

成形においてなぜフィルム ゲートの長さが非常に重要なのか疑問に思ったことはありますか?
フィルム ゲートのサイズは通常 0.5 ~ 2 mm です。長さが非常に短いため、成形時の圧力と熱の損失が軽減されます。溶けた材料がキャビティに効率的に流れ込むのに役立ちます。正確な長さは、製品のサイズ、材料の特性、金型の設計方法などの要因によって決まります。正確な測定にはさまざまな要素が影響します。さまざまなニーズ。
金型設計を始めたとき、ゲート長の詳細に苦労しました。すべての部分が重要なパズルを解くようなものでした。長さをわずかに間違えると、成形が台無しになる可能性があります。薄いスマートフォンケースを作ることを想像してください。 0.5 ~ 1 mm の短いゲートは、プラスチックの冷却が早すぎるのを防ぐため、完璧に機能します。大きなアイテムの場合は、より長いゲートが必要ですが、2mm を超えないようにしてください。これにより、プロセスがスムーズに進みます。
金型の設計には、材料をよく知ることも必要です。プラスチックの流れが異なります。ポリスチレンは流動しやすいため、ゲートを短くすることができます。グラスファイバーを追加すると、詰まりを防ぐためにより長いゲートが必要になります。金型の複雑さはゲート長にも影響します。以前、複雑な金型を使用したプロジェクトに取り組んだことがあります。精度が高いと、ゲートが短くても問題ありませんでした。精度にばらつきがある場合は、不均一な流れを避けるために調整が必要でした。
これらの詳細は私に多くのことを教えてくれました。それぞれの決定は効率と品質に影響を与えます。ゲート長に関する初期のレッスンで、金型設計が科学と芸術をどのように組み合わせているかを思い出しました。
フィルムゲート長は圧力と熱損失に影響します。真実
フィルム ゲートが短いと、圧力と熱の損失が軽減され、効率的な流れが促進されます。
すべてのフィルム ゲートの長さは正確に 1 mm です。間違い
フィルムのゲート長は、いくつかの要因に基づいて 0.5 ~ 2 mm まで変化します。
製品のサイズと壁の厚さはゲートの長さにどのように影響しますか?
大きなプロジェクトの規模がその作成にどのような影響を与えるか考えたことはありますか?サイズが非常に重要な射出成形の興味深い世界を探ってみましょう。
射出成形におけるゲート長を決定するには、製品のサイズと肉厚が重要です。壁が薄い小さなアイテムには通常、約 0.5 ~ 1 mm のゲートが必要です。壁が厚い大きな製品には、より長いゲートが必要になる場合があります。これらのゲートは通常 2mm を超えません。
ゲート長の役割を理解する
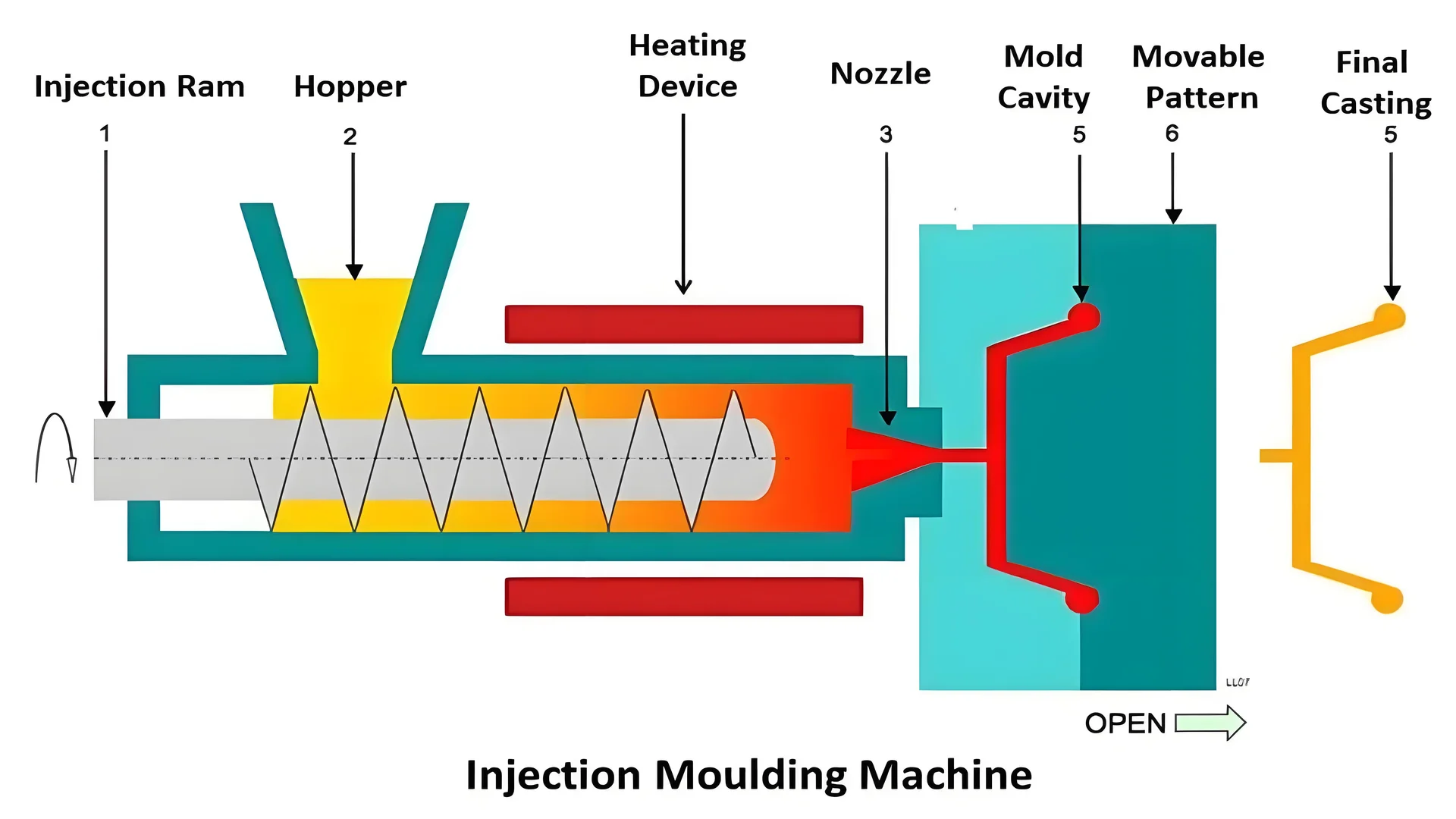
射出成形の複雑なプロセスでは、ゲート長がガイドのように機能し、流れを方向付けて良好な結果をもたらします。適切に設定されたゲートにより、溶融した材料が金型のすべての部分にスムーズに充填され、最終製品の強度が保たれる様子を見てきました。ケーキを焼くのと似ています。少なすぎても多すぎても台無しになってしまいます。
