

フィルム ゲートの長さが成形においてなぜ重要なのか疑問に思ったことはありませんか?
フィルムゲートは通常0.5~2mmです。この非常に短い長さにより、成形中の圧力と熱損失が低減されます。これにより、溶融材料がキャビティに効率的に流れ込むようになります。正確な長さは、製品サイズ、材料特性、金型設計などの要素によって異なります。正確な長さは、様々な要素によって決まります。ニーズも様々です。.
金型設計を始めた頃は、ゲートの長さの細部に苦労しました。まるですべてのパーツが重要なパズルを解くようでした。ほんのわずかな長さの誤差が成形を台無しにする可能性があります。薄いスマートフォンケースを作ることを想像してみてください。0.5~1mmの短いゲートは、プラスチックが急激に冷えるのを防ぐので、非常に効果的です。大型の製品の場合は、ゲートを長くする必要がありますが、2mmを超えないようにしてください。こうすることで、工程をスムーズに進めることができます。.
金型設計には、材料を深く理解することも重要です。プラスチックは流動性が異なります。ポリスチレンは流動しやすいため、ゲートを短くできます。ガラス繊維を加えると、詰まりを防ぐためにゲートを長くする必要があります。金型の複雑さもゲートの長さに影響します。以前、複雑な金型を使ったプロジェクトに携わったことがあります。精度が高いため、ゲートを短くしても問題ありませんでしたが、精度にばらつきがある場合は、流動ムラを防ぐために調整が必要でした。.
こうした細かい部分から多くのことを学びました。一つ一つの決断が効率と品質に影響します。ゲートの長さについての初期の経験は、金型設計が科学と芸術を融合させていることを思い出させてくれます。.
フィルム ゲートの長さは圧力と熱損失に影響します。.真実
フィルム ゲートを短くすると、圧力と熱の損失が減り、効率的な流れが促進されます。.
すべてのフィルム ゲートの長さは正確に 1 mm です。.間違い
フィルム ゲートの長さは、いくつかの要因に基づいて 0.5 ~ 2 mm の範囲で変化します。.
