な材料の選択によって防止できます。.

薄肉成形の理解
薄肉成形の世界に初めて足を踏み入れた時は、まるで繊細なダンスをマスターしようとしているような感覚でした。このプロセスは、従来の方法では通常不可能なほど薄い部品を作ることに特化しています。特に、電子機器や自動車など、1オンスでも薄いことが重要な業界で人気があります。.
薄肉成形における一般的な欠陥
-
反り:部品がうまく収まらず、反りに悩まされた時のことを覚えています。これは、冷却の不均一や材料の残留応力が原因で発生することがよくあります。反りを抑えるために、金型温度を微調整し、最高品質の材料を選ぶことで、均一な冷却を確保することに重点を置いています。
-
焼け跡:この厄介な黒い筋は、空気の閉じ込めや温度の上げすぎなどが原因で、いつの間にか現れてしまうことがあります。射出速度を調整し、通気を改善することで、この見苦しい跡を大幅に軽減できることを私は学びました。
-
内部クラック:これは厄介な問題で、多くの場合、射出圧力が高すぎたり、材料の乾燥が不十分だったりすることが原因です。私のアプローチは?材料を適切に乾燥させ、圧力を慎重に調整してクラックの発生を防ぐことです。
| 欠陥の種類 | 原因 | 解決 |
|---|---|---|
| 反り | 不均一な冷却 | 金型温度の最適化 |
| 火傷跡 | 閉じ込められた空気/高温 | 射出速度を調整し、通気を改善する |
| 内部亀裂 | 高圧/不十分な乾燥 | 適切な乾燥、射出圧力の調整 |
材料の選択9
適切な材料を選ぶことは、仕事に最適な道具を選ぶようなものです。欠陥を防ぐためには不可欠です。薄肉成形においては、安定した特性と優れた流動性を持つ材料が大きな違いを生み出します。適切な材料徹底的、プロジェクトの成功に大きく影響する可能性があります。
プロセス最適化11
温度、圧力、速度といったプロセスパラメータを微調整するところが面白くなります。私は実際の生産に移る前に、シミュレーションツールを使って様々なシナリオをテストすることがよくあります。これはゲームチェンジャーです。プロセス最適化12 。
金型設計の考慮事項13
適切に設計された金型は、欠陥を防ぐための頼もしい味方です。均一な冷却を促進し、十分な通気口を備え、焼けや反りを防ぐ必要があります。薄肉成形のスキルを向上させるための金型設計14の
高品質な製品を生み出すという、常に進化を続けるこの道のりにおいて、それぞれの欠陥の根本原因を理解することが鍵となります。設計の改良、綿密な材料選定、精密なプロセス管理など、私たちが行うあらゆるステップは、製品の完全性を強化し、無駄を削減し、最終的には製造プロセスの効率性向上につながります。.
反りは薄肉成形における冷却の不均一性によって発生します。.真実
冷却が不均一だと残留応力が生じ、反りが発生します。.
射出速度を上げることで焼け跡をなくします。.間違い
射出速度を下げ、通気性を良くすることで焼け跡を防ぎます。.
薄肉成形において均一な壁厚が重要な理由
成形において均一な肉厚がいかに重要かを初めて実感した時のことを覚えています。まるで「なるほど!」と思える瞬間で、すべてが変わりました。.
薄肉成形における均一な壁厚により、欠陥が防止され、スムーズな流れが確保され、構造的完全性が維持され、無駄が削減され、サイクルタイムが短縮され、生産効率と品質が向上します。.

品質管理における均一な壁厚の役割
かつて、壁厚のわずかな偏差が予期せぬ反りにつながったプロジェクトに携わったことを思い出します。厳しい教訓となりましたが、均一性がどれほど重要かを改めて認識させられました。反りやヒケ15、厚い部分が薄い部分よりもゆっくりと冷え、内部応力が生じることで発生します。
物質の流れと構造の健全性
別のプロジェクトで、壁の厚さが不均一だと射出成形時の材料の流れが阻害されることに気づきました。特定の部分が早期に冷却されたため、製品に弱点ができてしまいました。均一な厚さを確保することで、最終製品の均一な冷却と凝固が促進され、構造的完全性16
生産プロセスの効率化
均一な肉厚は品質を向上させるだけでなく、効率性も向上させます。私はかつて、肉厚を均一に保つだけでサイクルタイムを大幅に短縮できたことがあります。無駄を減らし、生産を迅速化することが新たな常識となりました。その仕組みは以下のとおりです。
| 利点 | 説明 |
|---|---|
| サイクルタイムの短縮 | 均一な冷却によりプロセスが高速化されます |
| 材料効率 | 一貫した流れにより無駄が減少 |
| 費用対効果 | 欠陥率が低いということは、不良品が減ることを意味する |
設計上の考慮事項
設計プロセスにおいて、壁の厚さを均一に保つことは常に最優先事項です。CADツールを活用して、潜在的な問題を早期シミュレーション・分析することで、時間とリソースを節約しています。問題が発生する前に予防し、あらゆる段階でスムーズな生産を確保することがすべてです。
均一な肉厚により薄肉成形時の反りを防止します。.真実
一定の厚さにより均一な冷却が保証され、内部応力が軽減されます。.
壁の厚さが一定でないと、生産サイクル時間が短縮されます。.間違い
不一致により冷却が不均一になり、サイクルタイムと欠陥が増加します。.
結論
薄肉射出成形用の効果的な金型設計には、材料の流れを最適化し、壁の厚さを均一に保ち、高度な冷却技術を活用して品質を向上させ、欠陥を減らすことが必要です。.
-
薄肉成形プロセスにおいて、壁の厚さを調整するとコストと生産効率にどのような影響が及ぶかを検討します。. ↩
-
設計段階で壁の厚さの分布における潜在的な弱点を特定するのに役立つシミュレーション ツールについて学習します。. ↩
-
射出成形におけるサイクルタイムを改善し、製品品質を維持する革新的な冷却チャネル設計をご覧ください。. ↩
-
熱伝導率が金型効率と冷却時間にどのように影響するかを学びます。. ↩
-
さまざまな材料の経済的実現可能性を評価する手法を学びます。. ↩
-
コンフォーマル冷却チャネルが複雑な金型形状における冷却効率を最適化する仕組みを学びます。. ↩
-
ベリリウム銅インサートが優れた熱伝導性を備えていることから支持されている理由を探ります。. ↩
-
薄肉成形の効率を向上させる高度な技術についての洞察を得ます。. ↩
-
最適な材料を発見することで、その特性の理解が深まり、欠陥の防止に役立ちます。. ↩
-
最適な材料を発見することで、その特性の理解が深まり、欠陥の防止に役立ちます。. ↩
-
最適化技術を検討することで、成形の効率と品質を向上させることができます。. ↩
-
最適化技術を検討することで、成形の効率と品質を向上させることができます。. ↩
-
設計のヒントを学ぶことは、欠陥を効果的に最小限に抑える金型を作成するのに役立ちます。. ↩
-
設計のヒントを学ぶことは、欠陥を効果的に最小限に抑える金型を作成するのに役立ちます。. ↩
-
射出成形におけるヒケなどの一般的な欠陥と、それが製品の品質にどのように影響するかについて学びます。. ↩
-
成形製品の耐久性と信頼性にとって、構造的完全性を維持することがなぜ重要なのかを探ります。. ↩
-
Jacky のような設計者が設計上の課題を効果的に予測し、対処するのに CAD ツールがどのように役立つかをご覧ください。. ↩