通常、ゲート長は0.5 ~ 2 mm と短く、これにより圧力と熱の損失が最小限に抑えられます。
製品サイズの影響
大きなソファを小さなドアから通そうとしたのを覚えていますか?製品サイズを無視して成形するとこんな感じです。薄いプラスチック シートや壊れやすい箱などの小さなアイテムには、短いゲート (約 0.5 ~ 1 mm) が必要です。熱したフライパンにパンケーキの生地を注ぐのと同じように、すぐに充填され、あまり早く冷めません。より大きな製品は、スムーズに流れるためにより多くのスペースを必要とし、2mm を超えてはなりません。
| 製品サイズ | 標準的なゲート長 |
|---|---|
| 小さい | 0.5~1mm |
| 大きい | 2mmまで |
肉厚の影響
壁の厚さが違います。薄い壁は本のページに似ており、短いゲートを使用すると簡単です。壁が厚いと、重い本のようなもので、より多くの時間を必要とします。ゲートを長くすると、材料が早く硬化するのを防ぐことができます。
材料特性の影響
マテリアルの種類によってすべてが変わります。通常のプラスチックは柔らかいバターを塗るような感じで、短いゲートでシンプルです。ガラス繊維などを追加すると、粘着性のあるピーナッツバターを広げるようなものになり、より多くの時間と、おそらく 2 mm 程度の少し長いゲートが必要になります。
流動性の高い材料を使用すると、ゲートを短くすることができます。ただし、添加剤を含む材料では、2mm の制限内でより長いゲートが必要になる場合があります。
金型設計の考慮事項
モールド設計はゲート長に影響を与えることがよくあります。精密な金型により、針に糸を通すようにゲートが短くなります。ただし、複雑な形状の場合、流れを止めずにすべての詳細を適合させるには、小さな変更が必要です。
実用的なアプリケーション
電子機器を上手に効果的にデザインする友人、ジャッキーのことを考えてみましょう。彼は、見栄えと実用性のバランスをとることに熟練しており、金型を効率的で見栄えの良いものに保ちます。これらの基本を学ぶことで、Jacky は生産の遅れや材料の無駄を避けます。
射出成形における設計上の考慮事項2についてさらに詳しく知りたい場合は
小型製品ほど成形時のゲート長が長くなります。間違い
通常、製品が小型になると、効率的に充填するためにより短いゲート長が必要になります。
壁が厚いと、より速く冷却するために短いゲートが必要になります。間違い
壁が厚いと、多くの場合、より多くの材料量を収容するためにより長いゲートが必要になります。
ゲート設計において材料の流動性が重要なのはなぜですか?
シロップを型に流し込むことを考えてください。これが結果を決定するプロセスです。マテリアルフローも同様に機能します。射出成形のゲート設計では、材料がどのように動くかが非常に重要です。それは品質と効率の両方を形作ります。流れがすべてです。