製品のサイズと壁の厚さはゲートの長さにどのように影響しますか?
大きなプロジェクトの規模が、その制作にどのような影響を与えるか考えたことはありますか?サイズが非常に重要となる、興味深い射出成形の世界を探ってみましょう。.
射出成形におけるゲート長の決定には、製品のサイズと肉厚が重要です。薄肉で小型の製品の場合、ゲート長は通常0.5~1mm程度です。肉厚が大きく大型の製品の場合は、ゲート長を長くする必要があるかもしれません。これらのゲート長は通常2mmを超えません。.
ゲート長の役割を理解する
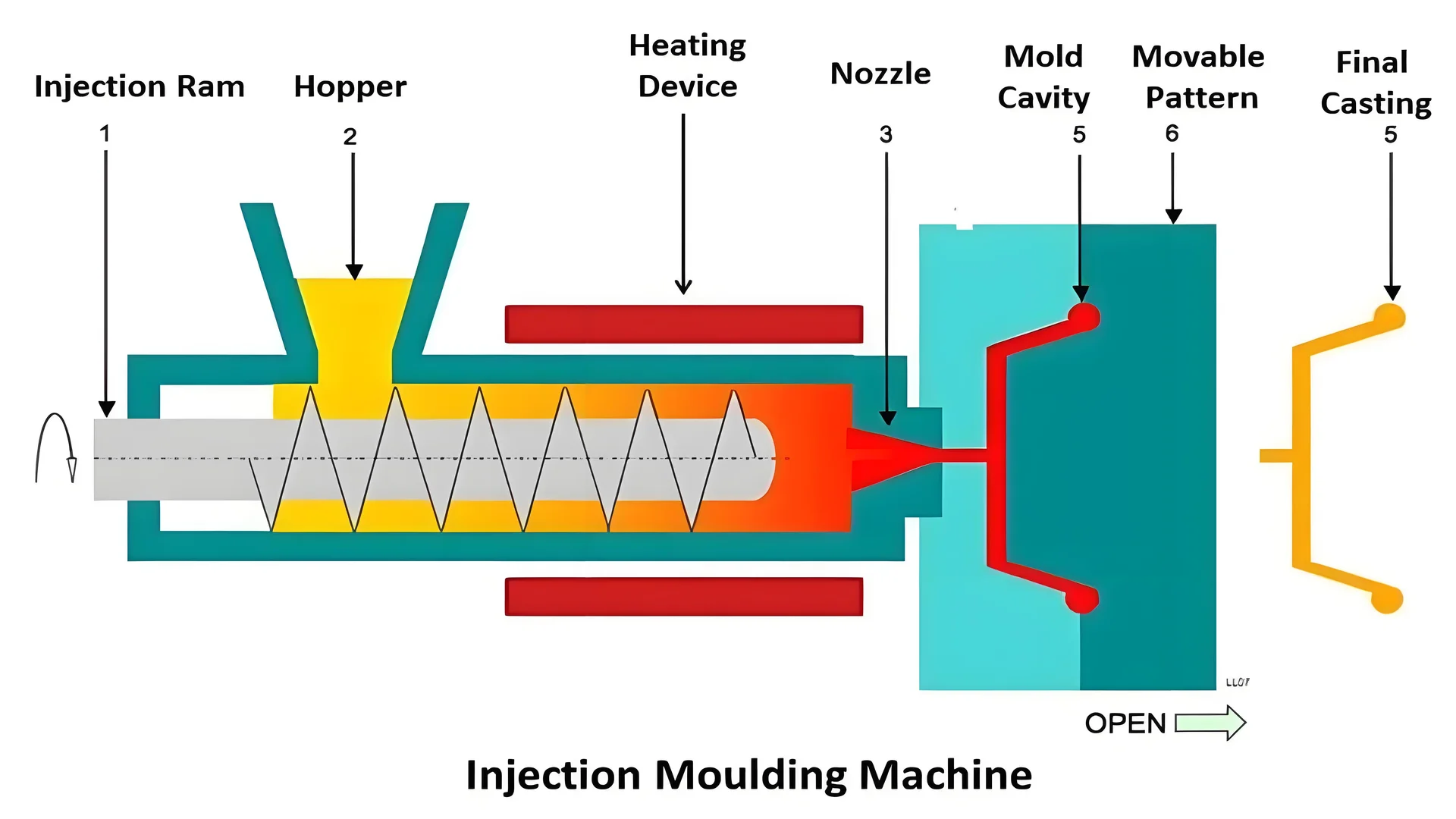
射出成形という複雑なプロセスにおいて、ゲートの長さはガイドのような役割を果たし、流動を方向づけて良好な結果をもたらします。ゲートを適切に設定することで、溶融した材料が金型のあらゆる部分にスムーズに充填され、最終製品の強度が維持される様子を実際に見てきました。ケーキを焼くのに似ています。ゲートの量が少なすぎても多すぎても、台無しになってしまいます。.
一般的に、 ゲートの長さは 短く、0.5~2mmの範囲である。これは、圧力と熱の損失を最小限に抑えるためである。
製品サイズの影響
大きなソファを小さなドアから通そうとした時のことを覚えていますか?成形において製品サイズを無視するのは、まさにそれと同じです。薄いプラスチックシートや壊れやすい箱のような小さな製品には、ゲートを短くする必要があります(約0.5~1mm)。熱いフライパンにパンケーキの生地を流し込むのと同じように、充填が速く、冷めにくいからです。大きな製品の場合は、スムーズに流動するためにより広いスペースが必要で、ゲートは2mmを超えてはいけません。.
| 製品サイズ | 標準的なゲート長 |
|---|---|
| 小さい | 0.5~1mm |
| 大きい | 最大2mm |
壁厚の影響
壁の厚さはそれぞれ異なります。薄い壁は本のページのようで、ゲートを短くすれば簡単です。厚い壁は重い本のように、より長い時間を必要とします。ゲートを長くすると、材料が早く硬化するのを防ぐことができます。.
材料特性の影響
材料の種類によってすべてが変わります。通常のプラスチックは柔らかいバターを塗るような感触で、ゲートが短いので簡単です。ガラス繊維などを加えると、粘り気のあるピーナッツバターを塗るような感じになり、より長い時間と、おそらく2mm程度の長めのゲートが必要になります。.
流動性の高い材料ではゲートを短くすることができますが、添加剤を含む材料では 2 mm の制限内でゲートを長くする必要がある場合があります。.
金型設計の考慮事項
金型設計はゲート長に影響を与えることがよくあります。精密な金型は、まるで針に糸を通すようにゲートを短く保ちます。しかし、複雑な形状の場合、流動を止めずにすべてのディテールに適合させるには、小さな変更が必要になります。.
実用的な応用
電子機器を美しく効率的に設計する友人、ジャッキーを例に考えてみましょう。彼は見た目の美しさと実用性のバランスを取ることに長けており、金型を効率的かつ美しく保つことができます。こうした基本を学ぶことで、ジャッキーは生産の遅延や材料の無駄遣いを回避しています。
についてさらに詳しく知りたい場合は 設計上の考慮事項2 、追加のリソースを参照してください。
製品が小さくなると、成形時にゲートの長さを長くする必要があります。.間違い
通常、製品が小さい場合は、効率的な充填のためにゲートの長さを短くする必要があります。.
壁が厚いほど、冷却を速めるためにゲートを短くする必要があります。.間違い
壁が厚い場合は、より多くの材料の体積を収容するために、ゲートを長くする必要があることがよくあります。.
ゲート設計において材料の流動性が重要なのはなぜですか?
シロップを金型に注ぐ工程を想像してみてください。この工程が結果を左右します。材料の流れも同様です。射出成形のゲート設計において、材料の流れは非常に重要です。品質と効率の両方を左右します。つまり、流れこそがすべてなのです。.
材料の流れは、ゲートの長さと種類を変えることでゲート設計に影響を与えます。これらの要因は、材料が金型キャビティにどれだけスムーズに充填されるかを直接的に決定します。これは製品の品質と生産効率の両方に影響を与えます。製品の品質はこのプロセスに大きく依存しており、効率も大きく左右されます。.

物質の流れを理解する
研究したとき 射出成形を、材料の流れが非常に重要であることがすぐに分かりました。材料の流れとは、圧力下で材料がどれだけ容易に移動するかを表すもので、パンケーキにシロップが滑らかに広がる様子に似ています。射出成形では、プラスチックがシステム内を金型に流れ込む様子が、製品の成否を左右します。
-
高流動性材料:薄いスムージーをグラスに注ぐ様子を想像してみてください。ポリプロピレンのような高流動性材料は短いゲートを容易に通過し、圧力と熱損失を低減します。
-
低流動性材料:濃厚な蜂蜜を小さな穴から押し出そうとしているところを想像してみてください。ガラス繊維などの充填材を含む材料は、圧力損失なくスムーズに流れ込むために、より長いゲートが必要です。
ゲートウェイの長さの要因
| 製品タイプ | 標準的なゲート長 |
|---|---|
| 小型で薄壁 | 0.5~1mm |
| 大きくて厚い壁 | 最大2mm |
製品サイズと壁の厚さ
小型で薄い製品を設計するには、短いゲートを使用する必要があります。これは、スムージーが冷える前にグラス全体に行き渡るようにするのと似ています。大きな製品の場合は、長いゲートがそのサイズと 壁の厚さ4。
金型構造と精度
成形においては精度が不可欠です。精度が高ければゲートを短くすることができ、流動性が向上します。精度が低い場合は、ゲートを長くすることで詰まりを防ぎ、シロップの流れをスムーズにします。.
効率性におけるフローの役割
スマートゲート設計は材料特性に合わせて調整され、反りなどの欠陥を減らして均一な充填を実現します。.