マテリアル フローは、ゲートの長さとタイプを変更することでゲート設計に影響を与えます。これらの要因は、材料が金型キャビティにどの程度スムーズに充填されるかを直接決定します。これは、製品の品質とアイテムの生産効率の両方に影響します。製品の品質はこのプロセスに大きく依存します。効率もそれに大きく依存します。

マテリアルフローを理解する
射出成形3を検討したとき、材料の流れが非常に重要であることがすぐにわかりました。マテリアル フローは、シロップがパンケーキにスムーズに広がる様子と同様に、圧力下で材料がどの程度容易に移動するかを表します。射出成形では、プラスチックがシステムを通って金型に移動する方法によって、製品が成功するか失敗するかが決まります。
-
ハイフローマテリアル: 薄いスムージーをグラスに注ぐことを想像してください。ポリプロピレンなどの高流動材料は短いゲートを簡単に通過できるため、圧力と熱の損失が軽減されます。
-
低流量材料: 濃い蜂蜜を小さな穴に押し込もうとしている図。ガラス繊維などのフィラーを含む材料では、圧力を失わずにスムーズな流れを実現するために、より長いゲートが必要です。
ゲートウェイの長さの要因
| 製品タイプ | 標準的なゲート長 |
|---|---|
| 小型かつ薄肉 | 0.5~1mm |
| 大型かつ厚肉 | 2mmまで |
製品サイズと肉厚
小さくて薄い製品を設計するには、より短いゲートを使用する必要があります。これは、スムージーが冷める前にグラスのすべての部分に行き渡るのと似ています。より大きなアイテムの場合は、そのサイズと壁の厚さ4 。
金型の構造と精度
成形の精度は非常に重要です。精度が高いためゲートが短くなり、流れが改善されます。精度が低い場合、ゲートを長くすると、シロップの流れがスムーズになるなど、詰まりが防止されます。
効率におけるフローの役割
材料特性に合わせたスマートなゲート設計により、反りなどの欠陥を軽減し、均一な充填を実現します。
- 効率: フローを制御することで、欠陥が減り、サイクルが短縮され、高品質の製品が得られます。
これらの要因を学ぶことは、金型設計者が生産を成功させるための最適なゲート設計を選択するのに役立ちます。金型構造5とそれが射出成形プロセスにおける設計の選択に及ぼす影響について詳しく調べてくださいこの情報は、大規模製造において最高のパフォーマンスと信頼性を実現するために設計を改善しようとする専門家にとって非常に重要です。
高流動性材料にはより長いゲート長が必要です。間違い
流動性の高い材料は流れやすいため、ゲートを短くする必要があります。
ゲート長は射出成形における製造効率に影響します。真実
正しいゲート長により欠陥が最小限に抑えられ、フロー効率が向上します。
モールド構造はゲート長にどのように影響しますか?