- 効率: フローを制御することで、欠陥が減り、サイクルが速くなり、高品質の製品が生まれます。
これらの要素を理解することで、金型設計者は生産を成功させるための最適なゲート設計を選択できます。 金型構造5 とそれが射出成形プロセスにおける設計選択に与える影響について詳しくご覧ください。この情報は、大規模製造において最高の性能と信頼性を実現するために設計を改善したい専門家にとって非常に重要です。
流動性の高い材料には長いゲート長が必要です。.間違い
流動性の高い材料は流れやすいため、ゲートを短くする必要があります。.
ゲートの長さは射出成形における製造効率に影響します。.真実
ゲートの長さを正しくすると、欠陥が最小限に抑えられ、フローの効率が向上します。.
金型構造はゲート長にどのように影響しますか?
金型の形状によってゲート長がどのように変化するかを初めて真に理解した時のことを覚えています。この瞬間、私の目は開かれ、設計に対する考え方が変わりました。.
金型の形状はゲート長を決定する上で重要な役割を果たします。金型の形状は、製品サイズ、材料の品質、そして加工精度に影響を与えます。これらの要因はすべて、溶融樹脂の流れに影響を与えます。製品の品質はこの流れに大きく左右されます。品質は非常に重要です。.
金型設計に影響を与えるもの
ことがわかりました サイズと肉厚が 。薄肉で小型の製品には、0.5~1mm程度のゲートが必要です。ゲートが短いほど、金型への充填が速くなり、溶融樹脂の過冷却を防ぐことができます。
素材の特徴
プラスチックの種類は、ゲートの長さに大きく影響します。ポリスチレンを使った時のことを覚えています。ポリスチレンは流動性が非常に優れているため、圧力損失を抑えるためにゲートを短くしていました。しかし、充填剤入りのプラスチックの場合は、流動性を安定させるためにゲートを長くする必要があることがよくあります。.
| 素材の種類 | 流動性 | 推奨ゲート長 |
|---|---|---|
| ゼネラルプラスチックス | 高い | 0.5~1mm |
| 充填プラスチック | 適度 | 最大2mm |
加工精度と設計
金型加工における精度は私にとって非常に重要です。精度が高ければゲートを短くすることができ、効率が大幅に向上します。精度が低下すると、詰まりや流れの不均一を防ぐためにゲートを長くする必要があります。.
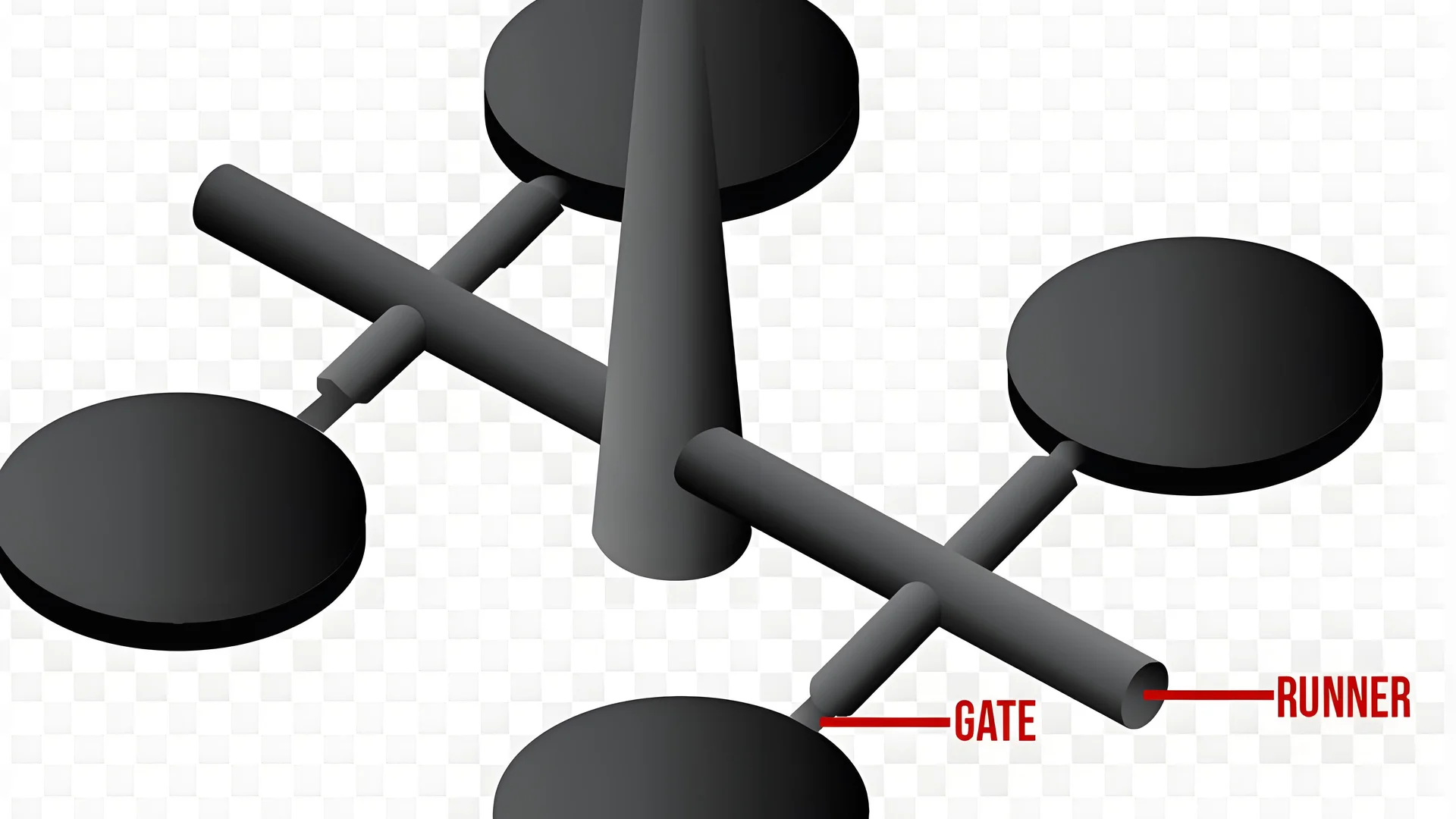
複雑な設計では、ランナーのレイアウトや充填要件に合わせてゲート長を変える必要がある場合があります。かつて、私は難しい金型プロジェクトに直面し、当初のゲートに関する想定を調整せざるを得ませんでした。.
実践的なポイント
金型の設計には、技術的な詳細だけでなく、優れた結果を得るために各部品が果たす役割を理解することが不可欠です。ゲートの長さについて賢明な選択をするためには、役立つ ツールやガイドラインが大いに 役立ちます。
金型構造はゲート長に直接影響し、生産性に大きな影響を与えます。これらの知見を活用することで、成形品の効率と品質の両方を向上させることができました。.
小型製品の場合、高速充填のためにゲートを短くする必要があります。.真実
薄壁の小型製品では、素早い充填のために 0.5 ~ 1 mm のゲートが必要です。.
フィラーを含む材料には常に 2 mm を超えるゲートが必要です。.間違い
充填プラスチックの場合は長いゲートが必要になる場合がありますが、通常は 2 mm を超えることはありません。.
最適なゲート長を実現するためのベストプラクティスは何ですか?
理想的なゲート サイズが射出成形プロジェクトにどのような変化をもたらすか考えたことはありますか?
射出成形における最適なゲート長は、製品サイズ、材料特性、金型構造によって異なります。通常、理想的なゲート長は0.5~2mmです。この範囲が一般的です。.
一般的な範囲を理解する
プラスチック射出成形の実験を始めた頃、ゲート長が成功にどれほど重要かを実感しました。魔法の数字は通常0.5~2mmです。これにより、溶融樹脂が最小限の圧力と熱損失で金型にスムーズに流れ込みます。.