金型の形状によってゲート長がどのように変化するのかを初めて理解したときのことを覚えています。この瞬間、私の目が開かれ、デザインについての考え方が変わりました。
モールドの形状は、ゲートの長さを決定する際に重要な役割を果たします。金型の形状は、製品のサイズ、材料の品質、加工の正確さに影響を与えます。これらの要因はすべて、溶けたプラスチックの動きに影響します。製品の品質はこのフローに大きく左右されます。品質は非常に重要です。
金型設計に影響を与えるもの
成形においては製品の大きさと肉厚ことを経験から学びました壁が薄い小型の製品には、約 0.5 ~ 1 mm の長さのゲートが必要です。ゲートが短いと、金型への充填が早くなり、溶融物が冷えすぎるのを防ぐことができます。
素材の特徴
プラスチックのタイプは、ゲートの長さに大きく影響します。ポリスチレンを使って作業したのを覚えています。非常によく流れるので、圧力を失わずに短いゲートを使用しました。ただし、フィラーを含むプラスチックでは、流れを安定させるために通常より長いゲートが必要です。
| 材質の種類 | 流動性 | 推奨ゲート長 |
|---|---|---|
| 一般プラスチック | 高い | 0.5~1mm |
| 充填プラスチック | 適度 | 2mmまで |
加工精度とデザイン