プラスチック射出成形における最適なゲート長は通常0.5~2mmです。この範囲は主に、射出成形時の圧力と熱損失を最小限に抑える必要があるためです。 ゲート長7 で、溶融樹脂がキャビティに効率的に流入し、充填プロセスがよりスムーズかつ高速になります。
| 製品タイプ | 推奨ゲート長 |
|---|---|
| 小型で薄壁の製品 | 0.5~1mm |
| 大型で厚い壁のアイテム | 最大2mm |
以前、小さくて複雑なガジェットを扱うプロジェクトで、ゲート長のわずかなミスが大きな問題を引き起こしたのを覚えています。このような小さくて薄肉の部品の場合、ゲート長を0.5~1mm程度に抑えることが重要でした。この長さであれば、材料が急速に冷却されることなく、効率的に充填されます。.
厚みのある大型製品の場合、ゲートを2mmに近づける必要がある場合があることがわかりました。この範囲内に収めることは、圧力損失を制御する上で非常に重要です。.
具体的な影響要因
製品サイズと肉厚:小型で薄い製品には、ゲート長を0.5~1mm程度に短くすると効果的です。これにより、溶融樹脂が過度に冷却されることなく、速やかに充填されます。
材料特性:材料の種類は大きな影響を与えます。例えば、ポリスチレンやポリプロピレンのような流動性の高い材料の場合は、ゲートを短くすることができます。しかし、ガラス繊維入りの材料などでは、スムーズな流れを維持するために、ゲートを少し長くする必要があるかもしれません。
金型構造と加工精度:高精度の金型設計であれば、ゲート長を短くしても問題ありません。しかし、金型設計が複雑であったり、精度が低い場合は、ゲート長を少し長くする必要がある場合もあります。
最適なゲート長のための設計上の考慮事項
ゲートの長さを適切に設定するには、芸術と科学を組み合わせる必要があります。
- 材料特性を評価する: 材料の流れ方を理解します。これにより、適切なゲート長が決まります。
- 製品の寸法を考慮する: 小型で薄肉の製品、または大型で厚肉の製品の取り扱いに基づいてゲートの長さを選択します。
- 金型の複雑さと精度:金型の設計と精度限界を調べてください。これにより、ゲートの長さを短くするか長くするかが明らかになります。
についてさらに詳しく知るには 射出成形8、ケーススタディや業界のガイドラインを調べることを強くお勧めします。これらの要素が実際の状況でどのように相互作用するかについての貴重な知識が得られるからです。
最適なゲート長さは常に 0.5 ~ 2 mm です。.間違い
一般的には推奨されますが、材質などの要因に応じて具体的な要件が異なる場合があります。.
高精度の金型によりゲート長を短くすることができます。.真実
金型設計の精度により、一貫した流れが実現され、ゲート長の短縮がサポートされます。.
結論
射出成形におけるフィルム ゲートの長さは、通常 0.5 ~ 2 mm の範囲で、製品のサイズ、壁の厚さ、材料特性、最適な流動と効率を実現するための金型設計によって左右されます。.
-
金型製作の精度が生産の成功に不可欠である理由をご覧ください。. ↩
-
射出成形プロセスにおける設計を最適化するための重要な要素を探ります。. ↩
-
このリンクでは、流動性が成形プロセスにおいてなぜ重要であるかについての詳細な概要を説明します。. ↩
-
壁の厚さがゲート長の決定と成形結果にどのように影響するかを検討します。. ↩
-
さまざまな金型構造がゲート設計戦略にどのように影響するかについての洞察を提供します。. ↩
-
さまざまな材料や製品に適切なゲート長を選択するのに役立つ実用的なツールとガイドラインを紹介します。. ↩
-
ゲートの長さを変えると金型の効率と品質にどのような影響があるかを調べます。. ↩
-
最適な結果を得るための、射出成形における実証済みの戦略について学びます。. ↩