金型加工の精度は私にとって非常に重要でした。高精度によりゲートが短くなり、効率が大幅に向上します。精度が低下すると、詰まりや不均一な流れを防ぐためにゲートを長くする必要があります。
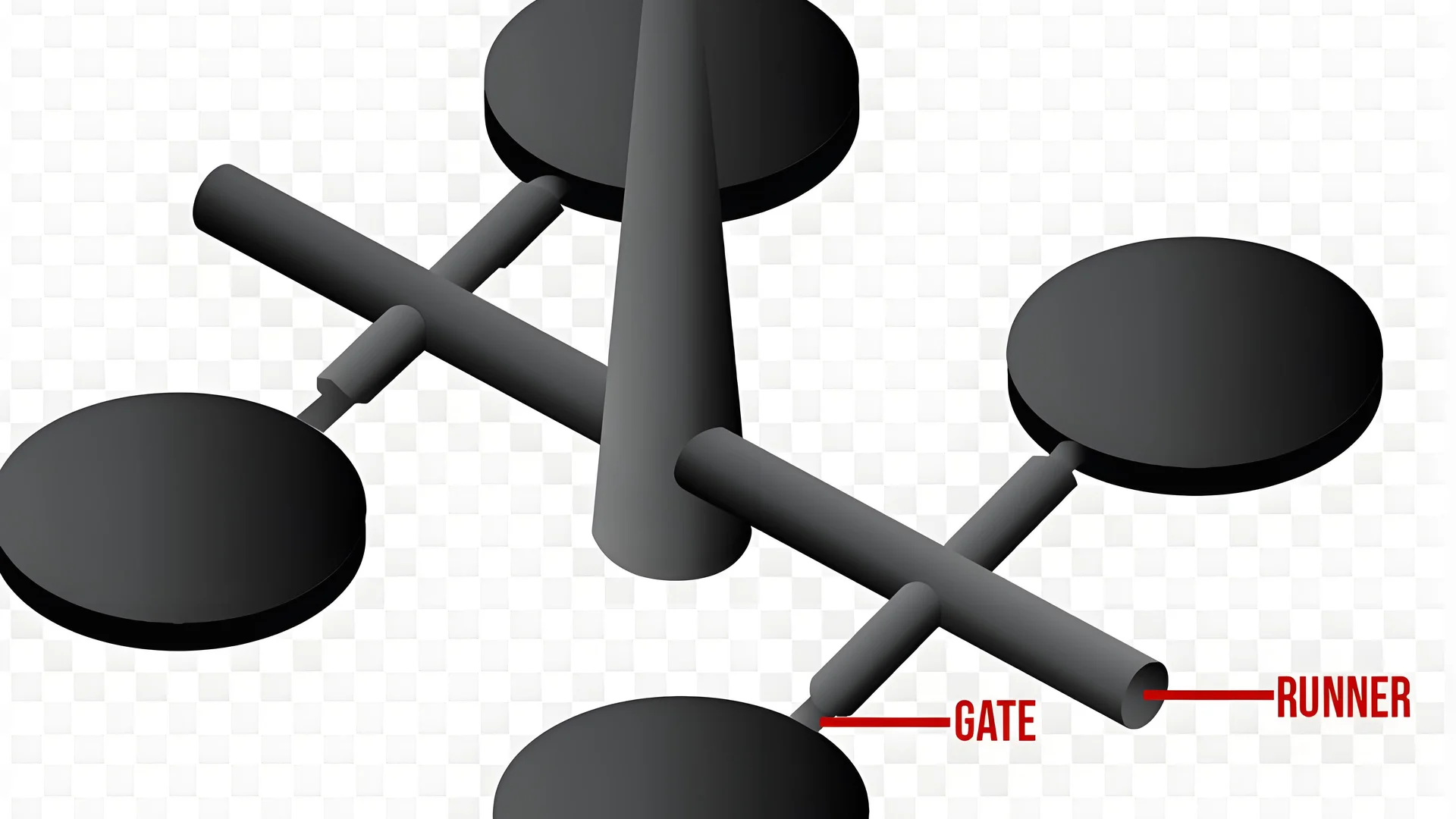
複雑な設計では、ランナーのレイアウトと充填の要求に合わせて異なるゲート長が必要になる場合があります。私はかつて、当初のゲートの想定を調整する必要に迫られた、難しい金型プロジェクトに直面したことがあります。
実践ポイント
金型の設計には技術的な詳細だけではありません。優れた結果を得るには、各部分の役割を理解する必要があります。便利なツールとガイドライン6 は、ゲート長に関する賢明な選択をサポートします。
モールド構造はゲート長に直接影響し、生産に大きな影響を与えます。これらの洞察を使用して、成形製品の効率と品質の両方を向上させたと考えられます。
小さな製品では、迅速な充填のために短いゲートが必要です。真実
壁が薄い小型製品には、迅速な充填のために 0.5 ~ 1 mm のゲートが必要です。
フィラーを含むマテリアルには常に 2mm 以上のゲートが必要です。間違い
充填プラスチックにはより長いゲートが必要になる場合がありますが、通常は 2mm を超えません。
最適なゲート長を実現するためのベスト プラクティスは何ですか?
理想的なゲート サイズによって射出成形プロジェクトがどのように変わるか考えたことがありますか?
射出成形における最適なゲート長は、製品サイズ、材料特性、金型構造によって異なります。通常、理想的なゲート長は 0.5 ~ 2mm です。この範囲は典型的なものです。
一般的な範囲を理解する
初めてプラスチック射出成形の実験を始めたとき、成功にはゲート長がいかに重要であるかがわかりました。マジックナンバーは通常 0.5 ~ 2 mm の間にあります。これにより、圧力と熱の損失を最小限に抑えながら、溶融物が金型にスムーズに流れ込むことができます。
プラスチック射出成形における最適なゲート長は、通常 0.5 ~ 2 mm です。この範囲は主に、射出プロセス中の圧力と熱の損失を最小限に抑える必要があるためです。ゲート長7が短いと、溶融物が効率的にキャビティに流入し、充填プロセスがよりスムーズかつ高速になります。
| 製品タイプ | 推奨ゲート長 |
|---|---|
| 小型、薄肉品 | 0.5~1mm |
| 大型・厚肉品 | 2mmまで |
ゲート長の小さなミスでも大きな問題を引き起こした、小さくて複雑なガジェットを含むプロジェクトを覚えています。このような小型で薄肉のアイテムの場合、約 0.5 ~ 1 mm のゲート長にこだわることが重要でした。この長さにより、材料が急速に冷却されすぎずに効果的に充填されます。
壁が厚くてかさばる製品の場合、場合によっては 2mm に近いゲートを使用する必要があることがわかりました。この範囲内に収めることは、圧力損失を制御するために重要です。
特定の影響因子
製品のサイズと壁の厚さ: 小さくて薄い製品は、約 0.5 ~ 1 mm の短いゲート長に適しています。溶融物が冷却しすぎることなく、すぐに充填されます。
材料特性: 材料の種類は大きな影響を与えます。たとえば、ポリスチレンやポリプロピレンなど流動性の高い材料では、より短いゲートを使用する可能性があります。ただし、ガラス繊維が充填されたもののような材料の場合、流れをスムーズに保つために少し長いゲートが必要になる場合があります。
金型構造と加工精度: 高精度の金型セットアップにより、自信を持って短いゲートを選択できます。ただし、複雑な金型設計や精度の低い金型設計では、ゲート長を少し延長する必要がある場合があります。
最適なゲート長に関する設計上の考慮事項
ゲート長を適切に設定すると、芸術と科学が組み合わされます。
- 材料の特性を評価する: 材料がどのように流れるかを理解します。これにより、正しいゲート長が得られます。
- 製品寸法を考慮する: 小型で薄肉の製品、または大型で厚肉の製品の取り扱いに基づいてゲート長を選択します。
- 金型の複雑さと精度: 金型の設計と精度の限界を調べます。これにより、ゲートが短いか長いかが適切かどうかがわかります。
射出成形についてさらに詳しく知るには8 、これらの要素が現実の状況でどのように相互作用するかについての貴重な知識が得られるため、ケーススタディや業界のガイドラインを調べることを強くお勧めします。
最適なゲート長は常に 0.5 ~ 2mm です。間違い
一般的には推奨されますが、特定の要件は材質などの要因によって異なる場合があります。
高精度の金型により、ゲート長の短縮が可能になります。真実
金型設計の精度により、一貫したフローが実現され、より短いゲート長がサポートされます。
結論
射出成形におけるフィルム ゲートの長さは通常 0.5 ~ 2 mm の範囲で、製品サイズ、壁厚、材料特性、最適な流れと効率を実現する金型設計によって影響されます。
-
金型製作の精度が生産を成功させるために重要である理由をご覧ください。 ↩
-
射出成形プロセスにおける設計を最適化するための重要な要素を探ります。 ↩
-
このリンクでは、成形プロセスにおいて流動性が重要である理由の詳細な概要を説明します。 ↩
-
肉厚がゲート長の決定と成形結果にどのような影響を与えるかを調査します。 ↩
-
さまざまな金型構造がゲート設計戦略にどのような影響を与える可能性があるかについての洞察を提供します。 ↩
-
さまざまな材料や製品に適切なゲート長を選択するのに役立つ実用的なツールとガイドラインを見つけてください。 ↩
-
ゲート長の変化が金型の効率と品質にどのような影響を与えるかを調べてください。 ↩
-
最適な結果を得るための射出成形における実証済みの戦略について学びます。 ↩




